Известны зажимные устройства для контактной стыковой сварки изделий замкнутой формы, содержащие опорную ллиту, устанавливаемую на подвижной или неподвижной части машины, гидродилиндр зажатия и токоподводящие контакты.Однако, в случае сварки заготовок малого диаметра, осуществить их зажатие с достаточным усилием не представляется возможным.
Предла гаемое устройство отличается от известных тем, что опорная ллита выполнена по форме свариваемой детали и воспринимает усилие осадки. На о-порной плите установлен гидрО(Цилиндр зажатия и тяга, размещенная в направляющих и связанная со штоком гидроцилиндра. Токоподводящие контактные колодки установлены на подпружиненных рычагах, смонтированных на опорной илите шарнирно.
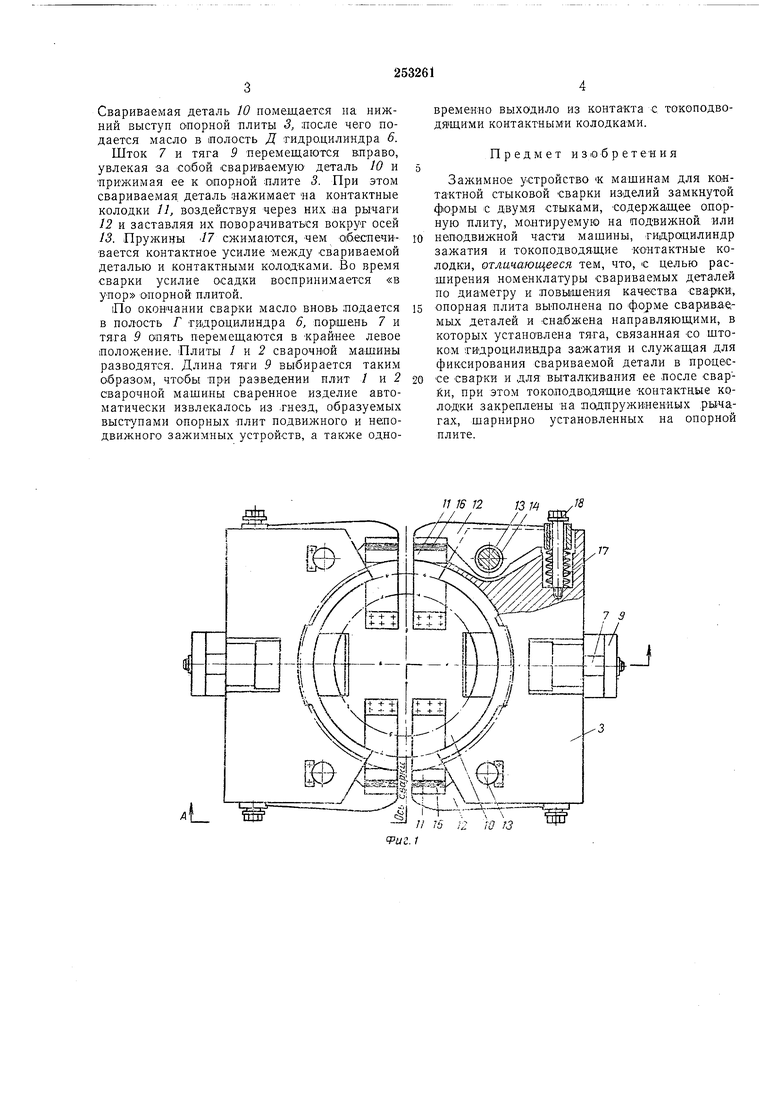
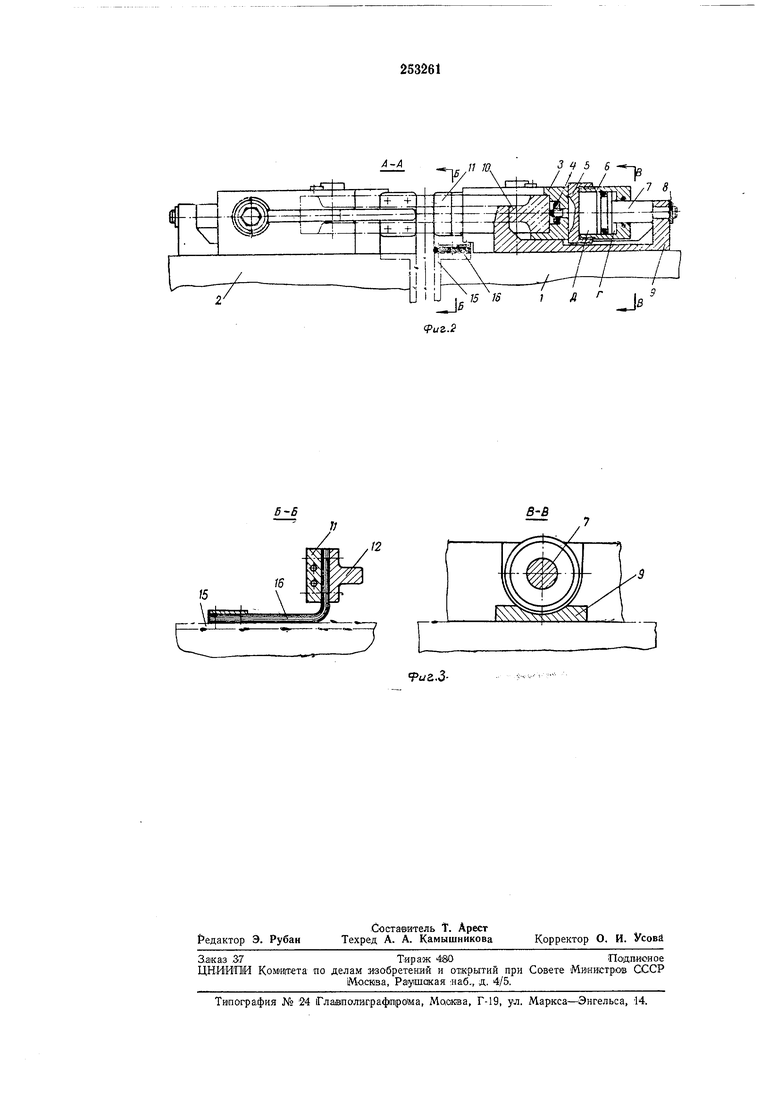
.На фиг. 1 изо.бражено подвижное и неподвижное зажимные устройства; на фиг. 2 - разрез по А-А на фиг. 1; на фиг. 3 - сечение -по Б-Б и В-В на фиг. 2.
Подвижное и неподвижное зажимные устройства монтируют соответственно на подвижную / и неподвижную 2 части стыковой сварочной машины. Каждое зажимное устройство содержит опорную плиту 3, на которой при 1ПОМОЩИ гайки 4 закрепляется крышка 5 тидроиилиндра 6. Шток 7 этого гидроцилиндра при помощи стопорного кольца 8 жестко связан с тягой 9, расположенной с ВОЗМОЖНОСТЬЮ перемещения в направляющих,
выполненных в опорной плите. Сторона опорной 1плиты, обращенная к оси сварочной машины (к зоне сварки) выполнена по форме свариваемой детали 10 и имеет нижний и верхний выступы для фиксирования свариваемой детали по высоте. Токоподводящие контактные колодки // смонтированы на рычагах 12, шарнирно закрепленных в пазах опорной плиты при помощи осей 13 и втулок J4. Контактные колодки соединены с вторичным витком 15 сварочного трансформатора гибкими шинами 16. Рыча.ги подпружинены относительно опорной плиты при помощи пружины 17 и винтов 18.
Устройство работает следующим образом.
Перед сваркой части / и 2 сварочной машины находятся в разведенном состоянии.
Подается масло ъ полость Г гидроцилиндра 6, при этом шток 7 и жестко связанная с .ним тяга 9 перемещаются в крайнее левое
положение (рассматривается подвижное зажимное устройство). .В это время рычаги 12 под действием пружин 17 прижаты к головкам ВИНТОВ 18, а Токоподводящие контакты колодки // находятся в положении, сведенСвариваемая деталь 10 памещаетея на нижний выступ опорной плиты 3, после чего подается масло в полость Д тидроцилиндра 6.
Шток 7 и тяга 9 перемещаются вправо, увлекая за собой свариваемую деталь 10 и прижимая ее к опорной плите 3. При этом свариваемая, деталь нажимает на контактные колодки 11, воздействуя через них аа рычаги 12 и заставляя их поворачиваться вокруг осей 13. Пружины 17 сл имаются, чем обеспечивается контактное усилие -между свариваемой деталью и контактными колод-ками. Во время сварки усилие осадки воспринимается «в упор опорной плитой.
|По окончании сварки масло вновь подается в полость Г гидроцилиндра 6, поршень 7 и тяга 9 опять перемещаются в -крайнее левое положение. Плиты / и 2 сварочной машины разводятся. Длина тяги 9 выбирается таким образом, чтобы при разведении плит / и 2 сварочной машины сваренное изделие автоматически извлекалось из -гнезд, образуемых выступами опорных плит подвижного и неподвижного зажимных устройств, а также одновременно выходило из контакта с токоподвоДЯ1ЩИМИ контактными колодками.
Предмет И3|0брет е н и я
Зажимное устройство « машинам для ко.«тактной стыковой сварки изделий замкнутой формы с двумя стыками, -содержащее опорную плиту, монтируемую на подвижной или
неподвижной части машины, гидрацилиндр зажатия и токоподводящие -контактные колодки, отличающееся тем, что, с целью расширения номенклатуры свариваемых деталей по диаметру и повышения качества сварки,
опорная плита выполнена по фо/рме свар-ив емых деталей и снабжена направляющими, в которых установлена тяга, связанная со штоком гидроцилйндра зажатия и служащая для фиксирования свариваемой детали в процессе сварки и для выталкивания ее после сварйи, при этом токоподводящие -контактные коло-д«и закреплены на подпружипеняых ры-чагах, шарнирно установленных на опорной плите.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАЖИМНОЕ УСТРОЙСТВО К МАШИНЕ ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1972 |
|
SU426772A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1970 |
|
SU284208A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1967 |
|
SU201561A1 |
| Машина для контактной стыковой сварки труб | 1981 |
|
SU1074682A1 |
| Машина для контактной стыковой сварки труб | 1987 |
|
SU1555084A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 2015 |
|
RU2634970C2 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ РЕЛЬСОВ | 1998 |
|
RU2186664C2 |
| МАШИНА ДЛЯ СТЫКОВОЙ СВАРКИ ОСТРЯКОВ И РЕЛЬСОВ | 2021 |
|
RU2766092C1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ | 1973 |
|
SU361033A1 |
| Машина для контактной стыковой сварки | 1974 |
|
SU554971A1 |
J8 77
6
LL
J«
B-B
