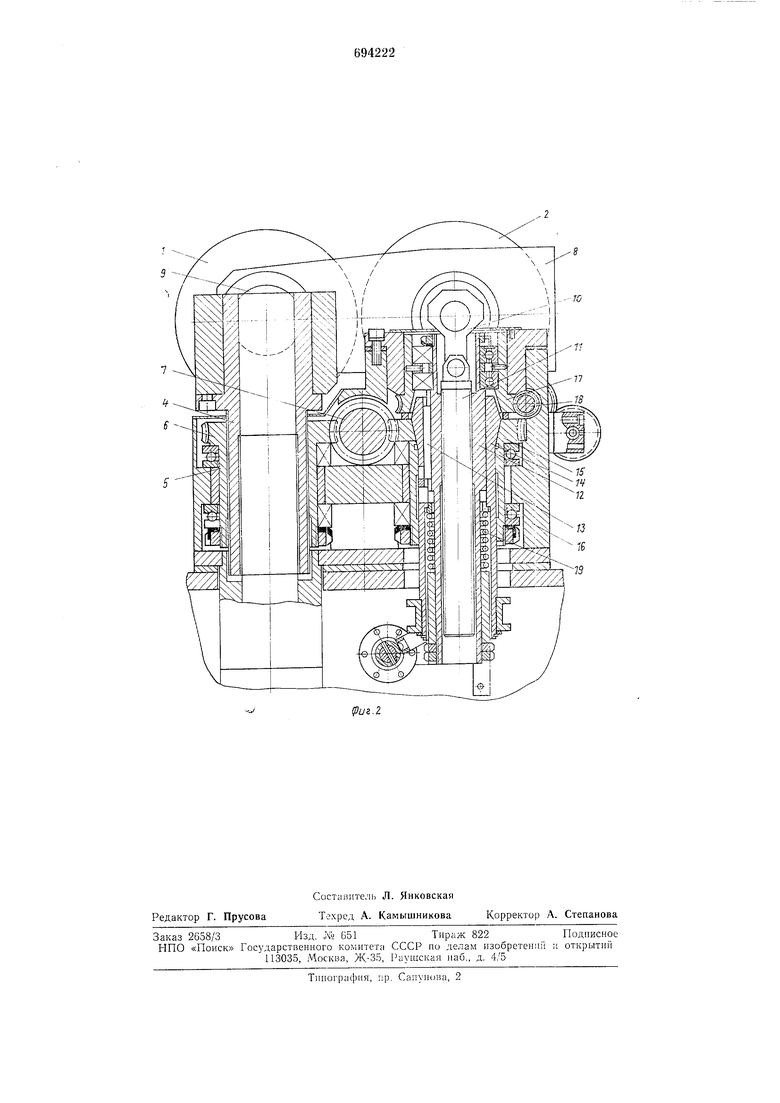
дого из которых выполнена заодно с червячным колесом 6, зацепляющимся с центрально расположенным червяком 7.
Втирающий валец 2 смонтирован в корпусе 8, щарнирно сидящем своими расточками на шейках опор 9 наносящего вальца 1. С другой стороны корцус 8 через опоры втирающего вальца 2 и рычаг 10 щарнирио связан с винтами 11, гайка 12 каждого из которых через щпонку 13 и конусную фрикционную муфту 14 связана с червячным колесом 15, находящимся также в зацеилеиии с червяком 7,
В расточке 16 корпуса соосно с винтом 1) и колесом 15 свободно посажено червячное колесо 17, имеющее конусную расточку для сцепления с муфтой 14 и находящееся в зацеплении с червяком 18.
Гайка 12 смонтирована на подшинниках, установленных в цилиндрической расточке колеса 17. В верхнем иоложении муфты 14 осевое усилие ее включения создается пружиной 19.
Станок работает следующим образом.
При включенной конусной муфте 14, как изображено на фиг. 2, вращение червяка 7 передается через червячные колеса 6 и 15 соответственно гайкам 5 и 12. При этом винты 4 и 11 осуществляют совместное перемещение наносящего и втирающего вальцев.
В положении, когда конусная муфта 14 сцеплена с червячным колесом 17, вращение червяка 7 передается через червячное колесо 6 гайке 5, червячное же колесо 15 свободно вращается относительно гайки 12.
В то же время вращение червяка 18 через червячное колесо 17 и муфту 14 передается гайке 12.
Таким образом, при указанном положении муфты 14 вращением червяка 7 через виит 4 осуществляется раздельная нгстройка положения наносящего вальца при неподвижном втирающем, а при вращении
червяка 18 через виит 11 осуществляется раздельная настройка втирающего вальца при неподвижном наносящем.
Такая конструкция механизма настройки обладает тем преимуществом перед существующими, что освобождает оператора станка от необходимости корректировки положении втиран) вальца njMi и.чмененин положения наносяni,ei4), со.храняя установленное усилие прижима втирающего вальца к изделию, сокраи1ает потери времени на обслуживание станка в 4 раза, что увеличивает производительность станка и/лучшает качество шпатлевки.
Формула изобретения
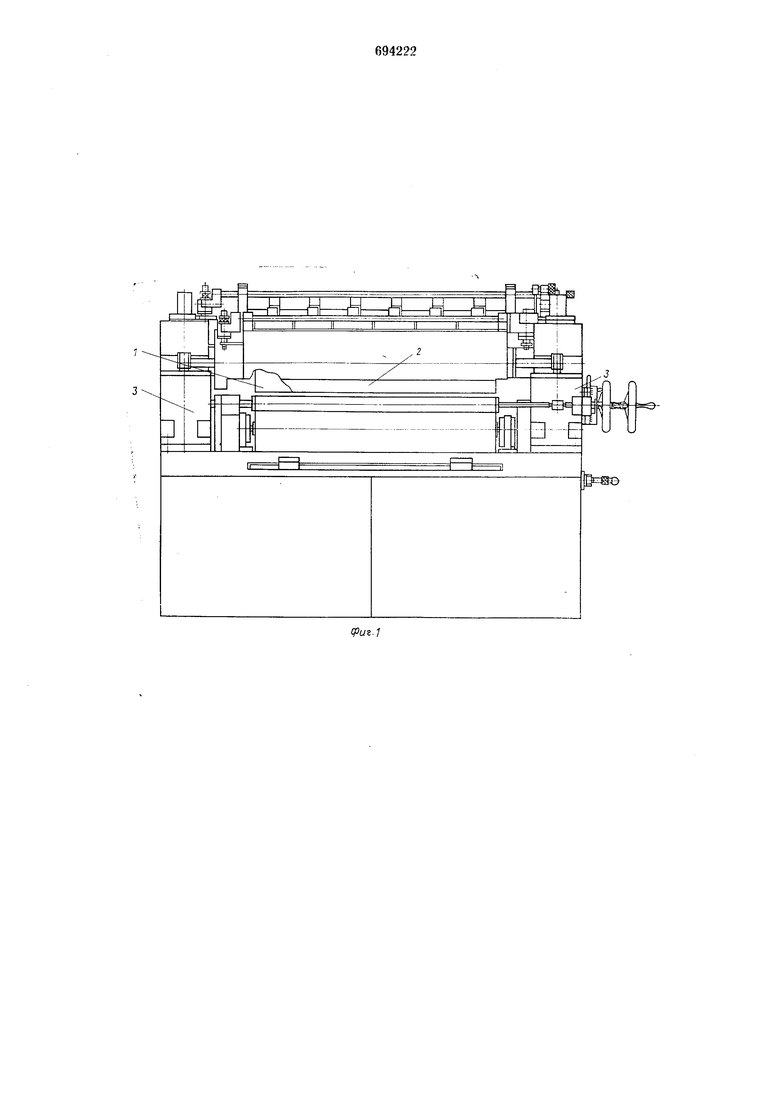
Станок для нанесения вязких составов, содержащий корпус, наносящий и втирающий вальцы и мехаиизмы их настройки по
высоте, отличающийся тем, что, с целью повышеиия надежности работы и улучшения качества наносимого слоя, механизм настройки наносящего вальца выполнен в виде винтовой передачи, гайка которой имеет червячное колесо, находящееся в зацеплении со смонтированным в корпусе центральным червяком, а механизм настройки втирающего вальца выполнен в виде винтовой передачи с соосно смонтированными муфтой включения, соедииеииой с гайкой виитовой передачи посредством шпонки, и двумя свободно установленными в расточках червячными колесами, связанными соответственно с центральным червяком и с установленным в корпусе дополнительным червяком, причем оиоры втирающего вальца щарнирно связаны с опорами нанос51Щего вальца и с винтами винтовой передачи механизма настройки втирающего вальца.
Источники информации, иринятые во внимание при экспертизе 1. Авторское свидетельство СССР № 350679, кл. В 05С 1/08, 1970 (прототип).
tpuz.l
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нанесения вязких составов | 1982 |
|
SU1085642A1 |
| Устройство для регулировки закрытой высоты кривошипного пресса | 1983 |
|
SU1127782A1 |
| Зубообрабатывающий станок | 1979 |
|
SU884896A1 |
| Токарный многооперационный станок | 1985 |
|
SU1321526A1 |
| Токарный многооперационный станок | 1988 |
|
SU1645059A2 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Устройство для поворота и фиксации бабки изделия | 1982 |
|
SU1047669A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| ТОКАРНЫЙ СТАНОК G РАВНОУСКОРЕННОЙ ПОДАЧЕЙ | 1970 |
|
SU261094A1 |
| Станок для шлифования и полирования оптических деталей с асферическими поверхностями | 1981 |
|
SU956249A2 |