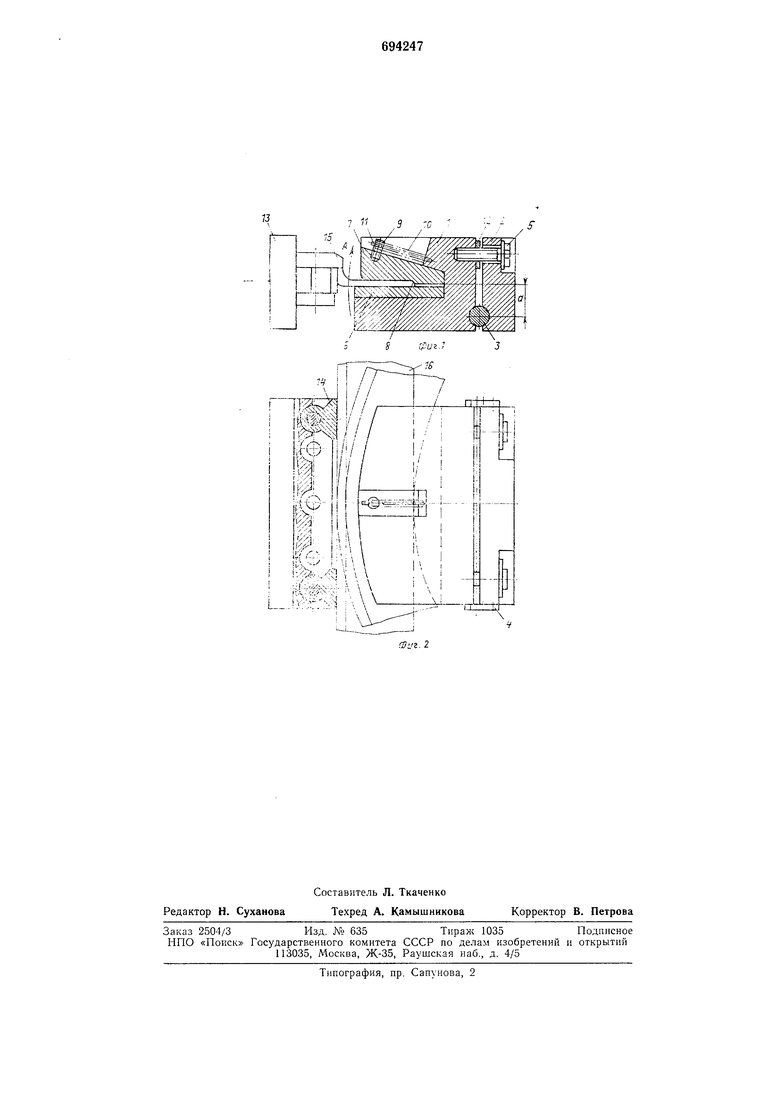
тора 9, пружины 10 и направляющей 11. В зазоре между основанием и корпусом на болтах 5 размещены упоры-прокладки 12.
Матрица 13 штампа снабжена поворотными опорами 14 и упором 15 для верхней кромки бульбовой части профиля.
Штамп работает следующим образом.
Профиль 16 устанавливают между пуансоном 7 и плитой 6 до уступа 8 и перемещают основание 2 с корпусом 1 в надравлении матрицы 13. При упоре профиля 16 в матрицу 13 пуансон 7, на уступ 8 которого давит матрица 13 через профиль 16, перемещается в крайнее правое положение, в результате чего между его горизонтальной плоскостью и нлитой 6 устанавливается заданный зазор, обеспечивающий деформацию стенки профиля без образования гофров. После чего осуществляется гибка.
Поскольку ось 3 корпуса 1 смещена относительно нлоскостн изгиба профиля 16 на величину а, то при гибке непосредственно от усилия из1иба создается крутящий момент, стремящийся иовернуть корпус в иаиравлении стрелки А.
Вместе с корпусом 1 приобретает тенденцию повернуться в направлении стрелки А и профиль, однако его бульбовая часть упирается верхним краем в упор 15 матрицы 13 и препятствует повороту. В результате этого профиль подвергается дополнительной деформации, упреждающей выход его сечения из плоскости изгиба и предотвращающей искажение его сечения.
Степень дополнительной упреждающей деформации зависит от величины угла, на который поворачивается корпус пуаисона в ироцессе гибки, а необходимый угол новорота может быть определен опытным нутем
и задан посредством регулировки зазора между упорами-прокладками 12 и основанием 2 с номощью подбора упоров-ноокладок 12.
При использовании данного щтампа исключаются операции правки деталей после гибки и значительно упрощается технологический процесс изготовления гнутых деталей.
Ф о р м у л а и 3 о б з е т е н и я
Штамп д,:1я 1иГ)кп несимметричных профилей, содержанхий матрицу и пуансон, устанозлеиный с возможпост1ло ограпиченного 1;еремещення в клииовом и азу закрепленного на осповапии корпуса, о т л и ч а ющ н ii с я тем, что, с целью иовыщения качества изогнутых профилей путем предотвращения искажения их ссчеиия, он снабжен осью с выступающими концами, неподвижио укрепленной на корпусе и размещенной иижс плоскости изгиба и иараллельио ей в выг.олиеином на основании продольном пазу, и серьгами, неподвижно закреи.ченными на противоположных торцах (Основания и cBo6ozuH) надетыми на выстунаюихие ко1щы оси, а также болтами, неподвижно установленными на корнусе и разменгенными выгис плоскости изгиба с зазором в выполненных сквозных пазах основания, а матргща снабжена упором для верхней кромки бульбовой части профиля. Источники информации,
нрннятые во внимание при эксиертизе
1.Моиии Е. П. Гибка, обтяжка и правка иа прессах. М., Маипиз, 1959, с. 210-212, фиг. 140.
2.Авторское свидетельство СССР ДГо 367931, кл. В 21D 7/06, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гибки несимметричных профилей | 1987 |
|
SU1456264A2 |
| Штамп для гибки профильных заготовок | 1988 |
|
SU1574315A1 |
| Штамп для гибки профилей типа тавровых балок | 1986 |
|
SU1368065A1 |
| Штамп для гибки симметричного профильного проката | 1987 |
|
SU1503930A1 |
| Штамп для гибки профилей | 1977 |
|
SU740342A1 |
| Способ и устройство для гибки тонколистового металла | 2017 |
|
RU2638465C1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Способ формообразования листовых заготовок двоякой кривизны | 1988 |
|
SU1574316A1 |
| ШТАМП-ПРИБОР ДЛЯ ИСПЫТАНИЯ ЛИСТОВОГО МАТЕРИАЛА НА ПРУЖИНЕНИЕ И ПРЕДЕЛЬНЫЕ ПАРАМЕТРЫ ПРИ ДВУХУГЛОВОЙ ГИБКЕ С ПРИЖИМОМ КРАЕМ ОБРАЗЦА (ВАРИАНТЫ) | 2007 |
|
RU2399036C2 |
| Способ изготовления деталей с криволинейным бортом из листовой заготовки и устройство для его осуществления | 1988 |
|
SU1567305A1 |