чивается высокое качество торца отрезанного изделия.
Локальный нагрев заготовки за счет трения, создаваемого вращающимся пуансоном, также способствует повышению качества торца изделия в месте реза. Кроме того, ири вращении пуансона со скоростью 500-3000 об/мин и перемещепип его з осевом направлении заготовка нагревается, повыщается пластичность металла, тем самым увеличивается степень раздачи трубы вплоть до выворота трубы.
При быстром вращении снижается контактное трение между заготовкой и нуансоном, вследствие этого снижается осевое усилие при раздаче и повыщается устойчивость деформируемого конца трубы. Следовательно, данным способом можно фор.човать и отрезать заготовки большой длины.
Пример. Изготавливают муфту для соединения рукавов высокого давления из ст. 20. Муфта имеет размеры; наружный диаметр 35 м.м, толщина стенки 2 мм, высота 60 мм, диаметр вырубленного доиышка 27 мм.
По предлагаемому способу муфту изготавливают из трубы диаметром 26 мм за один переход при скорости вращения пуансона 500-3000 об/мин. Коэффициент использования металла составляет 0,96.
Использование предлагаемого способа
получения полых изделии ооеспечивает следующие преимущества: обеспечивается коэффициент использования .металла до 0,96; достигается высокая производительность; улучшается качество изделий; расщиряется иомеиклатура изделий.
Ф о р .м у л а изобретения
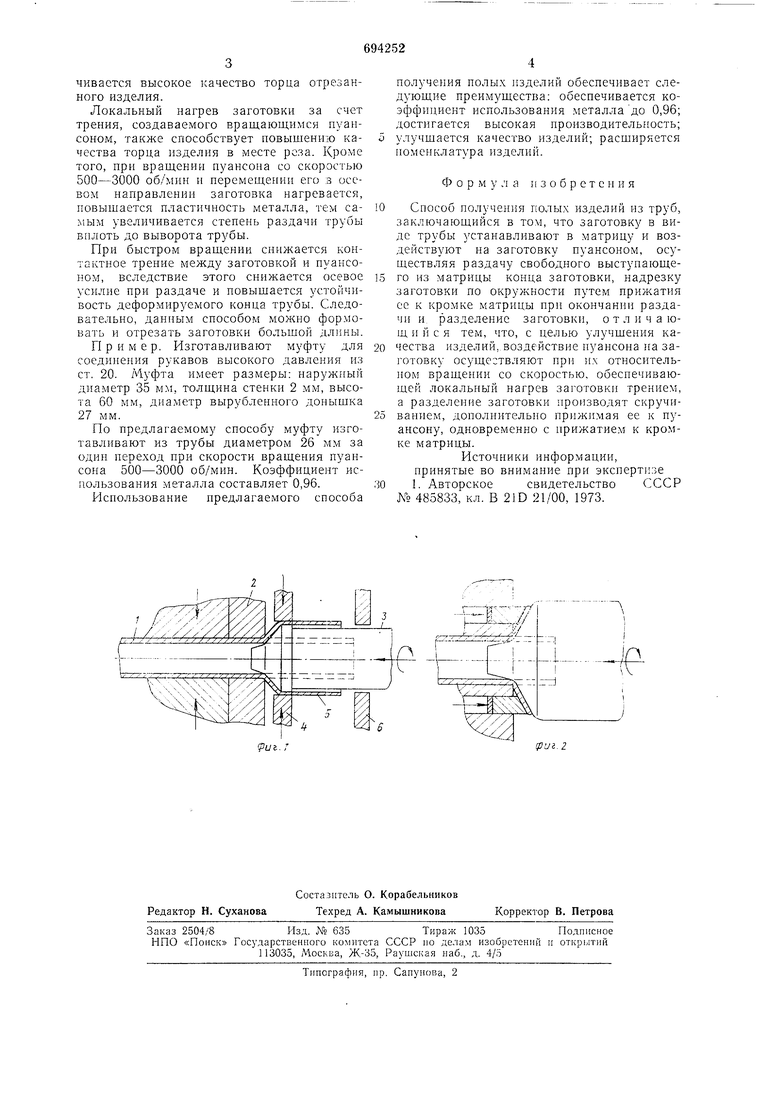
Способ получения полых изделий из труб, заключающийся в том, что заготовку в виде трубы устанавливают в матрицу и воздействуют на заготовку пуансоном, осуществляя раздачу свободного выстунающего из матрицы конца заготовки, надрезку заготовки по окружности путем прижатия ее к кромке матрицы при окончании раздачи и разделение заготовкн, отличающ н и с я тем, что, с целью улучщения качества изделий, воздействие нуансона на заготовку осуществляют при их относительном вращении со скоростью, обеспечивающей локальный нагрев заготовки трением, а разделение заготовки производят скручиванием, дополнительно прижимая ее к пуансону, одновременно с прижатием к кромке матрицы.
Источники информации, иринятые во внимание при экспертизе 1. Авторское свидетельство СССР Л 485833, кл. В 21D 21/00, 1973.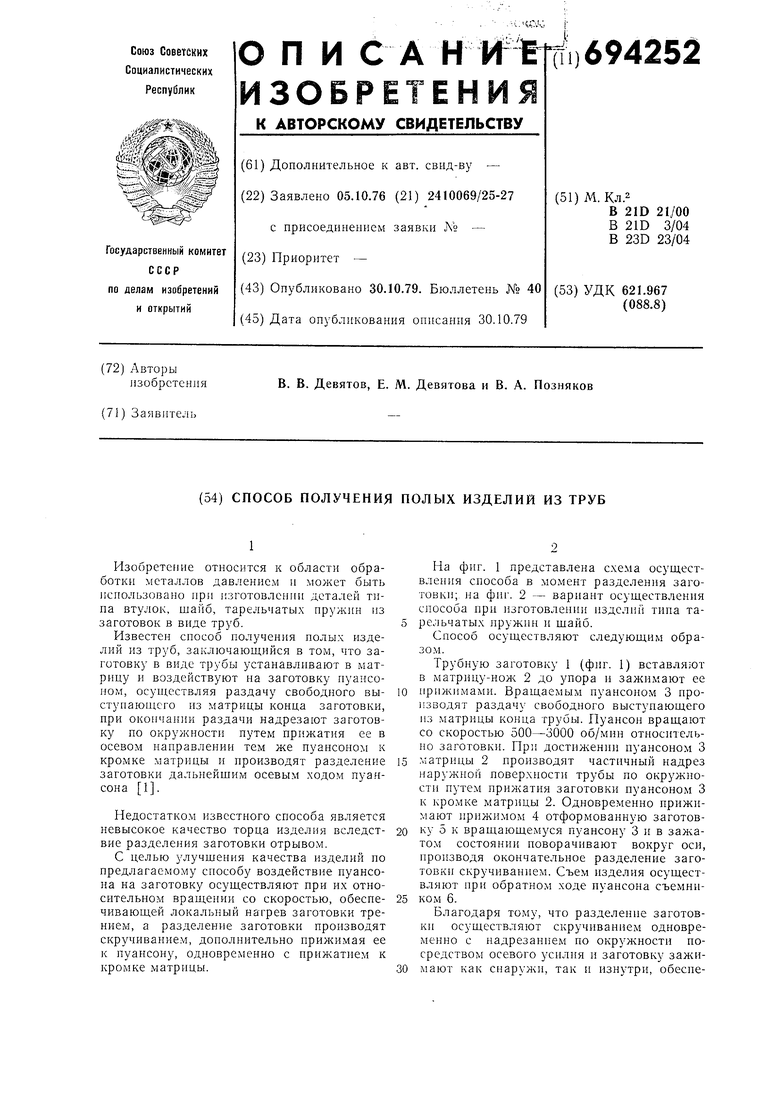
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прессования изделий | 1976 |
|
SU856607A1 |
| Способ изготовления изделий типаСТЕРжНя C уТОлщЕНиЕМ | 1978 |
|
SU829291A1 |
| Способ прессования профилей | 1978 |
|
SU806194A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
| Способ изготовления кольцевых поковок | 1985 |
|
SU1274835A2 |
| Способ получения изделий типа стаканов | 1982 |
|
SU1077691A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2015 |
|
RU2596511C1 |
| Способ изготовления металлических полых ступенчатых изделий из трубных заготовок | 1986 |
|
SU1375391A1 |
| Способ обработки материалов | 1978 |
|
SU729000A1 |
