to
4
00
со
СП
Изобретение относится к области обработки металлов давлением, а именно к способам изготовления кольцеЕ5ых поковок, и является усовершенствованием способа по авт. св. № 893370.
Цель изобретения - повышение качества получаемых изделий, расширение их номенклатуры и экономия металла.
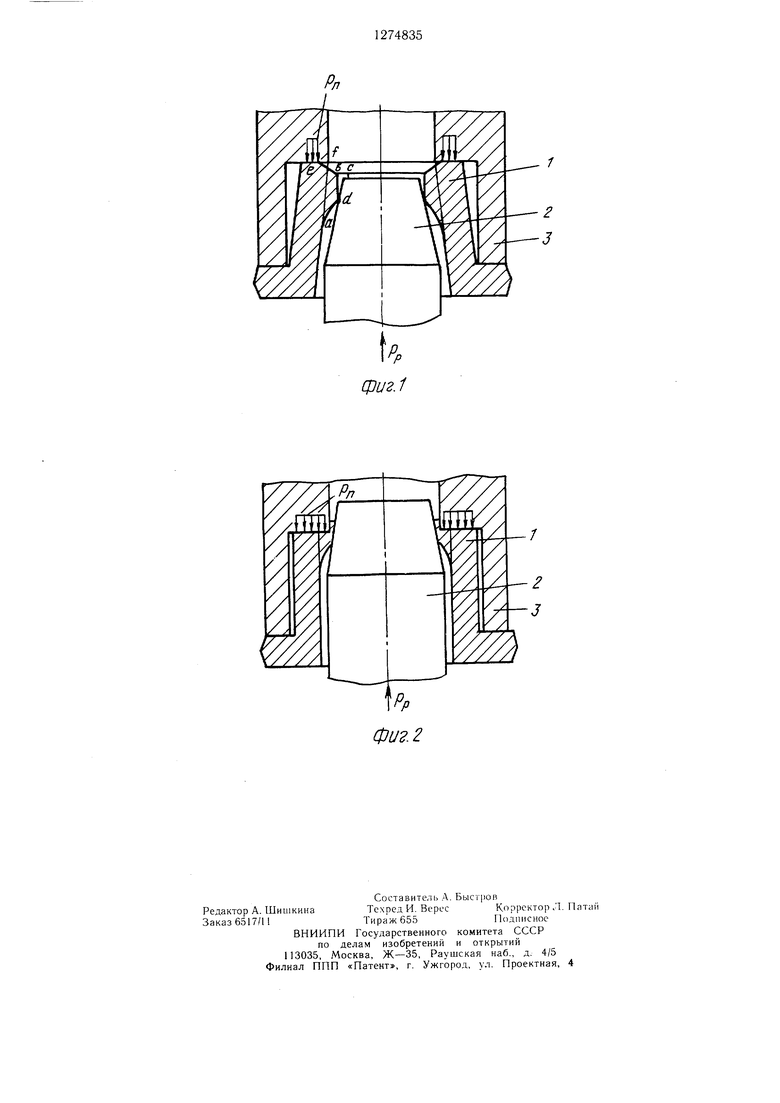
На фиг. 1 показана схема осушествления способа в начальный момент калибровки путем раздачи с приложением противодействуюш.их осевых усилий; на фиг. 2 - схема осуш.ествления способа в конечный момент калибровки путем раздачи с подрезкой напуска. Отштампованная кольцевая заготовка 1 содержит фланец, ступицу и технологический напуск aBcd на внутренней стенке, представляющий собой остаток от прошиваемой перемычки. Пуансон 2 имеет рабочий конус для раздачи.
Способ осуществляют следующим образом.
Заготовку 1 устанавливают на пуансон 2. При ходе вниз ползуна пресса пуансонматрица 3 соприкасается с заготовкой 1 и одновременно воздействует на фланец и торец ступицы, осуществляя приложение к торцу ступицы осевых усилий Рд, противодействующих усилию раздачи Рр . При дальнеЙ1нем движении вниз пуансон-матрица 3 перемещает заготовку I относительно пуансона 2, рабочий конус которого воздействует на технологический напуск, перемещая его в радиальном и осевом направлениях. Радиальное перемещение напуска обеспечивает раздачу ступицы заготовки 1, а осевое - заполнение заведомо утоненной зоны aBcd металлом технологического напуска. Полученная таким образом поковка имеет меньщий остаток от перемычки, что позволяет донолнительно экономить металл.
Напуск, перемещаясь в осевом направлении, прилегает к нуансон-матрице 3 (фиг. 2). Дальнейшему смещению напуска препятствует пуансон-матрица, передающая на торец ступицы и технологический напуск осевое усилие, противодействующее усилию раздачи. В результате происходит преимущественно раздача и наружная поверхность ступицы преобретает требуемый диаметр. Часть металла технологического напуска за счет сил трения но рабочему конусу нуансона 2 утягивается вверх. Происходит разделение потока режущей кромкой пуансон-матрицы и затем отделение (пОлТрезка) утянутого металла.
Таким образом, за счет приложения противодействующих осевых усилий и последующего отделения избытка металла наружный диаметр и высота ступицы имеют точные размеры при значительной экономии
металла вследствие уменьшенных технологических напусков. Исследование, выполненное на стальных образцах в горячем состоянии в Н1ироком диапазоне относительно размеров ступицы (отношение толщины стенки ступицы к ее наружному диаметру принимают 0,, а отношение высоты ступицы к наружному диаметру 0,,80), показало, что предлагаемый способ в сравнении с известным обеспечивает меньшие в 1,5-2,5 раза искривление стенки и изгиб фланца. Причем в 10 раз уменьшается относительное изменение высоты ступицы и в 2 раза расширяется диапазон получаемых поковок.
Пример. Исходную заготовку из стали длиной 112 мм и диаметром 50 мм отрезают на пресс-ножницах. После нагрева до конечной температуры 1250°С и осадки до высоты 60 мм на плоских бойках штампуют на кривошипном -горячештамповочном
0 прессе усилием 25000 кН заготовку с фланцем диаметром 115 мм и толнхиной 10 мм и ступицей высотой 42 мм, толщиной стенки 15 мм и наружным диаметром 90 мм. Угол конусности стенки ступицы составляет 7°. Носле щтамповки заготовку пере5дают на обрезной пресс усилием 2500 кН, где в комбинированном н тампе осуществляют обрезку заусенца, прошивку перемычки, раздачу с дополнительным осевым усилием и подрезку технологического напуска по периметру отверстия. В результате
0 получают поковки без напусков па штамповочные уклоны но ступице с точными размерами по высоте и диаметрам.
Наибольшая кривизна стенки стуницы 5 не превышает 0,5 мм, искривление фланца 0,4 мм. Колебание высоты ступицы поковок после раздачи соответствует колебанию высоты ступицы гнтампованных заготовок, т.е. высота ступицы при раздаче практически не изменяется. Экономия металла сос0тавляет 0,35 кг на поковку при собственной ее массе 1,5 кг.
Формула изобретения
5Способ изготовления кольцевых поковок, по авт. св. № 893370, отличающийся тем, что с целью повышения качества получаемых изделий, расширения их номенклатуры и экономии .металла, при калибровке осуществляют дополнительное силовое воз0 действие на деформируемый торец заготовки усилием, направленным противоположно усилию калибровки с одновременной подрезкой технологического напуска по периметру отверстия в указанном торце заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ПОКОВОК БЕЗ ШТАМПОВОЧНЫХ УКЛОНОВ | 1998 |
|
RU2159690C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ФЛАНЦЕВ ВОРОТНИКОВЫХ | 2007 |
|
RU2352431C2 |
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Способ изготовления поковок | 1979 |
|
SU804158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ФЛАНЦЕВЫХ ПОКОВОК | 2002 |
|
RU2217262C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ С ВЫСОКОЙ СТУПИЧНОЙ ЧАСТЬЮ, ИМЕЮЩЕЙ ГЛУБОКУЮ ПОЛОСТЬ, ГОРЯЧЕЙ ШТАМПОВКОЙ | 2007 |
|
RU2344897C2 |
| Способ изготовления кольцевых поковок | 1987 |
|
SU1433611A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА КРЫШЕК ИЛИ ДНИЩ | 2013 |
|
RU2567416C2 |
| Способ изготовления поковок типа фланцев со ступицей | 1985 |
|
SU1248712A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ПОКОВОК С БОКОВЫМ ОТРОСТКОМ | 2007 |
|
RU2344898C2 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления кольцевых поковок, и является усовершенствованием изобретения по авт. св. № 893370. Целью изобретения является повышение качества полученных изделий, расширение их номенклатуры и экономия металла. Способ осуш,ествляют с приложением дополнительного усилия к деформируемому торцу заготовки в направлении, противоположном направлению усилия калибровки. Одновременно производят подрезку технологического напуска, т.е. пережим металла заготовки между режущей кромкой пуансон-матрицы и пуансоном. 2 ил.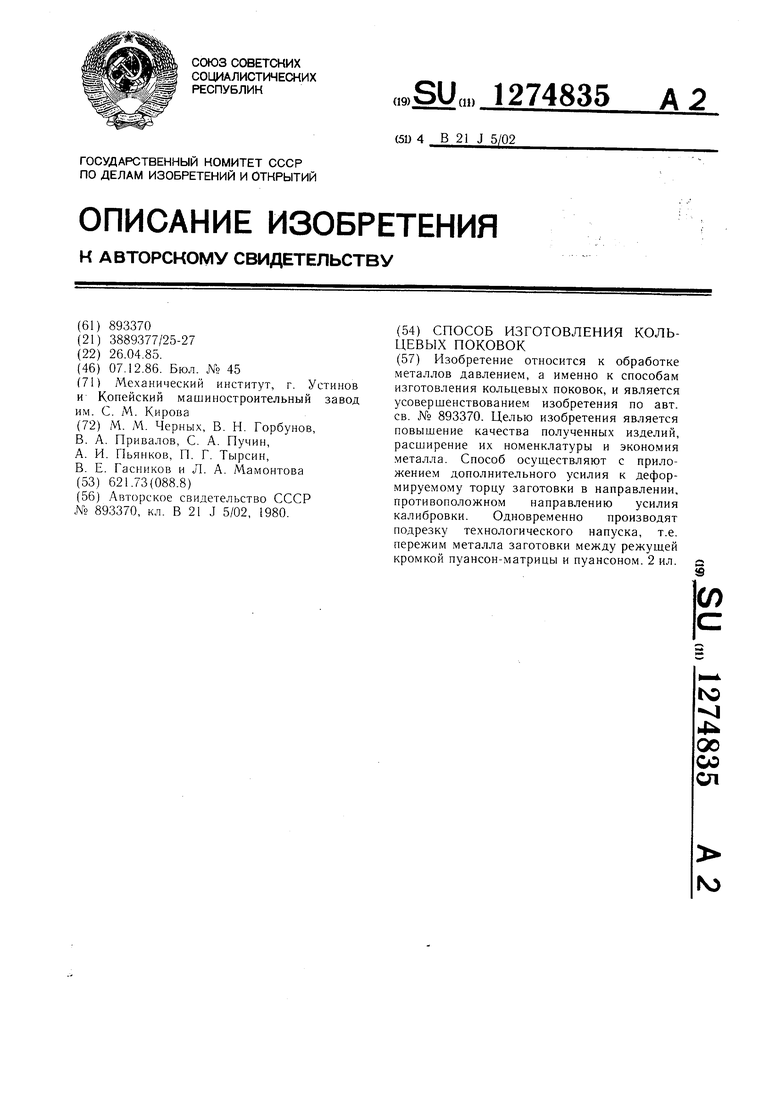
| Способ изготовления кольцевых поковок | 1980 |
|
SU893370A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
