Изобретение относится к технологической оснастке для обработки полых деталей типа колпачков и может быть использовано в электротехнпческой, радиотехнической, приборостроительной и других отраслях промышленности, преимущественно в мелкосерийном и серийном производстве.
Известны штампы для пробивки отверстий в стенках полых деталей, позволяющие получать отверстия различной конфигурации и с различным расположением.
Известный штамп содержит установленные в его неподвижной части матрицедержатель, на который устанавливают сменные матрицы, и ползущку, на которой закрепляют пуансон. Ползушка перемещается под действие.м клина, смонтированного в подвижной части штампа. Штамп снабжен узлом фиксации деталей и узлом регулировки иоложения деталей. Матрица штамиа расположена с наружной стороны обрабатываемой детали, а пуансон - с внутренней 1.
Известный штамп не может быть использоваи для получения радиальных выступов на внутренней поверхности детали, а также для получения отверстий в стенках деталей с небольшими размерами полостей типа колпачков.
Известеи шта.мп для получения радиальных выстуиов на виутренней поверхности полой детали типа колпачка, содержащий установленные на неподвижной части штампа оправку-матрицу с рабочими окиами и кольцевой каиавкой на боковой поверхности, радиально подвижные ползушки, несущие пуансоны, и тягу, связанную с оправкой-матрицей, снабженную пружиной и поворачиваемую под действием подвпжной части штампа. На подвижной части штампа закреплены клинья, сообщающие перемещение ползушкам, несущим иуансоны 2.
PisBecTHbul штамп ие обеспечивает возможности одновременно с образованием выступов нробивкн отверстий в стенке детали.
Оиисываемый штамп обеспечивает возможность одновременной пробивки радиальных отверстий в стенках полых деталей типа колпачков и образования радиальиых выстуиов на их внутренней иоверхности.
Достигается это тем, что оправка-матрица описывае.мого штампа выполнена составной из неподвнжно закреплепного полого корпуса, помещенного в полости барабаиа, и радиальио подвил:кых вставок, которые расположены в радиальных поперечных пазах, имеющихся в корпусе и барабане, кольцевая канавка выполнена на концах вставок, выходящих на наружную поверхность оправки-матрицы, тяга одним концом жестко связана с барабаном, а другим подиружинена к одному из клнньев.
Оправка-матрица штампа может быть снабжена съемной крышкой с радиальными пазами и установленными в этих назах с возможностью регулировки съсмиь.ми вкладышами.
Такое выно.тпение дматрпцы обсснечивает возможность нолучения выступов и отверстий на деталях различных т ию эазмеров, а также выступов раз 1нчной фоэл:ы н размеров.
Оправка-матрица может быть также снабжена регулируемым унором, выиолпеипым в виде винта, установленного в барабане но его оси и имеющего коническую головку, раеширяюш,уюся в направление крышки и взаимодействуюш;ую с каждой из вставок.
Такое выполнение матрицы обеспечивает повышение качества иолучаемых деталей нутем жесткой фиксации положения вставок.
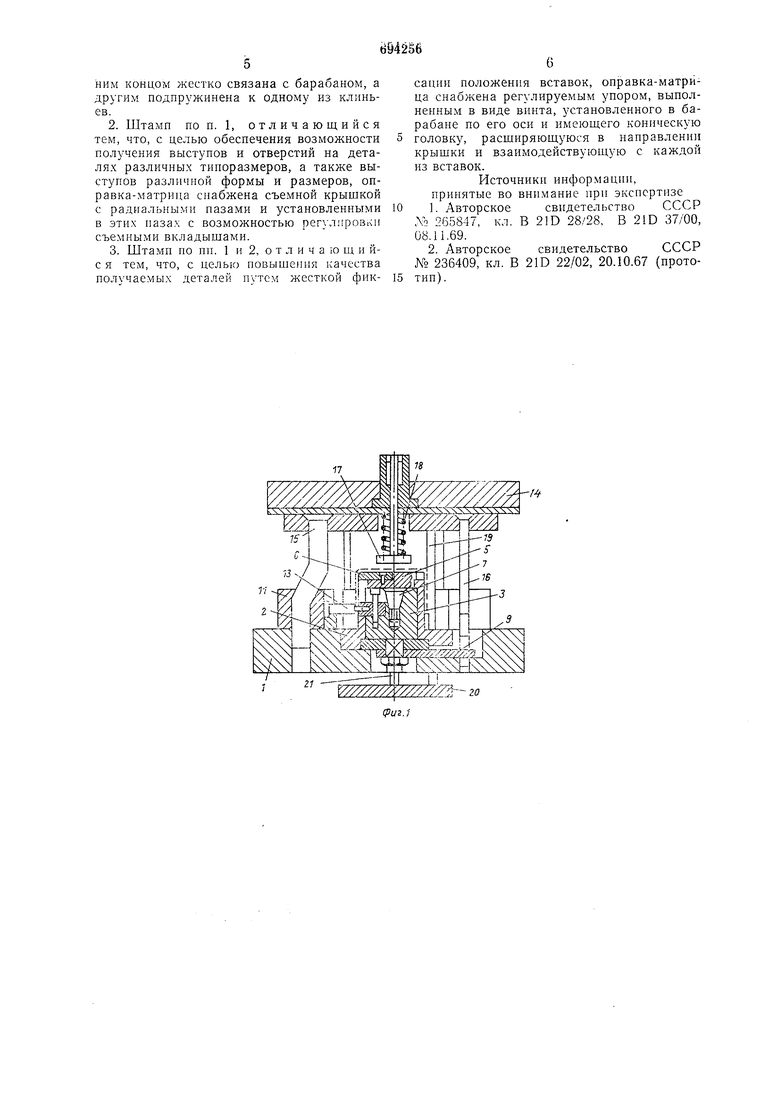
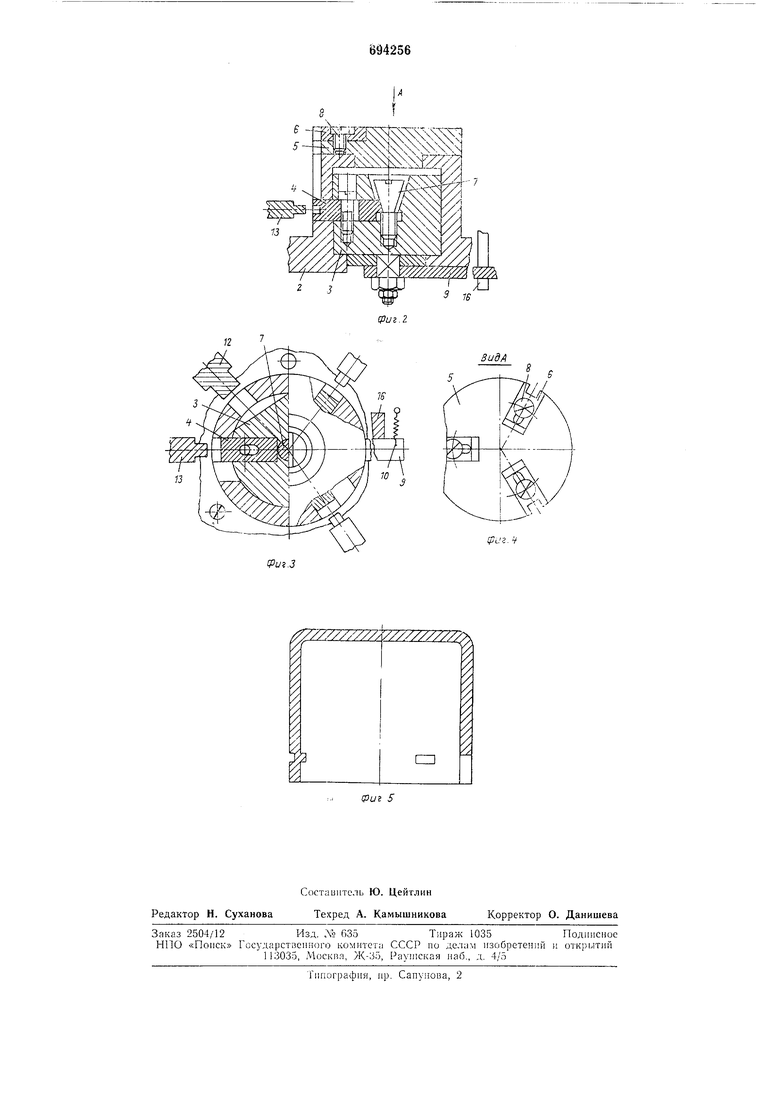
На фиг. 1 показан штамп в нродольпом разрезе; на фиг. 2 -- онравка-матрица и пуансов в продолном разрезе; на фиг. 3 - то же в поперечном разрезе (без крышки); па фиг. 4 - вид по стрелке А на фиг. 2; на фиг. о - обрабатываемая деталь.
Штамп содержит оправку-матрицу, жестко закрепленную на нижней плпте 1. Оиравка-матрнца состоит из корпуса 2, барабана 3, установлеиного в полости корпуса по его оси, съемных ветавок 4, расположенных в радиальных поперечпых пазах, выполпенных в корпусе 2 и барабане 3, съем1юй крышки 5 с радиальными пазами, в которых размеш,ены съемные вкладышп 6, и регулируемого упора 7. Съемные вставки 4 установлены в пазах с возможностью регулировки, которую осуществляют ири помощи упора, имеющего резьбовой конец, ввертываемый в осевое отверстие, имеющееся в барабане, н коиическую головку, взаимодействующую со вставками. На коице каждой вставки 4, обращенном к боковой иоверхпостн оправки-матрпцы, выполнена кольцевая канавка. Съемные вкладыши 6 установлены в крышке 5 также с возможностью регулировки н она осуществляется при помощи винтов 8, проходящих через пазы, имеющиеся во вкладыщах. На нижнем конце барабана 3 жеетко закреплена тяга 9, снабженная иружиной 10.
На нижней плите 1 уетановлены также нолзушки И, несущие иуансоны 12 для пробивки отверстий п пуансоны 13 для получепня радиальных выступов.
На верхней плите 14 штампа закреплены клинья 15, клин 16, прижил 17, снабженньп пружиной 18, и тяги 19, связанные со съемником 20 с выталкивателями 21.
Штамп работает еледующим образом.
При движении верхней части штамиа
прижи.м 17 ИОД/КИМаст деталь к крышке о оправки-.матрицы. РСши 16 }Иирается в тягу 9 п поворачивает се по часовой стрелке, а вл1есте с ней поворачивает иарабан 3 п съемиые вставки 4. Вставки устапавлпваются напротив пуансонов 13 п фиксируются клпиом 16. Клинья 15 nepc.;eni,aют ползуп1ки И с иуаисонами 12 и 1о, иуаисоиы 13 ВХОДИТ в рад1-1альные ..ii iia
Kojiuax вс1авок 4 п образуют радиалиШ ю Быс;упы на внутренлей поверхности обрабатывае.мой де1алп, а пуансон 12 пробивает oiBcpcTiie в детали и входит в рабочее окно онравки-матрнцы.
При движении верхней части штамиа вверх клппья 15 перемещают ползушки И с пуансонами i2 и 13 в исходное положепие, а клпн 16 освобождает конец тяги 9. Нружнна 10 поворачивает конец тяги 9
нротив часовой стрелки, а тяга в свою очередь поворачивает барабан 3 н съемные вставки 4.
Нрн этом радпальлые выступы, полученные па обрабать вае лой детали, выход.чт из
радиальных канавок и устанавливаются под радиал1 нымп 11родол1Л1ымп пазами оправки-матрнпы. Далее ьрижи.м 17 освобождает деталь, а съемник 20 ноднимается тягами 19 и носредством выталкивател.,;;; 21
снимает готовую деталь.
При изменении тииоразмеров обрабатываемых деталей регулируется ноложение вставок 4 п вкладышей 6. Нри иеобхол1 мостн пуансоны п съемные вставки заменяют.
Между ползушками И и пуа1-1сонами 13 могут быть установлены сменные прокладки.
Фор м у л а и 3 о б р е т е п и я
. Штамн получення радиальных выступов Jia впутрепней поверхноетп нолой детали типа колпач са, содержащий устаповленные па неподвил ной части шта.мна
оправку-матрицу с рабочими окнами и кольцевой канавкой на боковой поверхности, радиально нодвпжные нолзунц и, ijecyитие пуансоны, и тягу, связа1Н1ую с онрав1-:ой-.матрнцей, снабженную нружиной п поворачиваемую под действие.м иодвижной части штампа, оснан,еииой клииьями, о тл п ч а ю щ и и е я тем, что, с целью обеспечения возможности одновременной е образованием выстуиов пробивки отверстий в
стенке детали, онравка-матрица вынолиена составной нз неподвижно закрепленного корпуса с полостью, расноложенпо.й по его осп, и радиальныл-ш нродольными и понеречными пазами, полгещенного в этой поjiocTH и имсюндего радиальные поперечные пазы барабана, а также ра;и1алыю 1юдвнжных вставок, размендениых в нонеречных назах, кольцевая канавка выполпепа ла копцах вставок, выходящих па )аружную поверхность оправки-матрицы, тяга одним концом жестко связана с барабаном, а другим подпружинена к одному из клиньев.
2.Штамп по п. 1, отличающийся тем, что, с целью обеспечения возможности получения выступов и отверстий на деталях различных типоразмеров, а также выступов различной формы и размеров, оправка-матрица снабжена съемной крышкой с радиальными пазами и установленными в этих пазах с возможностью регулировки съемными вкладышами.
3.Штамп по пп. 1 и 2, о т л и ч а ю ш, и йс я тем, что, с целью повышения качества получаемых деталей путем жесткой фиксации положения вставок, оправка-матрица снабжена регулируемым упором, выполненным в виде винта, установленного в барабане по его оси и имеюп его коническую головку, расширяющуюся в направлении крышки и взаимодействуюшую с каждой из вставок.
Источники информации, принятые во внимание прп экспертизе
1.Авторское свидетельство СССР Л 265847, к-л. В 21D 28/28, В 2ID 37/00, 08.11.69.
2.Авторское свидетельство СССР N° 236409, кл. В 21D 22/02, 20.10.67 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Штамп для пробивки отверстий в полых деталях | 1982 |
|
SU1021500A1 |
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Штамп для обработки полых заготовок | 1983 |
|
SU1119754A2 |
| Штамп для пробивки отверстий вСТЕНКАХ пОлыХ дЕТАлЕй | 1979 |
|
SU841724A1 |
| Штамп для пробивки отверстий в полом изделии | 1976 |
|
SU596333A1 |
| Устройство для пробивки отверстий в боковой поверхности полой детали | 1978 |
|
SU694257A1 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| Штамп для пробивки в полых деталях отверстий | 1986 |
|
SU1388149A1 |
| Штамп для пробивки отверстий | 1985 |
|
SU1319975A1 |
2
20
-/4
52 J
9 IS
ВидА
ipUi.
