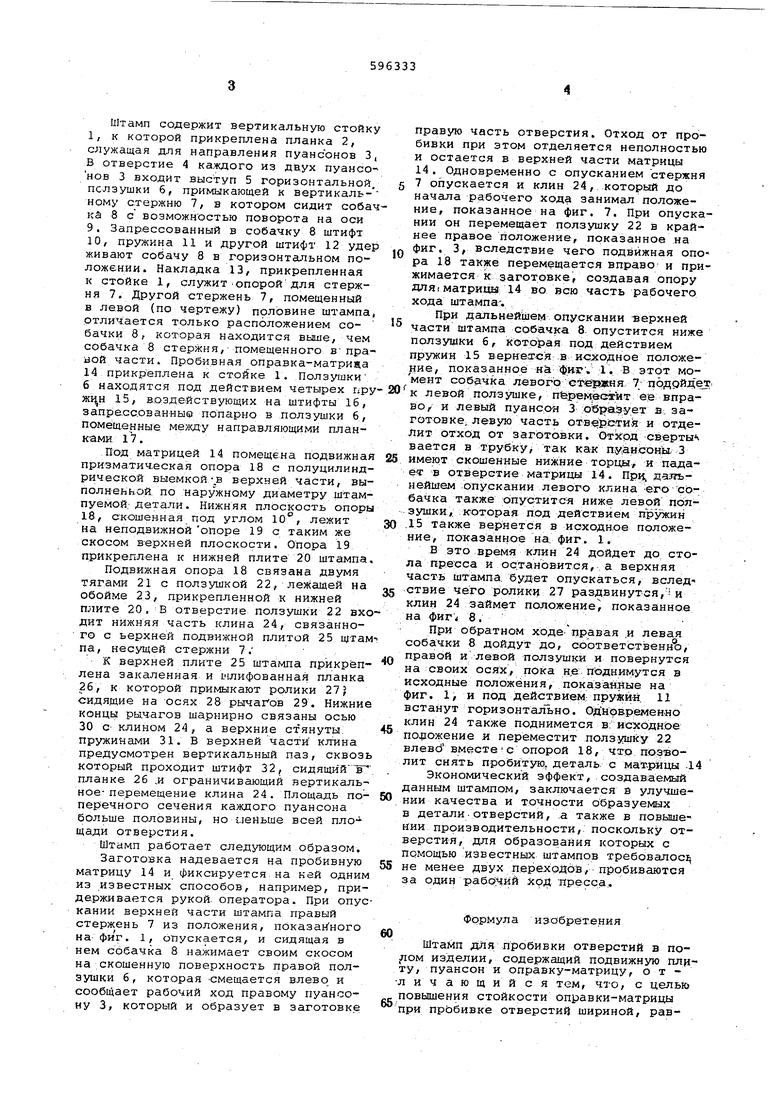
Штамп содержит вертикальную стойку 1, к которой прикреплена планка 2, служащая для направления пуансонов 3, В отверстие 4 ка.ждого из даух пуансонов 3 входит выступ 5 горизонтальной, пслзушки 6, примыкающей к вертикаль- ному стержню 7, в котором сидит собачка 8 с возможностью поворота на оси
9.Запрессованный в собачку 8 штифт
10,пружина 11 и другой штифт 12 удер живают собачу 8 в горизонтальном положении. Накладка 13, прикрепленная
к стойке 1, служит.опоройдля стержня 7. Другой стержень 7, помещенный в левой (по чертежу) половине штампа, отличается только расположением собачки 8, которал находится выше, чем собачка 8 стержня,- помещенного впраБОй части. Пробивная оправка-матрижа 14 прикреплена к стойке 1. Ползушки б находятся под действием четырех пруЖ1 н 15, воздействующих на штифты 16, запрессованные попарно в ползушки 6, помещенные, между направляющими планками 17.
.Под матрицей 14 помещена подвижная призматическая опора 18 с полуцилиндрической выемкой-.в верхней части, выполненной, по наружному диаметру штампуемой; детали. Нижняя плоскость опоры 18, скошенная под углом Ю, лежит на неподвижнойопоре 19 с таким же скосом в-ерхней плоскости. Опора 19, прикреплена к нижней плите 20 штампа.
Подвижная опора 18 связана двумя тягами 21 с ползушкой 22, лезесащей на обойме 23, прикрепленной к нижней плите 20, В о,тверстие ползушки 22 входит нижняя часть клина 24, связанного с ьерхней подвижной плитой 25 штампа, несущей стержни 7.
К верхней плите 25 штампа прикреплена закаленная и 1шифованная планка 26, к которой примыкают ролики 27J сидящие на осях 28 рычагов 29. Нижние концы рычагов шарнирно связаны осью 30 с- клином 24, а верхние стянуты: пружинами 31. В верхней части клина предусмотрен вертикальный паз, сквозь который проходит штифт 32, сидящий планке 26 ,и ограничивающий вертикальное- перемещение клина 24. Площадь поперечного сечения каждого пуансона больше половины, но гленьше всей площади отверстия.
Штамп работает следующим образом. Заготовка надевается на пробивную матрицу 14 и фиксируется на ней одним из известных способов, например, придерживается рукой, оператора. При опускании верхней части штампа правый стержень 7 из положения, показанного на-фиг. 1, опускается, и сидящая в нем собачка 8 нажимает своим скосом на скошенную поверхность правой полэушки 6, которая .смещается влево и сообщает рабочий ход правому пуансону 3, который и образует в заготовке
правую часть отверстия. Отход от пробивки при этом отделяется неполностью и остается в верхней части матрицы 14. Одновременно с опусканием стержня 7 опускается и клин 24, который до начала рабочего хода занимал положение, показанное на фиг. 7. При опускании он перемещает ползушку 22 в крайнее правое положение, показанное на фиг, 3, вследствие чего подвижная опора 18 перемещается вправо и прижимается к заготовке, создавая опору дляг матрицы 14 во всю часть рабочего хода штампа .
При дальнейшем опускании верхней
части штампа собачка 8. опустится ниже ползушки 6, котррая под:действием пружин 15 вернется в исходное положение, показанное на фиг . 1. В этот момент со&дчка л€ вога сзпержня. 7; поддйдет.
к левой ползушке, nfepewjecJrUT ее вправо/ и левый пуансон 3 :оЬраЭует в. заготовке, левую часть отв р1стия и отделит отход от заготовки. свертыч вается в трубку так как п.у;ансоны 3
имеют скошенные нижние торцы, и падаe f в отверстие матрицы 14. Пр1 дальнейшем опускании левого клина вго to-; бачка также опустится ниже левой пЬлзушки, которая под действием пружин
.15 также вернется в исходное положение, показанное на; фиг. 1.
В это время клин 24 дойдет до стола пресса и остановится, а верхняя часть штампа, будет опускаться, вслед-
ствие чего РОЛИК 27 раздвинутся, и клин 24 займет полржение показанное на фиг 8.
При обратном ходе.правая ,и левая собачки 8 дойдут до, сРответственнЪ,
правой и Лёвой ползушки и повернутся на своих осях, пока не поднимутся в исходные положения, показанные на фиг. 1, и под действием: пруйсйй. 11 встанут горизрнтально, Одн:рвремен«о клин 24 также поднимется В;исходное
положение и переместит полздаку 22 влевс) вместе с опорой 18, что позволит снять пробитую, деталь с матрицы .14
Экономический эффект, создаваемый данным штампом/ заключается и улучшеНИИ качества и точности образуемых в детали.отверстий, .а также в повышеНИИ прризводительности, поскольку отверстия, для образования которых с Помощью известных штампов требовалос1(
не менее двух перехоДОй,. пробиваются за один рабочий ход Пресса,.
Формула изобретения
Штамп для пробивки отверстий в изделии, содержащий подвижную плиту, пуансон и оправку-матрицу, от -л и ч а ю щ и и с я тем, что, с целью повышения стойкости оправки-матрицы
при пробивке отверстий шириной, равной преимушественно 0,7-0,75 диаметра изделия, он снабжен дополнительным пуансоном, установленным под - углом к пуансону и симметрично относительно него, а каждый из них установлен под углом к оси пробиваемого отверстия, имеет площадь поперечног сечения, большую половины, но меньшую всей площади отверстия, и связан с подвижной плитой при помощи индивидуального механизма перемещения, выполненного, например, в виде стержня, закрепленного на подвижной плите и несущего собачку, а также подпружиненной ползушки, подвижной под действием собачки в направлении, перпендикулярном направлению перемещения, плиты, и имеющей выступ, наклоненный к плоскости перемещения ползушки, а в каждом пуансоне выполнен паз для размещения выступа цолзушки, при этом собачки механизмов перемещения пуансонов расположены на разных расстояниях от подвижной плиты штампа, а расстояние между их рабочими поверхностями в направлении оси штампа равно по меньшей мере уд военному ходу ползушки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство №264325 кл. В 21 D 28/28, 1968.

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в стенках полых изделий | 1982 |
|
SU1276398A1 |
| Комбинированный штамп для изготовления деталей г.б.мархасина | 1976 |
|
SU633645A1 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для изготовления деталей типа кабельных наконечников из трубчатых заготовок | 1976 |
|
SU689764A1 |
| Штамп для обработки полых изделий | 1990 |
|
SU1809791A3 |
| ШТАМП ДЛЯ ОДНОВРЕМЕННОЙ ПРОБИВКИ ОТВЕРСТИЙ В СТЕНКАХ НЕСКОЛЬКИХ ПОЛЫХ ДЕТАЛЕЙ | 1986 |
|
SU1840347A1 |
| Устройство для подачи штучных заготовок в рабочую зону штампа | 1980 |
|
SU912353A1 |
/
----: 47$ :i i-/
i . /
- ,- A
К
. /. МШ
m
Г:ШЯл 1
iNNlv /v: v1
.,vo.:,xvrr-...
INS;
Л /7л i /7/У I V/-- , ,,J ----;- --,
.j : ---7 / .
.C
----Л i
7 ----
.M h
Фг.
