со ел
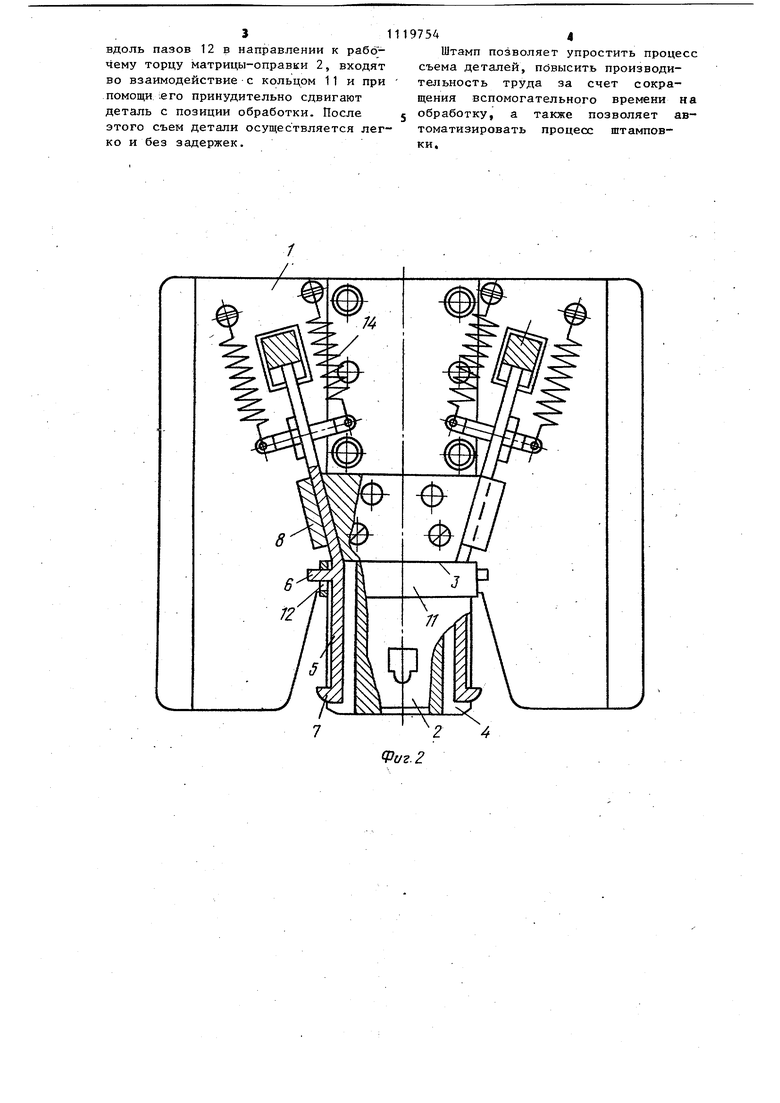
4 Изобретение относится к технологической оснастке для листовой штамповки и может быть использовано при пробивке отверстий в заготовках труб чатой формы. Известен штамп для пробивки отвер стий в полых заготовках типа труб. Штамп содержит пуансон, ступенчатую оправку-матрицу, консольно закрепленную на неподвижной плите и имеющу бурт со стороны, противоположной рабочему торцу, съемник изделия с пуан сона и съемник изделия с оправки-мат рицы п. Недостатком этого штампа является .отсутствие в нем средств прижима заготовки к торцу оправки-матрицы и обусловленная этим возможность неточ ного расположения- пробиваемого отвер стия относительно торца заготовки. По основному авт.св. № 988416 известен штамп для обработки полых заготовок, содержащий пуансон, ступенчатую матрицу-оправку, консольно .закрепленную на неподвижной плите, имеющую бурт со стороны, противоположной рабочему торцу и по меньшей мере один продольньй паз, расположенный на рабочей ступени параллельно оси матрицы-оправки, а на нерабочей ступени наклонно на расстоянии от оси, увеличивающемся в направлени от бурта, подпружиненный, прижим, сна женный клиновым приводом перемещения закрепленным на подвижной плите штам па, а также содержащий направляющую, установленную под углом к оси матрицы-оправки, прижим выполнен в виде тяги, связанной с приводом с возможностью перемещения вдоль паза и направляющей. Тяга штампа может быть выполнена в виде уголка с тупым углом при вершине , снабженного выступом расположенным с возможностью взаимодействия с буртом .через заготовку С2 Недостатком известного штампа является то, что в нем не предусмотрен средства съёма обработанного изделия с матрицы-оправки, что приводит к тому, что оператору приходится прилагать значительные усилия для съема изделия и непроизводительно затрачивать время на этот процесс. Цель изобретения - повьш1ение производительности процесса обработки и улучшение условий обслуживания путем обеспечения съема обработанного изделия. 54 Эта цель достигается тем, что штамп снабжен съемником, выполненным в виде кольца, установленного на рабочей ступени матрицы-оправки с возможностью относительного перемещения вдоль ее оси и имеющего по меньшей мере один продольнь1 й паз, закрытьй со стороны торцов кольца, а тяга снабжена выступом, входящим в паз. На фиг. 1 показан-предлагаемый штамп, вид спереди; на фиг. 2 штамп без верхней плиты в нижнем положении верхней части штампа, вид сверху; на фиг. 3 - то же, в верхнем положении Верхней части штампа. Штамп содержит неподвижную, нижнюю плиту 1, на которой установлена сту.пенчатая матрица-оправка 2, имеющая бурт 3 со сторонЫу противоположной рабочему торцу. На рабочей ступени матрицы-оправки 2 выполнены пазы 4, в которых размещены тяги 5 в виде уголков с выступами вблизи вершины угла и захватами 7 на конце, обращенном к рабочему торцу матрицы-оправки 2. Тяги 5 могут перемещаться в направляющи: 8 и взаимодействовать противоположным от захватов 7 концом с клиновым приводом 9, закрепленным на подвижной плите 10 штампа. На рабочей ступени матрицы-оправки 2 установлено с возможностью осевого перемещения кольцо 11, которое имеет продольные пазы 12. В последние входят выступы 6 тяг 5. Штамп содержит также пуансон 13 и пружины 14, подтягивающие 5 к клиньям клинового привода 9. Штамп работает следующим образом. При рабочем ходе ползуна пресса клиновый привод 9 взаимодействует с тягами 5, которые, перемещаясь по направляющим 8 и пазам 4 матрицы-оправки 2 под действием пружин 14 захватывают трубчатую заготовку. При этом захваты 7 тяг 5 взаимодействуют через трубчатую- заготовку с кольцом 11 и перемещают его вдоль оси рабочей ступени матрицы-оправки 2 до упора в бурт 3. Затем происходит пробивка отверстия в заготовке пуансоном 13. При о.братном ходе ползуна пресса пуансон 13 выходит из детали и клинья клинового привода 9 перемещают тяги 5 с захватами 7, растягивая пружины 14. При этом захваты 7 выходят из контакта с торцовой поверхностью детали и выступы 6.тяг 5, перемещаясь
вдоль пазов 12 в направлении к рабочему торцу матрицы-оправки 2, входят во взаимодействие с кольцом 11 и при помощи .его принудительно сдвигают деталь с позиции обработки. После этого съем детали осуществляется легко и без задержек.
Штамп позволяет упростить процесс съема деталей, повысить производительность труда за счет сокращения вспомогательного времени на обработку, а также позволяет автоматизировать процесс штамповки.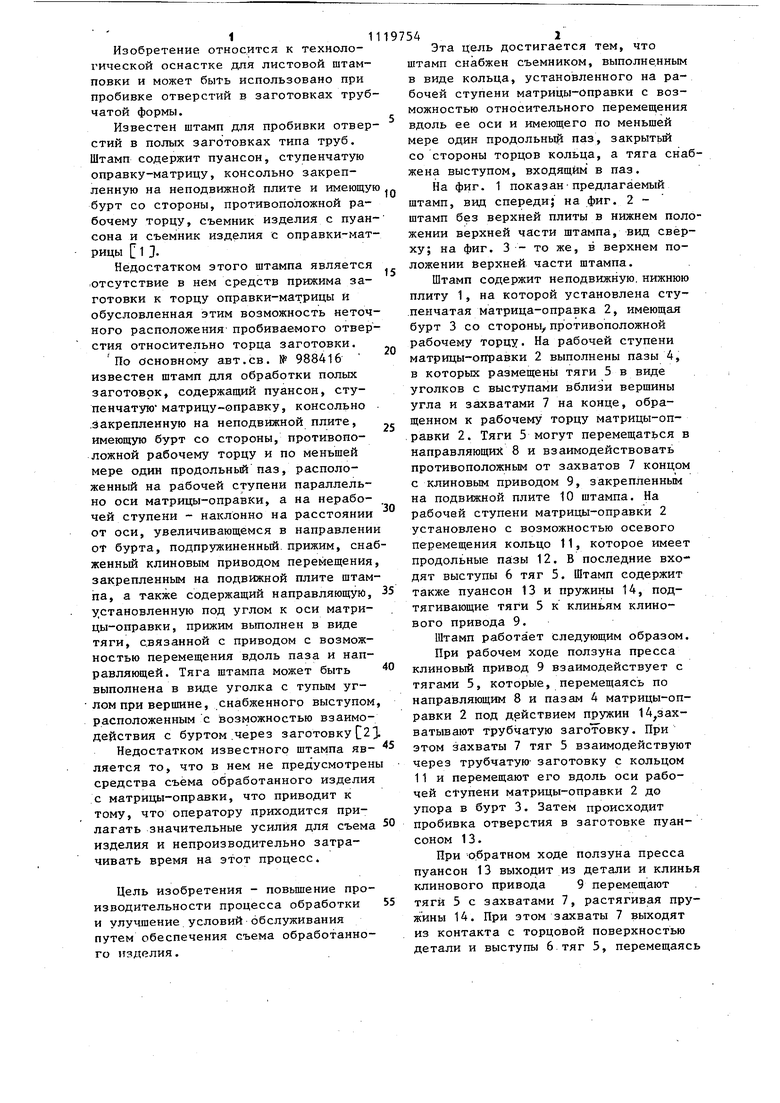
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки полых заготовок | 1981 |
|
SU988416A1 |
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Способ высадки утолщений преимущественно конической формы на трубных заготовках и штамп для его осуществления | 1987 |
|
SU1502153A1 |
| Устройство для изготовления рулонных пружин | 1983 |
|
SU1148671A1 |
| ШТАМП ДЛЯ ФОРМОВКИ ВЫСТУПОВ В ТРУБЧАТОЙ ДЕТАЛИ | 2000 |
|
RU2193940C2 |
| Штамп для обработки деталей из листового материала | 1989 |
|
SU1676715A1 |
| Штамп для обработки деталей типа конических чаш | 1980 |
|
SU902923A1 |
| ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ТРУБЧАТЫХИЗДЕЛИЯХ | 1970 |
|
SU264325A1 |
| Штамповый блок | 1990 |
|
SU1792785A1 |
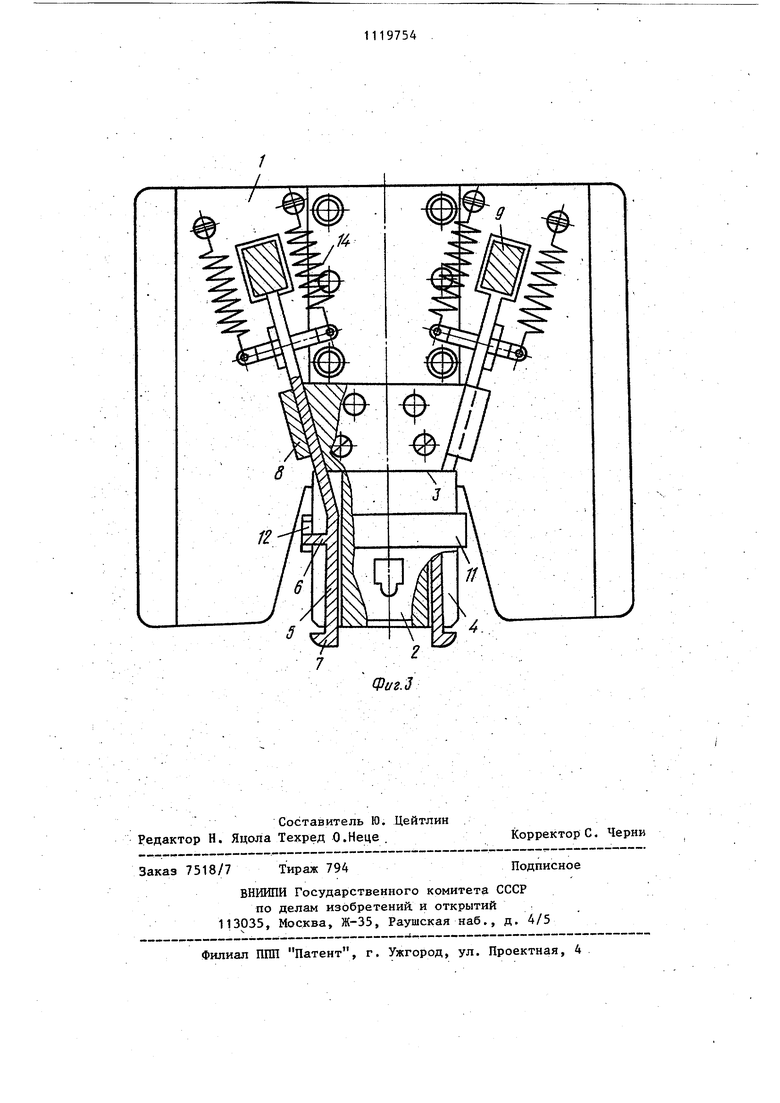
ШТАМП ДЛЯ ОБРАБОТКИ ПОЛЫХ ЗАГОТОВОК по авт.св. № 988416, о тл и ч а ю щ и-й с я тем, что, с, целью повышения производительности процесса обработки и улучшения условий обслуживания путем обеспечения съема обработанного изделия, он снабжен съемником, выполненным в виде кольца, установленного на рабочей ступени матрицы-оправки с возможностью относительного перемещения вдоль ее оси и имеющего по меньшей мере один продольный паз, закрытый со стороны торцов кольца, а тяга снабжена выступом, входящим в паз.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Альбом конструкций высокопроизводительных штампов для хрлодной штамповки в тяжелом машиностроении | |||
| М., ВПТИ, 1962, л | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для обработки полых заготовок | 1981 |
|
SU988416A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
