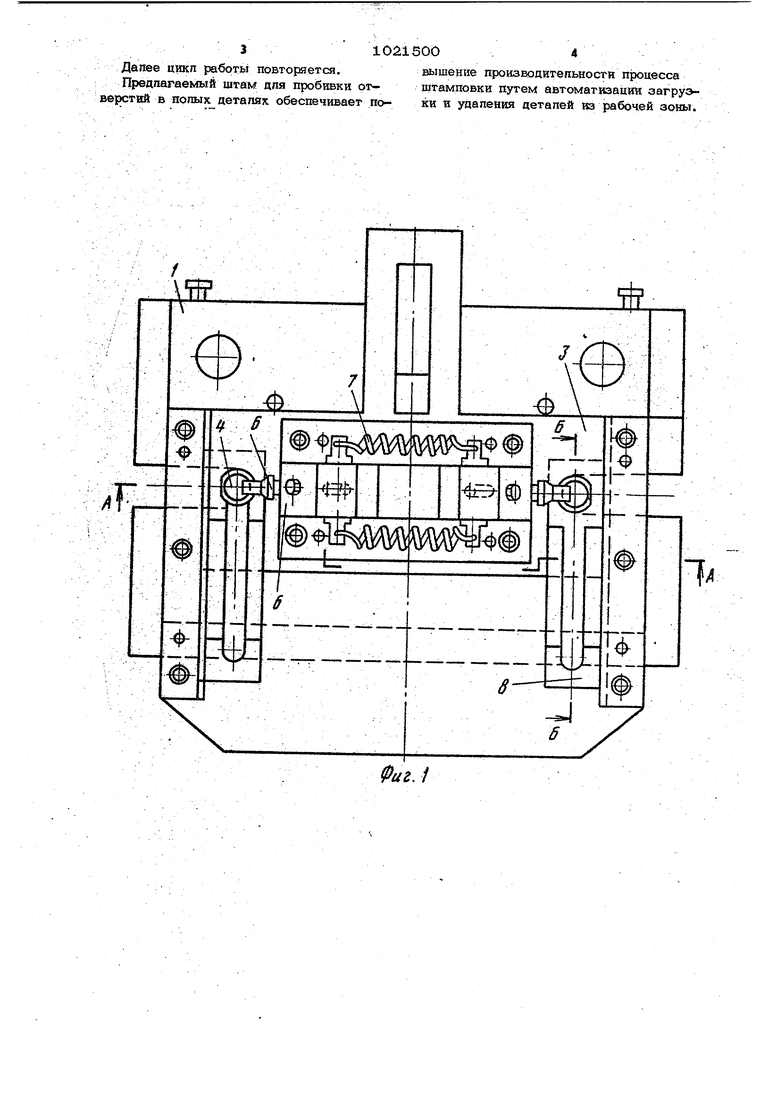
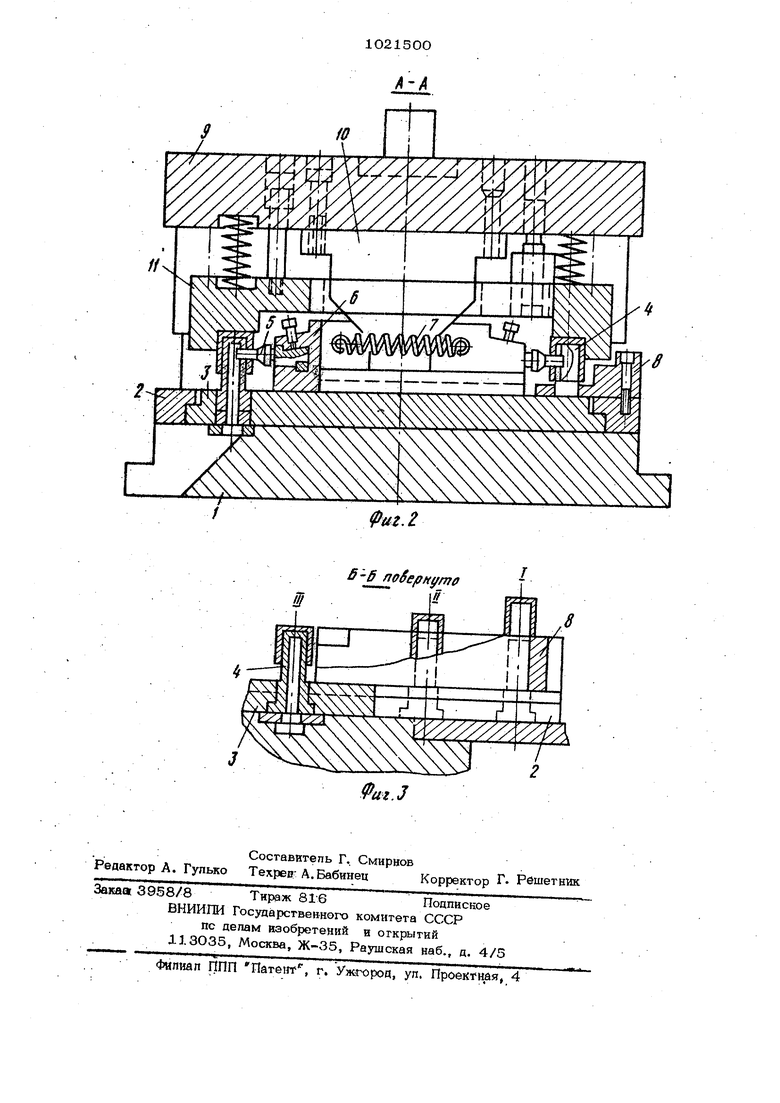
Иэобреге1ще относится к обработке м таппов гдавпетюм, а именно к технопоги ческой оснастке дпя холодной листовой штамповки, к может быть испопьзовано ддя 1Гробиисн огве1х:тий в полых деталях в разт чшл;с люмпмостроиеаьаык отрасгш Известот цпя пробивки отверс тий в попых. «егапях, сх1держаший верхню и гпйкшою ппнты, гфижим, гюпзушки с ра мещенкыми в mix пуансхзиами, прнводп. мыми от , поворотную оправку с матршами, соедипеиную с тягой, закрепленной на верхней ппитеf13. Недостатками известногоштампа яв пяютсл сгюжная кинематическая связь ло воротной оправки с верхней плитой и ог- сутствие средств, автоматцвирующих загрузку и удаление деталей из рабочей зо ны. Ианбопее- бпиэкиш к предгшгаемому яв ляется.штамп дпя пробивки отверстий в полых деталях, содержащий верхшою и нюкнюю ппиты и пркжим, подпружиненные ползушки с размещенными в них пуансона MTI, установлеш1ь)е на нинсней плите с воз можностью возвратно-поступательного перемещения -в горизонтальном направце- ш-га и взаимодействующие с клином, закреплен 1ыМ на верхней плите, установпенную .В напра&,г1яющей нижней плиты по движную каретку с матрицами С 21., Недостатком этого штампа является невысокая производительность того что загрузка и удаление детапей из ра бочей производится вручную. Цель изобретения - поззышение протаззводительности путем автоматизации- загрузки и удаления деталей из рабочей зоны. . . Поставленная цепь достигается тем, что в штампе дпя пробишси отверстий. . в полых деталях, содержащем верхшою к шокнюю плиты, прижим, подпр жиненные ползушки с размещенными в них пуансонами, установленные на нижней : плите с возможностью возвратно-постулательно1-х) перемещения в. горизонтальном направлешш и взаимодействующие с клиноь, закрепленным на верхней плите, установленную в направляющих . плиты подвижную каретку с матр1щами, направляющая перемещения каретки размещена перпендикулярно ходу пуансонов, ползушки связатда пружинамимежду собой, а клин размещен между ними, штамп снабжен съемником, он размещен на нижней плите и выполнен в виде двух планок каждая с продольным па- зом, перпендикулярным ходу пуансонов, и матрицы установлены в этих пазах, торцовая поверхность каждой планки выполнена с наклоном в сторону рабочей зоны штампа,На фиг. 1 изображен предлагаемый штакш, в готне; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - разрез Б-Б на ф1П% 1. Штамп для пробивки отверстий в по№1х деталях содержит нижнюю плиту 1 с расположеш1Ы1 ди на ней lianpaBлающими 2, в которых установлена с возможностью возвратиэ-поступательного перемещения карет1са 3 с жестко установленными в ней матрицами 4. Пуансоны 5закреплены b ползушках 6, соединенных между собой пружинами 7. Направление хода каретки З перпендикулярно ходу пуансонов 5. На направляющих. 2 жестко закреплен съемник 8,выполненный в виде двух планок, 1«1ждая с продольным пазом, перпендикулярном ходу пуансонов 5. Торцовая повер: :ность кагкдой планки выполнена с наклоном в сторону рабочей зоиы штампа. ,. К верхней плите 9 закреплен клин 10, взаимодействующий одновременно с обоими ползушками 6, И:Прижйм 11. Штамп работает следующим образом. При соде ползуна пресса вниз каретка 3, получив движение от любого привода (не показан), перемещается по направляющим 2 в положение П Загрузка где лроизводится автоматическая загрузка матриц, 4 деталями (устройство для автоматической загрузки не показано). Далее каретка 3 перемещается вместе с детап5 ми на матрицах 4 в положение Ш, при этом матрицы 4 перемещаются вдоль . паза планок съемника 8. Клин 10 перемешает ползушки 6 в направлении к детали, установленной на матрицах 4. Прижим 11 окончательно досылает деталь и точно фиксирует ее в момент пробивки .отверстий пуансонами .5. При ходе ползуна пресса вверх клин 10 также перемещается в.верх, пружины 7 возвращают ползушки 6 в исходное соотояние, извлекая пуансоны 5 из дет(апи. Каретка 3 с матрицами 4 перемещается в положение Ij и во время перемещения деталь с Матрицы 4 снимается сьемн ком 8 и затем происходит ее окончательное удаление из . .штампа пневмосдувом.
3102150О4
Дапее цикп работы повгоряется.вышение производигепьности njxjuecca
Предлагаемый штам дпя пробивки от-штамповки путем автоматизации загру верстий в попых деталях обеспечивает по- ки и удапеиия деталей из рабочей зоны.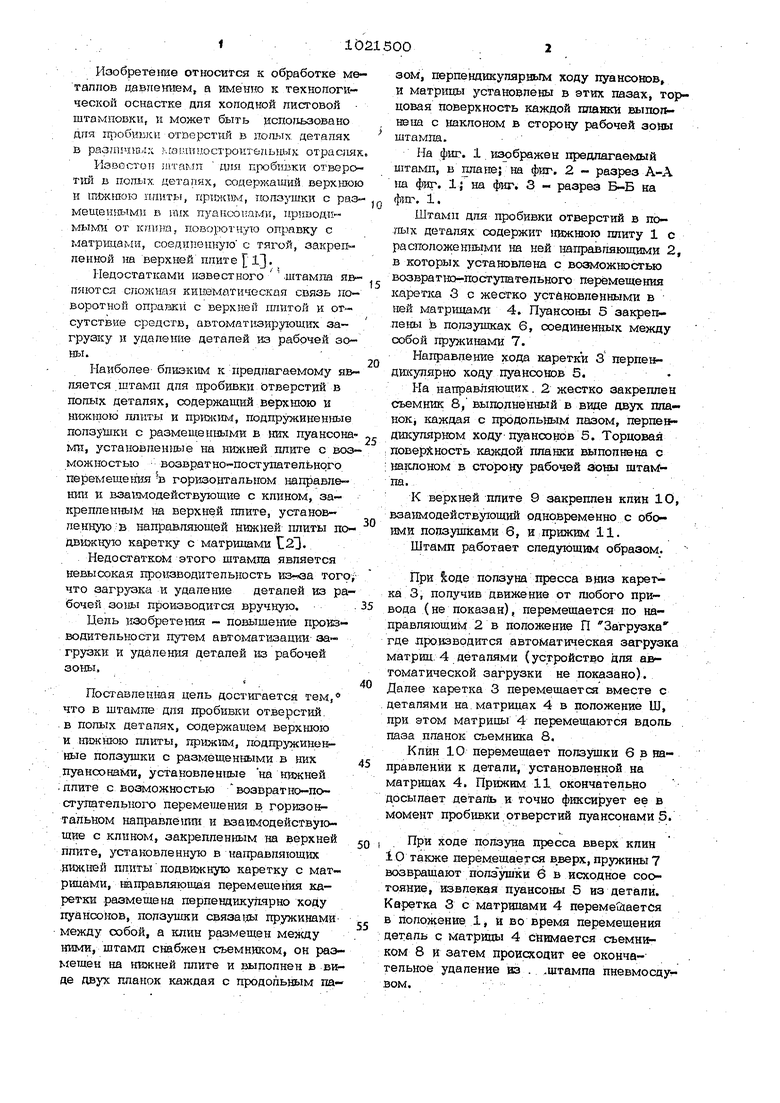
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для пробивки отверстий в полосовом и ленточныом материале | 1977 |
|
SU622542A1 |
| Штамп для обработки профилей | 1980 |
|
SU940936A1 |
| Штамп последовательного действия | 1990 |
|
SU1808444A1 |
| Штамп для обработки полосового и ленточного материала | 1980 |
|
SU880566A1 |
| УНИВЕРСАЛЬНЫЙ ШТАМП | 1970 |
|
SU265847A1 |
| Штамп для пробивки отверстия в штучных заготовках | 1979 |
|
SU871909A1 |
| Штамп для пробивки отверстий | 1986 |
|
SU1329870A1 |
| Штамп для пробивки отверстий и отбортовки | 1982 |
|
SU1057148A1 |
| Штамп для штамповки деталей | 1983 |
|
SU1123787A2 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
ШТАМП ДЛЯ ПРОБИВКИ ОТВЕРСТИЙ В ГЮЛЫХ ДЕТАЛЯХ, содержащий верхшою и нижшою ппиты, прижим, подпружииениые гюлзушки с размеще иными в них пуансонами, установпеиные :ш токнёй плите с возможностью возврат вопоступательного перемещения в тчэрвэон тапьном направлении и взаимодействующие с кпином, закрепленным на верхней пните, установленную в направляющих нижней ппиты подвижную каретку с матрицами, отличающийся тем, что, с целью повышения произоодитепьиости пу тем автоматизации загруэки и удаления деталей кз рабочей зоны, ващшвлЕяюшая перемещения каретки размеа1е|ш гю{ню дикулярно ходу пуансонов, поизушкн связаны пружинами между собой, а клин раэ: мещен между ними, штамп сшбжен съемником, он размещен на нижней плите и выполнен в виде двух плапок, каждая с продольным пазом, перпендикулярным ходу пуансонов, и матрицы установлены в этих пазах, торцовая поверхность каждой nnai ки выполнена с наклоном в сторону рабочей зоны щтампа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамп м.и.лазаренко для получения радиальных выступов на внутренней поверхности полой детали | 1977 |
|
SU694256A1 |
| В | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для пробивки отверстий вСТЕНКАХ пОлыХ дЕТАлЕй | 1979 |
|
SU841724A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
