Описываемый штамп относится к технологической оснастке для пробивки отверстий в трубчатых изделиях и может быть использован при обработке изделий малого диаметра, значительной длины и с большнм количеством отверстий.
Известные штампы для пробивки большо.го количества отверстий в .боковых поверхностях трубчатых изделий, имеющих малый диаметр и значительную длину, содержат оправкуматрицу с жестко закрепленным концом, необходимое количество пуансонов, центры которых расположены на прямой, параллельной оси оправки-матрицы, а также клиновую опору, служащую для увеличения жесткости оправки-матрицы, и храповой механизм, состоящий из храпового колеса и подпружиненной собачки, обеспечивающих поворот из.делия на заданный угол. Клиновая опора связана с верхней частью штампа и перемещаегся в горизонтальном направлении при вертикальном перемещении верхней части штампа.
Известные штампы позволяют пробивать ряды отверстий, равноудаленных от торца штампа, обращенного к стойке, в которой закреплена оправка-матрица.
стигается в описываемом штампе установкой храпового колеса на свободном конце оправки-матрицы с возможностью осевого перемещения, а также наличием торцовых зубьев на храповом колесе, взаимодействующих с кулачками, установленными на неподвижной части штампа.
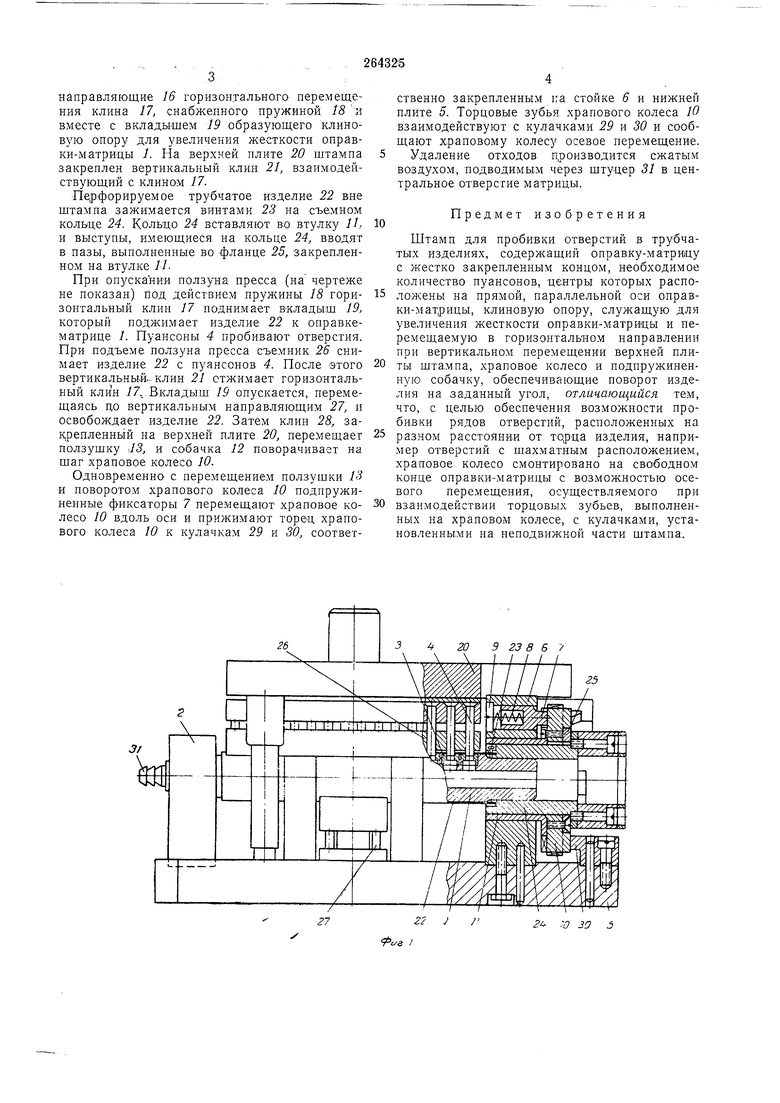
На фиг. 1 показан описываемый штамп; на фиг. 2 - нижняя часть штампа, вид сверху;
на фиг. 3 - храповой механизм; на фиг. 4 - клиновая опора.
Штамп содержит оправку-матрицу /, жестко закрепленную в стойке 2 и выполненную со вставками 3. В верхней части штампа закреплены пуансоны 4. На нижней плите 5 штампа закреплена дополнительная стойка 6, в которой размещены фиксаторы 7, снабженные пружинами 8. Усилие пружин регулируется резьбовыми пробками 9.
Штамп снабжен храповым механизмом, содержащим храповое колесо 10, устанавливаемое на втулке 11, размещенной на стойке 6. Храповое колесо 10 выполнено с зубьями на боковой и торцовой поверхностях и установлено с возможностью осевого перемещения. Храповой механизм (см. фиг. 3) содержит также храповую собачку 12, установленную в ползушке 13 на оси 14, перемещаемой в стойке 15, закрепленной на нижней плите 5.
направляющие 16 горизонтального перемещения клина 17, снабженного пружиной 18 н вместе с вкладышем 19 образующего клиновую опору для увеличения жесткости онравки-матрицы 1. На верхней нлите 20 штампа закреплен вертикальный клин 21, взаимодействующий с клином 17.
Перфорируемое трубчатое изделие 22 вне штампа зажимается винтами 23 на съемном кольце 24. Кольцо 24 вставляют во втулку И, и выступы, имеющиеся на кольце 24, вводят в пазы, выполненные во фланце 25, закрепленном на втулке 11При опускании ползуна пресса (на чертеже не показан) под действием пружины 18 горизонтальный клин 17 поднимает Вкладыщ 19, который подл ;имает изделие 22 к оправкематрице 1. Пуансоны 4 пробивают отверстия. При подъеме ползуна пресса съемник 26 снимает изделие 22 с пуансонов 4. После этого вертикальный, клин 21 отжимает горизонтальный клин /7...Вкладыш 19 опускается, перемещаясь до вертикальным направляющим 27, и освобождает изделие 22. Затем клин 28, зак,репленный на верхней плите 20, перемещаег ползушку 13, и собачка 12 поворачивает на щаг храповое колесо Ю.
Одновременно с перемещением ползущки 13 и поворотом храпового колеса 10 подпружиненные фиксаторы 7 перемещают храповое колесо 10 вдоль оси и прижимают торец храпового колеса 10 к кулачкам 29 и 30, соответственно закрепленным па стойке 6 и нижней плите 5. Торцовые зубья храпового колеса W взаимодействуют с кулачками 29 и 50 и сообщают храповому колесу осевое перемещение. Удаление отходов производится сжатым воздухом, подводимым через щтуцер 31 в центральное отверстие матрицы.
Предмет изобретения
Штамп для пробивки отверстий в трубчатых изделиях, содержащий оправку-матрицу с жестко закрепленным концом, необходимое количество пуансонов, центры которых расположены на прямой, параллельной оси оправки-матрицы, клиновую опору, служащую для увеличения жесткости оправки-матрицы и перемещаемую в горизонтальном направлении при вертикальном перемещении верхней плиты щта,мпа, храповое колесо и подпружиненную собачку, обеспечивающие поворот изделия на заданный угол, отличающийся тем, что, с целью обеспечения возможности пробивки рядов отверстий, расположенных на
разном расстоянии от торца изделия, например отверстий с шахматным расположением, храповое колесо смонтировано на свободном конце оправки-матрицы с возможностью осевого перемещения, осуществляемого при
взаимодействии торцовых зубьев, выполненных на храповом колесе, с кулачками, установленны.ми на неподвижной части штампа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки участков боковой поверхности изделий | 1984 |
|
SU1181753A1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1411078A1 |
| Штамп с револьверным механизмом подачи | 1981 |
|
SU988414A1 |
| Штамп для пробивки отверстий в полом изделии | 1976 |
|
SU596333A1 |
| Штамп с отключаемыми пуансонами | 1982 |
|
SU1103924A1 |
| Штамп для пробивки отверстий в стенке полого изделия | 1986 |
|
SU1360856A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| Штамп для пробивки отверстий в полых деталях | 1982 |
|
SU1021500A1 |


26
3 20 9 23 8 6 /
I I I I I
«f
„ /5 л fgftl / /
5
ф ф ф ф ф ер
ф ф ф ф -ф ф
Фиг. 2
i/e J
21
18
