1
Изобретение относится к области литейного ироизводства, в частности к конструкции отливок из черных и цветны.х сплавов.
Известно исиользование ребер на необрабатываемой поверхности отливок для ин- 5 тенсификации отвода тепла от отливки в охлаждаюо ую среду 1.
Недостатком известного оребрения поверхности является увеличение веса отливки и образование усадочных дефектов в ме- И) стах стыка ребер со стенкой, обусловленное более быстрым охлаждением ребер по сравнению со стенкой и питанием их за счет металла отливки.
Наиболее близкой к предлагаемой по 15 технической сущности является отливка,на внутренней необрабатываемой поверхности которой выполнен орнамент из ребер, расположенных в виде сетки из правильных шестиугольников. Толщина стенки в плос- 20 кости, ограниченной щестиугольником, равна теоретически необходимой, отношение длины стороны щестиугольника к теоретической толщине составляет (8-6) : 1, отношение высоты ребра к теоретической тол- 25 щине отливки равно 1 : (2,5-4,0) 2.
Недостатком известной отливки с орна --. является наличие концентраторов Г., термических узлов в углах }f: , - ЛЦиёстттооЛьных ячеек при сопряжении трех 30
/
ребер со стенкой отливки, приводящее к образованию надрывов, трещин и усадочных дефектов.
Целью изобретения является умеиьшение образования трещин и усадочных дефектов в местах сочленения выступов орнамента со стенкой отливки.
Указанная цель достигается тем, что выступы п впаднны орнамента расположены параллельно, образуя волнообразную повер.хность с длиной волпы 0,3-4,0 и амплитудой 0,1-0,25 по отношению к теоретической толщине отливки.
Такая конструкция обеспечивает отсутствие термических узлов и концентраторов напряжений (стыков, ребер, резких переходов и изломов) при сопряжении элементов орнамента со стенкой отливки и создает наиболее благоприятные условия для формирования плотного мелкокристаллического иоверхностного слоя при затвердевании и кристаллизации стенки отливки благодаря равномерному увеличению поверхности теплоотдачи. Наличие плотного поверхностного слоя, характеризующегося повышенной прочностью по сравнению с глубинными слоями отливки позволяет уменьшить толщину стенки до теоретически необходимой.
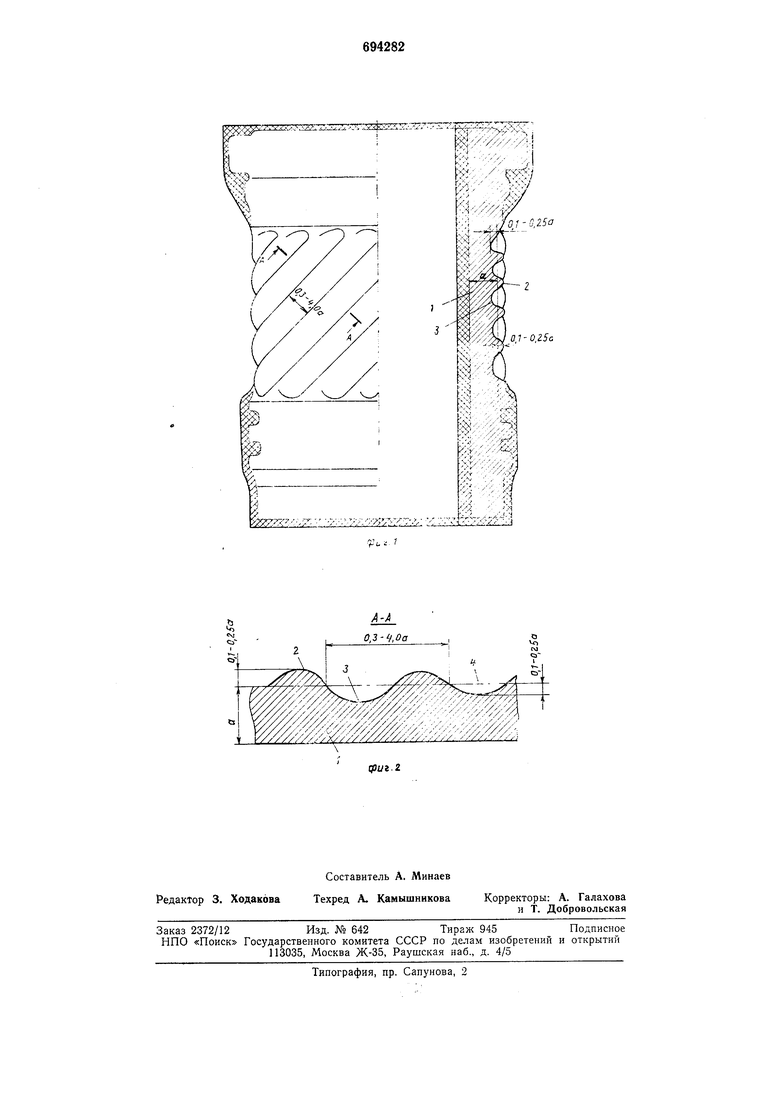
На фиг. 1 показана иредлагаемая отливка, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
На необрабатываемой поверхности стенки 1 отливки с волнообразным винтовым орнаментом размещены выступы 2 и впадины 3 так, что их горизонтальная ось 4 совпадает с лпппей, ограничивающей теоретическую толщину а стенки 1. Площадь сечения степкп с орнамептом соответствует теоретически необходимой, поскольку конфигурация выступов соответствует конфигурации впадин. Продольную ось волны располагают параллельно плоскости действия главных напряжений, возникаюш,их при рабочих нагрузках.
Высота выступа 2 и впадины 3, характеризующая амплитуду волнообразного орнамента (наибольшее отклонение от оси), составляет 0,1-0,25 по отношению к теоретической толщине а стенки, длина во.шы равна 0,3-4,0 а.
Уменьшение высоты выступа ii В1 адины менее 0,1 а н увеличение длины волны более 4о приводит к уменьшению глубины мелкозериистого поверхностного слоя и снижению прочности стенки. Увеличен ;с высоты выступа и впадины более 0,25 а создает з-йач ггельный перепад между мпнимальной (в месте впадины) ы максимальной (в месте выступа) толщиной стенкн, что неблагоприятно отра кается на распределении напряжений при эксплуатации отливки. Уменьшение длины волны орнамента менее 0,3 а приводи к увеличению концентрации напряжений в поверхностном слое отливки.
Качеетво п евойства отливок с волнообразным орнаментом провере}1Ы в лабораторных и промышленных условиях на гильзах тракторного двигателя СМД-14, габарит 140X270 мм, нее 10,5 кг, средняя толш,ппа стенки 10 мм. Орнамент выио.чнеп на наружной поверхноети гильз в .чоие охлаждения вместо припуска па мохапичеекую обработку.
Гильзы с орнаментом нолучены в форма.ч из сухих обогащенных кварцевых песков.
упрочненных под действием разрежения 300-400 мм рт. ст.
Химический состав чугуна, %; С 3,1 - 3,45; Si 1,7-2,2; Мп 0,7-1,1; Р 0,14-1,18; S 0,07-0,1; Сг 0,1-0,3: Ni 0,09-0,15; Си 0,15-0,4.
Температура заливки- 1380-1390°С.
Структура - иерлито-графитовая, феррит отсутствует. Графит нластинчатый, среднезавихренный. лубина поверхностного мелкокристаллического слоя составляет; со стороны гладкой поверхности - 1-1,5 мм, со стороны орнамента - 3-4 м.м. Трещины и }садочные раковины но сечению отливки отсутствуют.
Стендовые испытания показали иовыщепие модульных характеристик гильз с волнообразным орнаментом и сохранение их жееткости неемотря на значительное уменьшение (до 40%) толщины стенки. По износостойкости гильзы с орна.ментом равноценны серийным, а по весу на 0,9-1,0 кг меньше.
Применение волнообразного орнамента позволяет устранить трещины и усадочные дефекты в местах еочленения выступов орнамента ео стенкой отливки и уменьшить брак отливок на 10--15%.
Фор м у л а изобретения
Отливка с орнаментом из чередующихся выступов и впадин, расноложениых на необрабатываемых поверхностях, о т л и ч аюшаяся тем, что, с цельк) уменьшения образО;{анпя трещин и усадочны.х дефектов, орнамент выаолнеи в виде параллельных впадин и выступов, образующих волнообразную поверхность с длиной волны 0,3- 4,0 и амплитудой 0,1-0,25 по отношению к теоретической толщине етенки отливки.
Р1сточники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 530744, кл. В 22 D 19/00, 1975.
2.Патент СРР 56818, кл. В 22 D 19/02, 1969.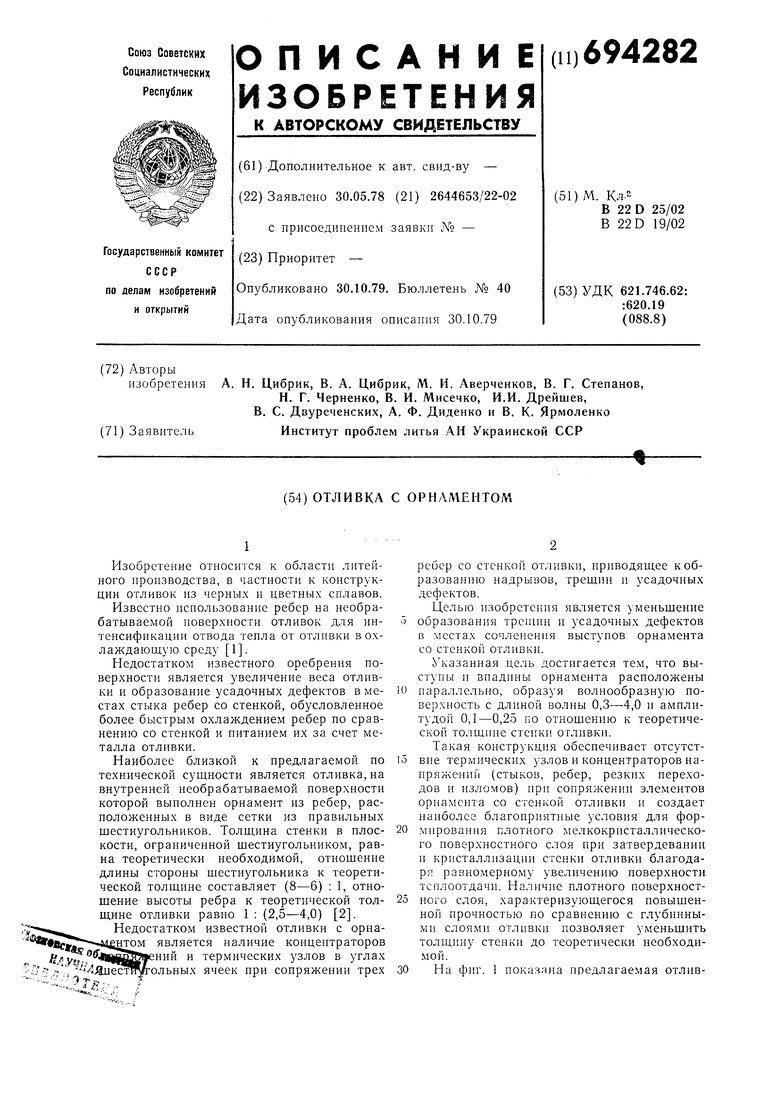
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разовой модели | 1980 |
|
SU954141A1 |
| СПОСОБ ЗАВАРКИ ДЕФЕКТОВ В ОТЛИВКАХ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1997 |
|
RU2109611C1 |
| Изложница | 1983 |
|
SU1110539A1 |
| Чугун | 1976 |
|
SU587171A1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 1998 |
|
RU2152843C1 |
| Изложница для слитков | 1981 |
|
SU1036438A1 |
| Легирующее покрытие для литейных форм | 1978 |
|
SU703215A1 |
| ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2011 |
|
RU2450885C1 |
| Гильза кристаллизатора для непрерывной разливки сталей | 2017 |
|
RU2678556C1 |
| ПЛИТА ДРОБЯЩАЯ ЩЕКОВОЙ ДРОБИЛКИ | 2008 |
|
RU2369438C1 |