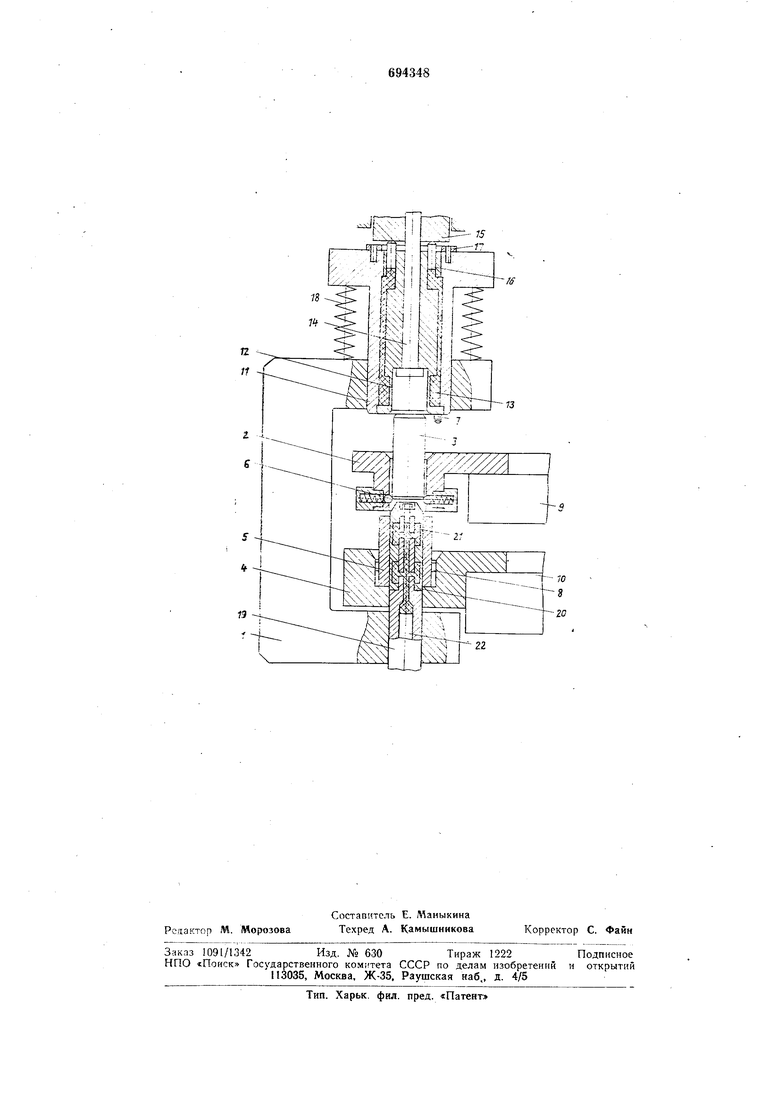
,- 4i.«i.пойэряностыо верхней головки кронштейна :/ и стакаиом // усталовлеяы пружины 18.
Через .нижнее отгвврстле кронштейна / проходит центрируюШ(ИЙ шток 19 с тонкостенной .втулкой 20, .в зазоре мел-:ду которымн также размещен упругий элемент 21, вза:ИМОдейст1вуюш)ИЙ €: ползунам 22.
Устройство работает следующим образам.
: Собираемые детали 3, 5, установленные Соответственно в приспособлениях 2, 4, но|л,аются на позиции сборки.
Центрирующий щток 19 вводится в от|зерстие базовой детали 5 до тех пор, пока тарец тонкостенной втулки 20 достигнет у ровня под1иружинен.ных опор 6. При этом базовая деталь 5 частично ориентируется отнооительно -штока .19. Затем перемещейибм ползуна 22, |воздейст1вуюш,а1м на упругий элемент 21, который, в свою очередь, равномерно деформируя тонкие стенкм Зтулки 20, окончательно центрирует таким образом ба.зо)вую деталь 5. Последняя за| репляется кулачками 5 присиособления 4. После закрепления базовой деталш 5 Да1вление со стенок втул-ки 20 снимается, и шток 19 отводится. Далее перемещают .наружный 15 и внутренний 14 толкатели. Наружный толкатель 15 перемещает плунжеры 16, которые, воздействуя :на упругий элемент 13, перемещают .вниз стакал-: // вместе с втулкой 12, ир1ичем последняя ох.ватывает верхнюю часть присоедИНяемого йалика 3.
При перемещении стакана 11 вниз пружина 18 сжимается и ino мере возрастания ее соп|рот;ивления увеличивается давление упругого элемента 13 на стенки .втулки 12. Жесткость пружины 18 регул.ируется таким Обраэом, чтобы iB момент, .когда торец злут реннего толкателя 14 достигает нр.исоедиМябмого валика 3, давление на стенки вт/лiKiH 12 было бы достаточным для ее деформир.ования.
Од1И1наковое деформирование стекок втулки 12 по всему периметру последней поз1воляет Окончателыно центрировать присоединяемый валик 3. Максимальное дефскриирование стенок втул.ки 12, а также окоНчательное центрирование ир1исоеди.няе694348
мопо валика 3 соответст1вует .и;ю, .когда торец толкателя /5 достигает регулировочной про.кладки /л а торец толкателя М - торца валика 3.
Далее толкател.и 14 и 15 нро.должа 01 перемещаться IB ианранлении сборки совместно с валиком , иричем это перемещея-гне не вызывает изменения давления упругого элемента 13 на стенжи .втулки 12, а только сжатие пружины 18. Валик 3, проходя между подпружицениыми опорами 6, входит в от1верст1ие базовой втулки 5.
Затем путевьгм выключателем 7 снимается давление со стенок втулки 12, включается обратный ход наружного толкателя 15, а пружина 18 возвр ащает стакан 11 в исходное положение. При этом внутренний толкатель 14, продолжая свое движеиие, завершает иро,цесс запрессав.ки, после чего также возвращается в исходное положение. Собранный узел удаляется с позиции сборки, а (В приспособления 2 п 4 подаются друпне детал.н, и далее цикл повторяется.
Фор м у л а изобретения
1.Устройство для сборки деталей, содержащее С-образ«ый Кронштейн, соос-но установленные iB нем толкатель и центрирующий шток, а также приспособления для уста.ноБКн соб1 раемых деталей, о т л и ч а ю щ е е с я тем, что, с целью повышения надежности сборки, оно снабжено стаканом, расположенны м телескопически толкателю, тонкостенными .втулками, установленными с зазаро.м одна иа центрирующем штоке, другая в стакане, и размещенными в этих зазорах упругими элементами, а также дополнительными толкателями, воздействующими на упругие элем-енты.
2.Устройство по п. 1, о т л и ч а ю щ е е с я тем, что оно снабжено, регулируемой прокладкой, закрепленной на торне стака-на.
РГсточник информадии, принятый во IB ни м а ние .и р1И экспертиз е:
1, Авторское свидетельст1во СССР № 592568, кл В 23 Р 19/04, 13,05,75
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1978 |
|
SU740472A1 |
| Роторно-конвейерная линия для сборки комплекта деталей | 1985 |
|
SU1393575A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для соединения охватываемой и охватывающей деталей посредством упругого разрезного кольца | 1983 |
|
SU1094718A1 |
| Устройство для сборки деталей | 1978 |
|
SU732115A1 |
| Устройство для сборки под сварку трубы с фланцем | 1989 |
|
SU1609602A1 |
| Многопозиционное захватное устройство | 1981 |
|
SU994254A1 |
| Сборочный автомат | 1987 |
|
SU1496983A1 |
| УСТРОЙСТВО ДЛЯ ЗАПРЕССОВКИ ДЕТАЛЕЙ | 1992 |
|
RU2036768C1 |
| Сцинтилляционный детектор, способ его сборки и устройство для сборки сцинтилляционного детектора | 1991 |
|
SU1805410A1 |