10
15
Изобретение относится к автоматизации сборочных процессов, в частности к конструк1щям роторно-конвейерных автоматических линий для сборки ком- штекта деталей золотников (чашечка - пружина - шток) к вентилям для пневматических камер и шин.
Целью изобретения является повышение надежности, сборки золотников к вентилям для пневматических камер и шиа, состоящих из деталей чашечка - пружина - шток.
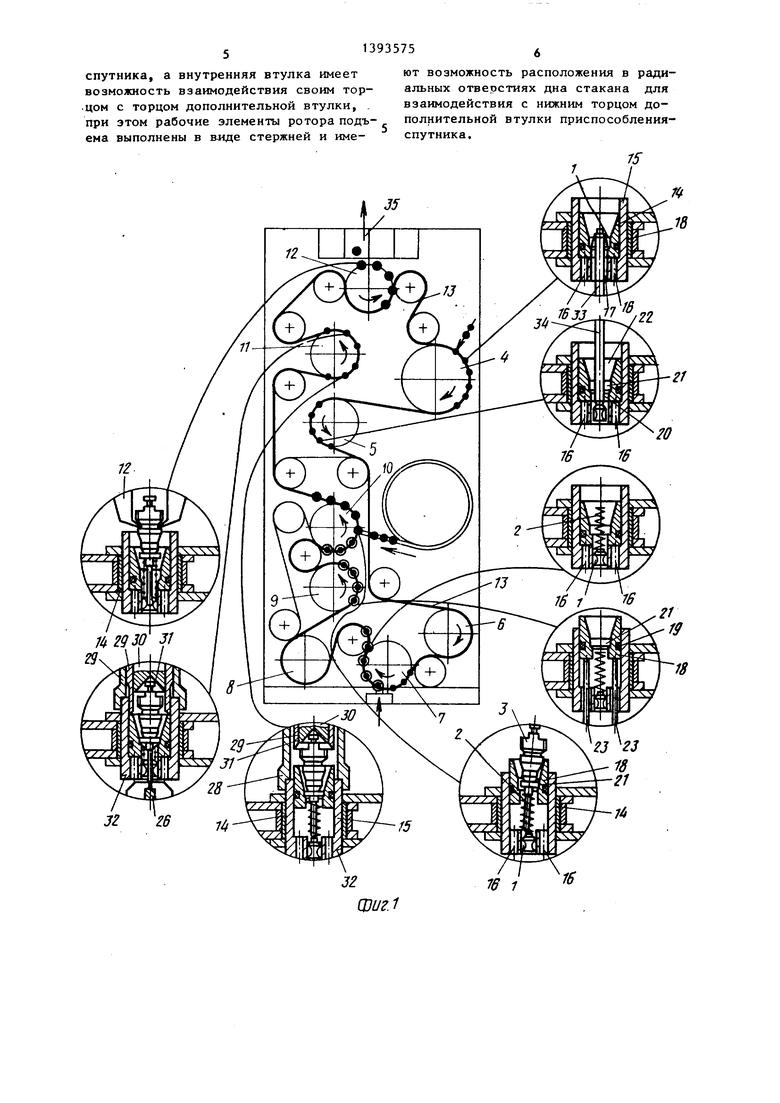
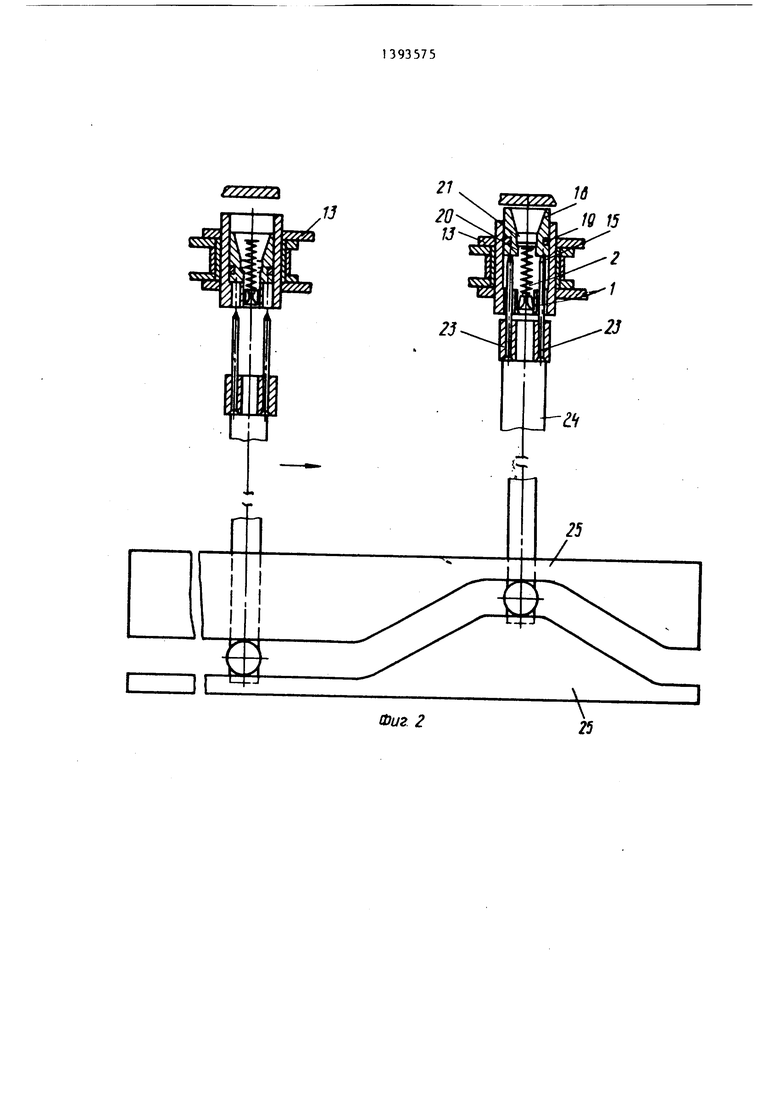
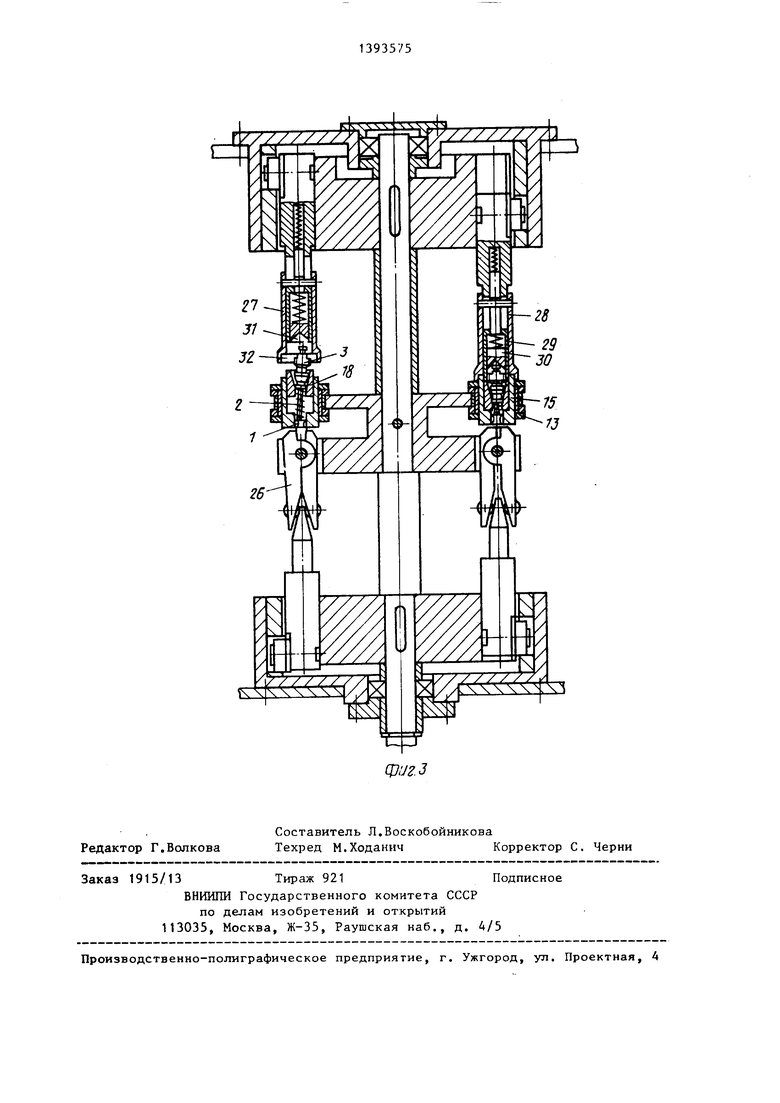
На фиг. 1 изображена структурная схема роторно-конвейерной линии с характерными положениями приспособлений-спутников в роторах; на фиг.2 - характерные положения дополнительных втулок и стержней ротора подъема дополнительных втулокJ на фиг.З - ротор сборки, разрез.
Роторно-конвейерная линия для сборки комплекта деталей чашечка 1 - пружина 2 - шток 3 содержит расположенные в технологической последовательности (фиг.1) загрузочный ротор 4 чашечками, ротор 5 догонки чашечек, ротор 6 контроля наличия чашечек, загрузочный ротор 7 пружинами, ротор 8 контроля наличия , ротор подъ- Q
28 и внутренних 29 коаксиальных втулок и снабженные внутренними подпружиненными стержнями 30. На рабочем конце стержня 30 выполнено центрирующее гнездо 31 под шток 3, а на рабочем торце наружной втулки 28 - посадочное гнездо 32 под стакан 15.
Загрузочный ротор 4 снабжен стержневыми захватами 33, а ротор 5 до- гонки чашечек - толкателями 34. У ротора 12 сброса установлен сборник
35 продукции.
Роторно-конвейерная линия работает следующим образом.
При включении линии загрузочные и технологические роторы 4-12 начинают синхронно вращаться, приводя в согласованное движение последовательно 20 огибающий их цепной конвейер 13 и осуществляя в процессе транспортирования следующие действия.
ема, загрузочный ротор 10 штоками, ротор 11 сборки и ротор 12 сброса.
Все указанные роторы связаны между собой цепным конвейером 13 с приспособлениями-спутниками 14. Корпус каждого приспособления-спутника выполнен в виде стакана 15, в дне ко торого имеются сквозные отверстия - радиальные 16 и осевое 17. Внутри каждого стакана 15 коаксиально расположена с возможностью осевого перемещения дополнительная втулка 18 с фиксатором, выполненным, например, в виде упругого кольца 19, помещенного в наружную проточку дополнитель-
В загрузочном роторе 4 (фиг. 2) 25 стержневые захваты 33 позшдий ротора, совершая последовательно возвратно-поступательные перемещения в зоне огибания конвейером 13, поднимаются и входят в осевые отверстия 17 стаканов 15 приспособлений-спутников 14 и во внутренние полости дополнительных втулок 18, занимая верхнее положение (не показано). После этого на стержневые захваты 33 под собственным весом в ориентированном положе- 35 НИИ падают чашечки 1 из устройств ориентации и поштучной выдачи (не показаны) загрузочного ротора 4. Затем стержневые захваты движутся вниз подавая чашечки 1 в ориентированном положении во внутренние полости дополнительных втулок 18 и дальше в осевые отверстия 17 стаканов 15. В роторе 5 догонки чашечек толкатели 34 позиций ротора сверху входят в
40
ной втулки. Внутренняя полость допол- 5 дополнительные втулки 18 и перемеща
28 и внутренних 29 коаксиальных втулок и снабженные внутренними подпружиненными стержнями 30. На рабочем конце стержня 30 выполнено центрирующее гнездо 31 под шток 3, а на рабочем торце наружной втулки 28 - посадочное гнездо 32 под стакан 15.
Загрузочный ротор 4 снабжен стержневыми захватами 33, а ротор 5 до- гонки чашечек - толкателями 34. У ротора 12 сброса установлен сборник
35 продукции.
Роторно-конвейерная линия работает следующим образом.
При включении линии загрузочные и технологические роторы 4-12 начинают синхронно вращаться, приводя в согласованное движение последовательно огибающий их цепной конвейер 13 и осуществляя в процессе транспортирования следующие действия.
В загрузочном роторе 4 (фиг. 2) стержневые захваты 33 позшдий ротора, совершая последовательно возвратно-поступательные перемещения в зоне огибания конвейером 13, поднимаются и входят в осевые отверстия 17 стаканов 15 приспособлений-спутников 14 и во внутренние полости дополнительных втулок 18, занимая верхнее положение (не показано). После этого на стержневые захваты 33 под собственным весом в ориентированном положе- НИИ падают чашечки 1 из устройств ориентации и поштучной выдачи (не показаны) загрузочного ротора 4. Затем стержневые захваты движутся вниз подавая чашечки 1 в ориентированном положении во внутренние полости дополнительных втулок 18 и дальше в осевые отверстия 17 стаканов 15. В роторе 5 догонки чашечек толкатели 34 позиций ротора сверху входят в
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор сборки | 1980 |
|
SU904968A1 |
| Автомат питания для поштучной выдачи изделий | 1980 |
|
SU897468A2 |
| Роторно-конвейерная машина | 1987 |
|
SU1449356A1 |
| Ротор для смыкания и размыкания комплекта инструментов | 1988 |
|
SU1590393A1 |
| Роторно-конвейерная машина | 1987 |
|
SU1532300A1 |
| Сборочная роторно-конвейерная линия | 1982 |
|
SU1318744A1 |
| Роторная линия | 1989 |
|
SU1710302A1 |
| Автоматическая роторно-конвейерная линия для сборки медицинской иглы однократного применения | 1990 |
|
SU1775266A1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ УПРУГИХ КОЛЕЦ В НАРУЖНЫЕ КАНАВКИ БАЗОВОЙ ДЕТАЛИ | 1991 |
|
RU2043898C1 |
| Машина для сборки клапанов аэрозольных упаковок | 1974 |
|
SU638019A1 |
Изобретение относится к автоматизации сборочных процессов, в частности к конструк1щям роторно-конвей- ерных автоматических линий для сборки комплекта деталей. Линия обеспечивает надежную сборку золотников к вентилям для пневматических камер и шин и содержит установленные в технологической последовательности ротор сборки (PC), роторы загрузки комплектующими деталями (чашечка - пружина - шток), роторы контроля и охватьтаю- щий указанные роторы цепной конвейер (ЦК) с приспособлениями-спутниками, каждый из которых выполнен в виде стакана,в котором коаксиально расположена дополнительная втулка с фиксатором, при этом внутренняя полость дополнительной втулки выполнена в виде сопрягающихся по диаметру цилиндрических и конической поверхностей, а в дне стакана выполнены сквозные радиальные и осевое отверстия, причем осевое отверстие дна стакана совпадает по размеру с отверстием нижней цилиндрической части дополнительной втулки. Каждая рабочая головка ротора сборки выполнена в виде связанных с приводом наружной и внутренней коаксиальных втулок и внутреннего подпружиненного стержня, на рабочем конце которого вьшсзлнено центрирующее ГНЕЗДО под деталь - шток собираемого комплекта, а на рабочем торце наружной втулки выполнено посадочное гнездо ПОД стакан приспособления-спутника. Внутренняя втулка имеет возможность взаимодействия своим торцом с торцом дополнительной втулки. Кроме того, рабочие элементы ротора подъема дополнительных втулок вьтолнены в виде стержней и имеют возможность расположения в радиальных отверстиях дна стакана для взаимодействия с нижним торцом дополнительной втулки приспособления-спутника. 3 ил. g (Л со ;о САЭ ел ел
нительной втулки 18 выполнена в виде сопрягающихся по диаметру цилиндрических 20, 21 и конической 22 поверхностей, причем осевое отверстие 17 дна стакана 15 совпадает по размеру с нижней цилиндрической поверхностью 20 дополнительной втулки.
Ротор 9 подъема имеет рабочие элеВ роторе 6 контроля производится контроль наличия в приспособлениях- спутниках 14 чашечек 1. В случае отсутствия чашечки подается сигнал на блокировку незагруженного приспособления-спутника 14 в последующих загрузочных роторах с целью исключементы в Риде стержней 23 (фиг.2), закрепленные на ползунах 24, и копир 25.55ния некомплектных сборок.
Ротор сборки (фиг.З) содержит уст- В загрузочном роторе 7 в каждое
ройства 26 расклепки и рабочие голов-приспособление-спутник 14 с чашечкой
ки 27, выполненные в виде наружныхподается пружина 2.
ют чашечки 1 в конечное нижнее положение .
В роторе 6 контроля производится контроль наличия в приспособлениях- спутниках 14 чашечек 1. В случае отсутствия чашечки подается сигнал на блокировку незагруженного приспособления-спутника 14 в последующих загрузочных роторах с целью исключения некомплектных сборок.
to
15
20
В роторе 8 контроля «производится контроль наличия пружин 2 и подача сигнала на блокировку приспособления- спутника 14 в последующем загрузочном роторе при отсутствии пружины 2.
В роторе 9 подъема дополнительных втулок на участке огибания цепньм конвейером 13 под действием копира 25 (фиг.2) стержни 23, закрепленные на ползунах 24, входят в радиальные отверстия 16 дна стаканов 15 конвейера 13, взаимодействуют с нижним торцом дополнительных втулок 18 и поднимают их в верхнее положение, а затем опускаются в исходное положение. В верхнем положении дополнительные втулки 18 фиксируются упругим кольцом 19. При этом положении цилиндрическая поверхность 20 охва- тьшает верхний конец пружины 2, а поверхность 21 располагается несколько выше торца пружины. Этим обуславливается надежное попадание внутрь пружины 2 штока 3 в последующем загру- 25 зочном роторе 10.
В загрузочном роторе 10 штоками (фиг.1) производится поштучная подача штоков 3 под действием собственного веса. При этом штоки помещаются нижним концом внутрь пружины, но не входят в отверстия чашечек, средняя часть охватьшается поверхностью 21 приспособления-спутника 14, а в целом штоки могут занимать положение с перекосом.
В роторе 11 сборки (фиг. 3) на участке огибания конвейером 13 происходит следующее.
На первом этапе опускаются рабочие головки 27. При этом посадочное гнездо 32 рабочего торца наружной втулки 28 находит на стакан 15 приспособления-спутника 14, осуществляя центра- цию подпружиненного стержня 30 с по30
35
40
стержня 30. При этом производится гарантированная вставка ранее сцентрированного штока 3 в чашечку 1,сжатие пружины 2 и выведение нижнего конца штока 3 из нижней части чашечки 1.
На заключительном этапе производится расклепка нижнего конца штока устройством 26 расклепки и затем подъ ем рабочей головки 27.
Собранные золотники транспортируются в ротор 12 сброса (фиг.1),где сбрасываются в сборник 35 готовой продукции. Разгруженные приспособления-спутники 14 конвейером 13 вновь подаются под загрузку чашечками 1 и процесс повторяется.
Формула изобретения
Роторно-конвейерная линия для сбор ки комплекта деталей, содержащая установленные в технологической последовательности загрузочные роторы и ротор сборки с рабочими головками, связанные цепным конвейером с приспособлениями-спутниками, имеющими корпус в виде стакана, внутренняя по верхность которого является базирующей, отличающаяся тем, что, с целью повьш1ения надежности сборки золотников к вентилям для пневматических камер и шин, состоящих из деталей чашечка - пружина шток, она снабжена ротором подъема, а каждое приспособление-спутник снабжено дополнительной втулкой с фиксатором, установленной коаксиально внут ри стакана с возможностью осевого пе ремещения относительно него, при этом внутренняя полость дополнительной втулки выполнена в виде сопрягающихся по диаметру цилиндрических и кони ческих поверхностей, а в дне стакана выполнены сквозные радиальные и оселостью дополнительной втулки 18 и ос- вое отверстия, причем осевое отверстанавливается. Центрирующее гнездо 31 подпружиненного стержня 30 взаимодействует с головкой 3, устанавливая его по оси приспособления-спутни- ка 14 и чашечки 1. Это положение показано на фиг.1.
На втором этапе продолжает двигаться вниз до момента встречи с дополнительной втулкой 18 только внутренняя втулка 29. Затем дополнитель- нал втулка 18 вместе со штоком 3 перемещается вниз под действием виут- ренней втулки 29 и подпружиненного
5
0
5
0
5
0
стержня 30. При этом производится гарантированная вставка ранее сцентрированного штока 3 в чашечку 1,сжатие пружины 2 и выведение нижнего конца штока 3 из нижней части чашечки 1.
На заключительном этапе производится расклепка нижнего конца штока устройством 26 расклепки и затем подъем рабочей головки 27.
Собранные золотники транспортируются в ротор 12 сброса (фиг.1),где сбрасываются в сборник 35 готовой продукции. Разгруженные приспособления-спутники 14 конвейером 13 вновь подаются под загрузку чашечками 1 и процесс повторяется.
Формула изобретения
Роторно-конвейерная линия для сборки комплекта деталей, содержащая установленные в технологической последовательности загрузочные роторы и ротор сборки с рабочими головками, связанные цепным конвейером с приспособлениями-спутниками, имеющими корпус в виде стакана, внутренняя поверхность которого является базирующей, отличающаяся тем, что, с целью повьш1ения надежности сборки золотников к вентилям для пневматических камер и шин, состоящих из деталей чашечка - пружина - шток, она снабжена ротором подъема, а каждое приспособление-спутник снабжено дополнительной втулкой с фиксатором, установленной коаксиально внутри стакана с возможностью осевого перемещения относительно него, при этом внутренняя полость дополнительной втулки выполнена в виде сопрягающихся по диаметру цилиндрических и конических поверхностей, а в дне стакана выполнены сквозные радиальные и осетие дна стакана совпадает по размеру с отверстием нижней цилиндрической части дополнительной втулки, кроме того, каждая рабочая головка ротора сборки выполнена в виде связанных с приводом наружной и внутренней коаксиальных втулок и внутреннего подпружиненного стержня, на рабочем конце которого выполнено центрирующее гнездо под деталь - шток, собираемого комплекта, а на рабочем торце наружной втулки выполнено посадочное гнездо под стакан приспособленияспутника, а внутренняя втулка имеетют возможность расположения в ради- возможность взаимодействия своим тор-альных отверстиях дна стакана для .цом с торцом дополнительной втулки, -взаимодействия с нижним торцом допри этом рабочие элементы ротора подъ- ,полнительной втулки приспособления- ема выполнены в в.иде стержней и име-спутника.
76 1
Шиг.1
Фиг 2
dS
| Машина для сборки клапанов аэрозольных упаковок | 1974 |
|
SU638019A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
