1
Изобретение относится к области струйно-абразивной обработки внутренней поверхности труб и может найти применение в теплоэнергетике, химической технологии и машиностроении.5
Известно устройство для очистки внутренней поверхности труб уплотненным слоем свободного абразива, выполненное в виде установленной с возможностью перемещения внутри обрабатываемой трубы го- Ю ловки с двумя скрепленными между собой торцовыми крышками .
Недостатком такого устройства является то, что обработку осуществляют уплотненным слоем свободного абразива, который 15 поджимают к обрабатываемой трубе эластичной оболочкой, в результате чего обработку осуществляют практически одними и теми же зернами абразива, т. е. нет смены абразива.20
Целью изобретения является интенсификация процесса очистки путем создания вихревого абразивно-струйного потока.
Это достигается тем, что в одной из торцовых крыщек вихревой камеры, например 25 в той, которая соединена со щтангой, по периферии выполнены наклонные щели или отверстия для подачи воздуха, ось которых расположена под углом к оси головки, а в другой торцовой крышке, в центральной ее зО
части, выполнено центральное отверстие для выхода воздуха головки.
При такой обработке очистка внутренней поверхности трубы происходит плотным слоем абразивных частиц (дроби), враш,ающимся в вихревой камере.
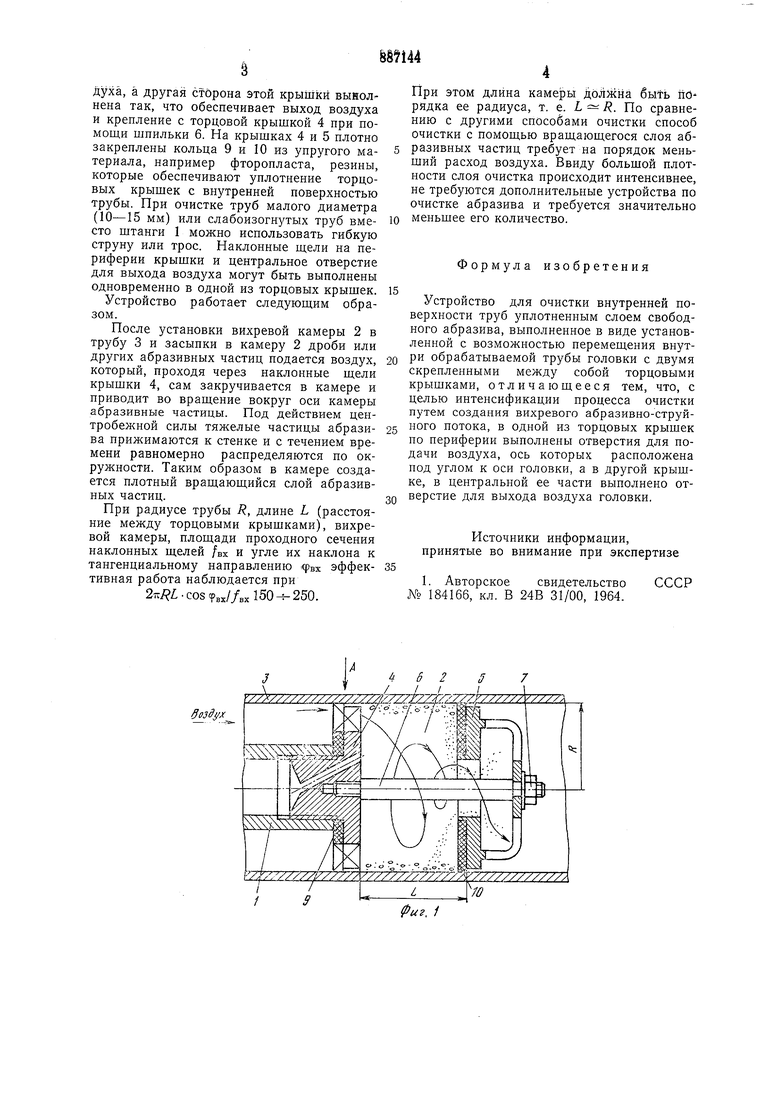
На фиг. 1 схематично представлено устройство для струйно-абразивной очистки внутренней поверхности труб; на фиг. 2 - вид по стрелке А на фиг. 1.
Устройство для очистки внутренней поверхности труб состоит из штанги 1 и, соединенной с ней головки типа вихревой камеры 2, находящихся внутри очищаемой трубы 3. Вихревая камера 2 образована торцовыми крышками 4 и 5, соединенными между собой с помощью расположенных вдоль оси шпильки 6 и гайки 7. По периферии торцевой крышки 4 выполнены наклонные щели или отверстия 8 для входа газа, обеспечивающие его вращательное движение в вихревой камере 2. В центральной области этой крышки выполнено сквозное отверстие, сообщающее полость камеры с полостью штанги, для добавления абразива в камеру при очистке длинных труб большого диаметра или для первоначальной загрузки абразива. В торцовой крышке 5 со стороны вихревой камеры 2 выполнено центральное отверстие для выхода воздуха, а другая стброна этой крышки вьшоЛ йена так, что обеспечивает выход воздуха и крепление с торцовой крышкой 4 при помош,и шпильки 6. На крышках 4 и 5 плотно закреплены кольца 9 и 10 из упругого материала, например фторопласта, резины, которые обеспечивают уплотнение торцовых крышек с внутренней поверхностью трубы. При очистке труб малого диаметра (10-15 мм) или слабоизогнутых труб вместо штанги 1 можно использовать гибкую струну или трос. Наклонные ш,ели на периферии крышки и центральное отверстие для выхода воздуха могут быть выполнены одновременно в одной из торцовых крышек. Устройство работает следующим образом. После установки вихревой камеры 2 в трубу 3 и засыпки в камеру 2 дроби или других абразивных частиц подается воздух, который, проходя через наклонные ш,ели крышки 4, сам закручивается в камере и приводит во вращение вокруг оси камеры абразивные частицы. Под действием центробежной силы частицы абразива прижимаются к стенке и с течением времени равномерно распределяются по окружности. Таким образом в камере создается плотный вращающийся слой абразивных частиц. При радиусе трубы К, длине L (расстояние между торцовыми крышками), вихревой камеры, площади проходного сечепия наклонных щелей /вх и угле их наклона к тангенциальному направлению -фвх эффективная работа наблюдается при cos ср,//, 150 250. При этом длина кам&ры ДоЛЯсна ёь№ь пО рядка ее радиуса, т. е. L - R. По сравнению с другими способами очистки способ очистки с помощью вращающегося слоя абразивных частиц требует на порядок меньший расход воздуха. Ввиду большой плотности слоя очистка происходит интенсивнее, не требуются дополнительные устройства по очистке абразива и требуется значительно меньщее его количество. Формула изобретения Устройство для очистки внутренней поверхности труб уплотненным слоем свободного абразива, выполненное в виде установленной с возможностью перемещения внутри обрабатываемой трубы головки с двумя скрепленными между собой торцовыми крышками, отличающееся тем, что, с целью интенсификации процесса очистки путем создания вихревого абразивно-струй потока, в одной из торцовых крышек по периферии выполнены отверстия для нодачи воздуха, ось которых расположена под углом к оси головки, а в другой крышке, в центральной ее части выполнено отверстие для выхода воздуха головки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство NO 184166, кл. В 24В 31/00, 1964.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ВНУТРЕННИХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ СВОБОДНЫМ АБРАЗИВОМ | 2013 |
|
RU2558782C2 |
| УСТАНОВКА АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ ВНУТРЕННЕЙ РЕЗЬБОВОЙ ПОВЕРХНОСТИ МУФТЫ И ИНСТРУМЕНТ АБРАЗИВНО-СТРУЙНОЙ ОЧИСТКИ | 2003 |
|
RU2242298C1 |
| Устройство для очистки круглого проката от окалины | 1989 |
|
SU1664437A1 |
| Устройство для очистки проволоки от окалины | 1987 |
|
SU1507488A1 |
| УСТРОЙСТВО ДЛЯ СТРУЙНО-АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2004 |
|
RU2376127C2 |
| Способ обработки внутренней поверхности труб и устройство для его осуществления | 1981 |
|
SU1002054A1 |
| Устройство для абразивно-струйной очистки корпуса судна | 1988 |
|
SU1574505A1 |
| УСТРОЙСТВО ДЛЯ ГИДРОАБРАЗИВНОЙ ПОВЕРХНОСТНОЙ ОБРАБОТКИ | 1992 |
|
RU2071409C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| Устройство для гидроабразивной обработки деталей | 1977 |
|
SU740485A1 |

do33yj(
д 4ffud А
