В ocHOBHOiM авт. св. ЛГ9 60938 описан способ полуавтоматической дуговой электросварки при помощи устройства, состоящего из направляющей, вдоль которой по мере оплавления электрода, может перемещаться его держатель. Этот способ предусматривает возможность сваркп под любым углом с любым наклоном направляющей и при одновременной работе нескольких сварочных приспособле И1Й. Однако он не обеспечивает автоматическое зажигание дуги на каждом последующем электроде при полном оплавлении ранее работающего.
Предложенный описываемый способ позволяет устранить этот недостаток, благодаря чему достигается автоматизация процесса сварки при работе с несколькими устройствами. Для этой цели электроды располагаются один за другим вдоль шва и устанавливаются так, чтобы при оплавлении первого по порядку работы электрода, дуга автоматически переходила на конец второго электрода без перерыва сварочного процесса. При этом все электроды подключаются к источнику сварочного тока параллельно.
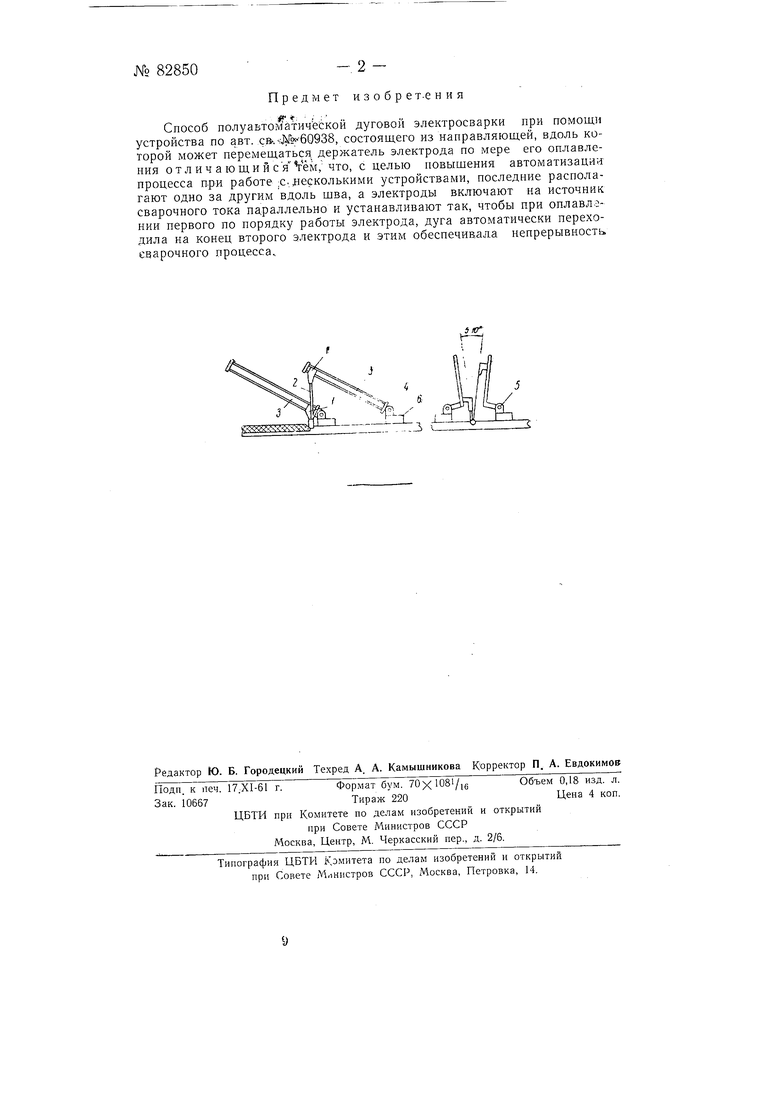
На чертеже приведен эскиз установки сварочных зстройств при электросварке по предлагаемому способу.
Держатели / электродов 2 монтируются в направляющих 3, угол наклона которых .может изменяться с по.мощью щарнира 4, с целью регулирования скорости сварки. Для установки электрода поперек щва предусмотрен щарнир 5, а для закрепления направляющей 3 на свариваемом изделии - электромагнит 6. Все электроды подключаются к источнику сварочного тока параллельно.
Направляющие 3 с электродами 2 располагаются вдоль сварочного щва одна за другой. После оплавливания первого по порядку работы электрода, который в процессе сварки перемещается по направляющей 3 дуга автоматически переходит на последующий электрод, который установлен в месте, где оканчивается процесс сварки первым электродо.м..
Предмет изобрет.ения
.,.г ,;..
Способ полуавтоматической дуговой электросварки при помощи
устройства по авт. ев-.4JVa60938, состоящего из направляющей, вдоль которой может перемещаться д,ержатель электрода по мере его оплавления от л ич а ю щи и ,что, с целью повыщення автоматизации процесса при работе ,с..несколькими устройствами, последние располагают одно за другим вдоль шва, а электроды включают на источник сварочного тока параллельно и устанавливают так, чтобы при оплавлении первого по порядку работы электрода, дуга автоматически переходила на конец второго электрода и этим обеспечинада непрерывность сварочного процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ дуговой электрической сварки | 1940 |
|
SU63293A1 |
| Способ электрической стыковой сварки | 1943 |
|
SU69449A1 |
| Способ автоматической дуговой сварки | 1945 |
|
SU118122A1 |
| Способ многоэлектродной дуговой сварки плавящимися электродами | 1983 |
|
SU1142242A1 |
| Способ дуговой электрической сварки | 1942 |
|
SU64518A1 |
| СПОСОБ СВАРКИ | 2000 |
|
RU2191665C2 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ЧУГУНА | 1994 |
|
RU2076027C1 |
| Способ дуговой сварки в защитных газах в узкую разделку с поперечными колебаниями электрода | 1986 |
|
SU1323288A1 |
| Способ сварки дугой, перемещаемой магнитным полем | 1960 |
|
SU143176A1 |
| Способ получения сваркой сплавапЕРЕМЕННОгО ХиМичЕСКОгО COCTABA | 1979 |
|
SU823026A1 |
ыо
