Изобретение относится к области порошковой металлургии, в частности к.способу изготовления изделий из порошка изостатическим горячим прессованием.
Известен способ изготовления спеченных изделий из порошка, предусматриваюший загрузку порошка в контейнер, вакуумирование, герметизацию, холодное затем горячее изостатическре прессование 1.
Известен также способ изгртовлещя спеченных изделий, предусматривающий помещение порошкообразного материала в металлическую капсулу, снабженную вытяжной трубой, вакуумирование при нагреве с после/Сующим повышением давления п печи, уплотнением вьшускной трубы, ее сжатием, герметизацией и окончательным горячим прессованием 2.
Известный способ является наиболее близким по технической сущности и достигаемомуэффекту к предложенному.
Недостатком известных способов являет: ся неполная герметизация капсулы в процессе нагрева и прессования, что ведет к снижению плотности прессуемых изделий и их качества.
С целью повышения качества изделий предложен способ, который отличается от известного тем, что перед прессованием проводят дополнительную - герметизацию
капсулы путем помещения в 1тяжной трубы в кожух и заполнения .пространстве между кожухом-й трубой порошкообразной промежуточной средой. . ..
Сущность способа заключается в том, что помещенный в капсулу порошкообразный материал подвергают нагреву, вакуумированию, герметизируют капсулу сжатием вытяжной трубы, после сжатия трубу обрезают, заваривают и выступающую часть трубы помещают в кожух с порошкообразной промежуточной средой, порошкообразная промежуточная среда состоит из уплотненного металлического или керамического порошка или кольцевого наполни. тельного тела. Роль промежуточной среды может выполнять;- 2.акже наполнительное тело совместно с порошком, заполняющигл зазор между кожухом, трубой г, наполнительным телом.
Кожух защищает вытяжную трубу, которая ослабляется при нагреве и прессовании от непосредственного влияния сжатого газа, а также предотвращает появление вредных составляющих в сжатом газе. Кожух играет роль второго барьера для газа. Порошкообразная промежуточная среда определяет предел деформации кожуха.
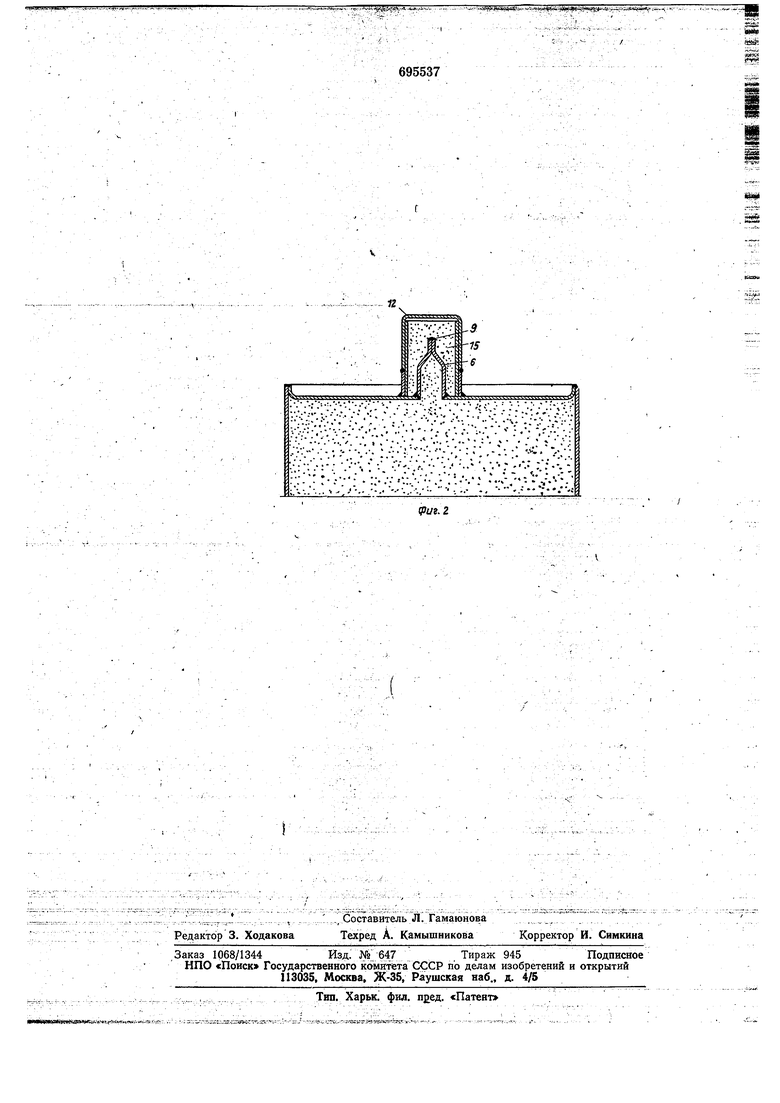
На фиг. I и 2-представлено устройство, реализующее предлагаемый способ.
.- iEe
l sлйЦ-/ у 130 дЁг е зч4 й у Д ет аг -уШг Ф Д- 53S .ь -v.--- . - ««l-msm)..- t.,.fi «j«iv.rfa ifaiy Способ осуществляется (Следующим образом. Корпус / наполняют порощком 2. Ко рпус состоит из цилиндра 3, быиЬйнгеИйЬго из листового металла, с крыщкой 4, которая гё1рметйчн6 соединяется с цилиндром 5 при помощи сварного щва 5. Вытяжная труба 6 гермет 1чро крепится к крыщке 4 .при помощи (Сварного щва 7 eoKfiJ F°WM f- стия 8. После вакуумирования порошка в корпусе вытяжную трубу 6 подогревают, Tio т ем атуры, при которой осущёстляется деформация трубы. Затем трубу обрезают и сваривают в ме|сте отреза швом 9, благодаря Чевду осуществляется Постоянная герметичность. Корпус снабжен кольцом 10, iffdTopoe герметично прикреплено к крышке 4 при помощи сварного щва //.Назначение этого кольца (Состоит Б ом, чтобы об лётчйть соединение корпуса / с кожухом /2. После сварки вытяжной трубы 6 к кольцу 10 герметично крепят трубу 13 с пбмОщбЯГсварного щва /4,- после Чего ffpOCTpTtrcTEo между вытяжной трубой 6 й 1 бЖцрм 10, а также 13 &ШШШГ 6- рошком /5. После чего трубу 73 fKjpbi- вают крыщкой 16, которую крепят к трубе 13 CBapHHji швом /7. Затем ос ШбТОЭШЙт горячее прёссовайие. - Кожух7 расположенный над Ъытяжной трубой 5, образует второй бартер я газа, что существенно уменьщает риск появления утечек сжитого газа ff тп рЬцёёсё Щ5йчёго прессования. В коЖух может бь1ть Ъодан безвредный газ между sejpiaaMHnoppiriKobeразноло материала. Поэтому угмотненная вытяжная труба в процессе нагрева оказы 13fe; JC Г
и-«.
gysrty MIsagsrgs;:
ЛЦ Ш1 Ц вается защищенной. При этом исключается опасность воздействия атмосферы вокруг dptryea и твозможносте возникновения трёйщц в Месте уплотнения. . . П рошр1,а лючё:Нн,ый между вытяжной трубой: й 1Ко|кухдм, прёдназнйЧёй Для ограничения деформации кожуха. В качествё пр(межуточной порощкообраг1ной SpSlfei hicifOTtE ypT порощок окиси алюминия или подвергаемый прессованию цороiuoK. Порошкообразная передающая должна иметь фактор наполнения по крайней мере 50% , чтобы выдержать дефоргШциЮ Ниже заданного уровня. - .к « Формула изобретения ГСпосрб изготовления спеченных изделий, включающий помещение порошкообразного Материала в капсулу с вытяжной трубой, нагрев, вакуумирование, гермет1йзВЕСИю капсулы сжатием вытяжной трубы ТГев свариваниемTI горячее изостатическое претервание, о;т л ичающийся тем, что, -сШжш ШЗВйгхЦеЦия качества изделий, пе-рбД Прёс 8ажей проводят дюполнительуВТерйШГ§йй;иТЗ Т агО помещения вытяжной трубы в кожух и зацолнения Й бТрЖнстай между кожухам и Tpy6jDU порошкообразной промежуточной средой. Источники информации, принятые во ВШШЗние при эк Спертизе: «Металлургия, 1975, № 6, 6Т567. ,„ -. ; , 2. Патент Швеции № 348129, кл. В 22 F 3/00, 1972. „J

,s.sasrJAi :,SsJ5(§&iiij;Su,-2.е«зй.5ь,.. 5«ч«а.мя г г-,л 1-лм«йЯ1 р} 8ггр 5 -,- ffiis.к-c .- Ь.,,.- ..... .ь.. - .. - -tiff i- -c i.
r
695537
