(54) УСТРОЙСТВО ДЛ.Я СБОРКИ ДЕТАЛЕЙ ТИПА ВАН-ВТУЛКА
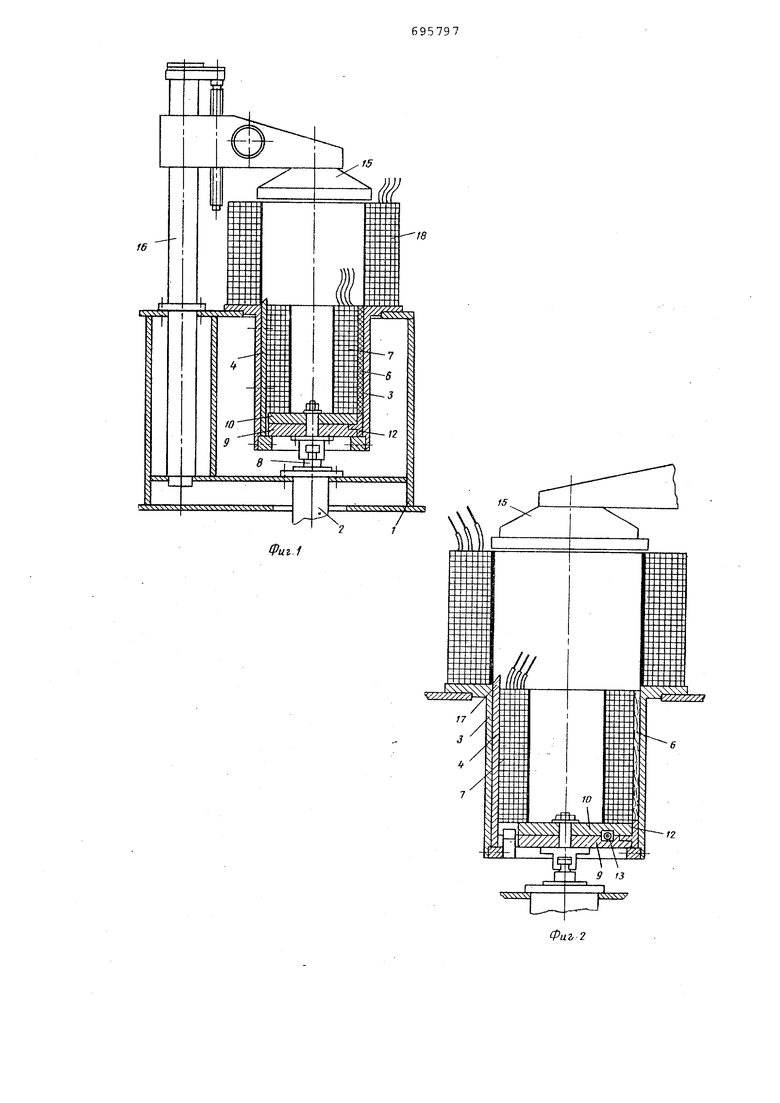
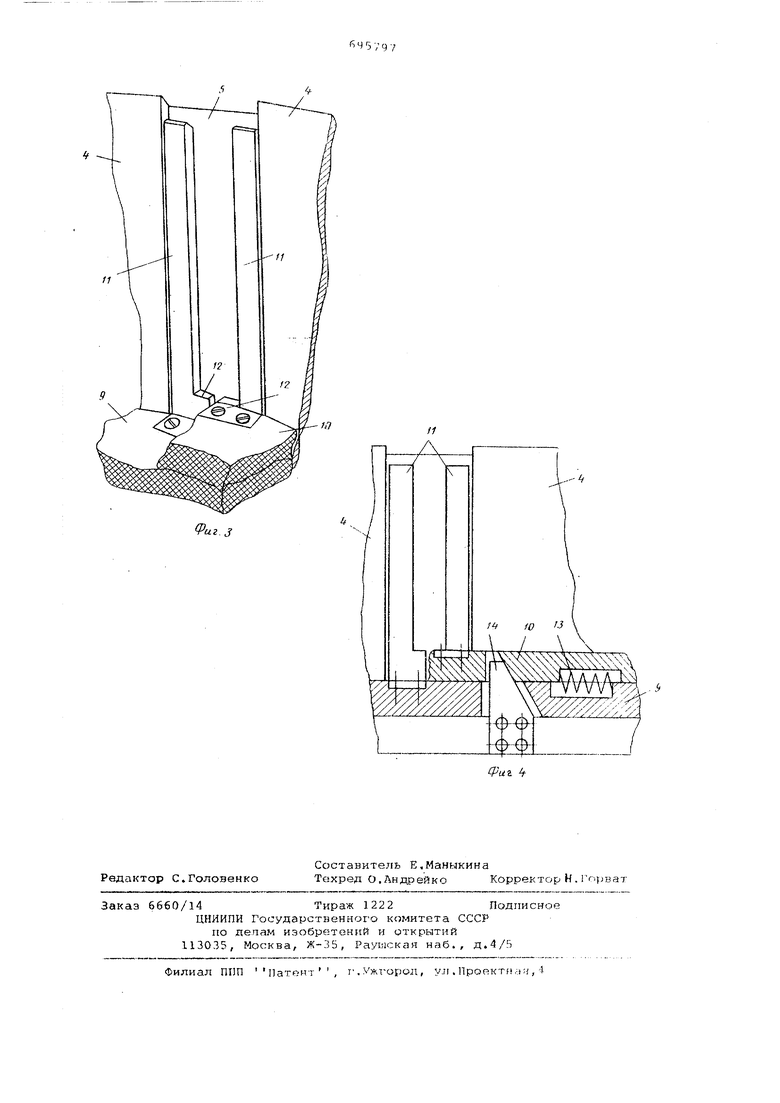
леднвй жестко укреплены дуговидные а сечении промежуточные элементы 4, установленные с интервалами., образующими пазы 5 для установки дистанционных реек 6, размещаемых на поверхности охватываемой обмотки 7 пэ ред ее запрессовкой .в охватынающувд Обмотку. На штоке 8 силового цилиндра 2 устновлена прессующая пята 9,, концентрично которой расположена Гильза Зр для установки одной из собираемых деталей, например обмотки 7 На прессующей пяте 9 с вoз 4oжнocтью относительного поворота установлен диск 10 и ступенчатые гшанки :i. 1,расположенные попарно по перифери прессующей пяты 9 и размещенные в прпродольных пазах 5, выполненных в гильзе 3 Планки каждой пары обрагдеМы ступенями друг к и oggfisyroT выступ 12f при этом одна планка пары Закреплена на прессующей пяте 9, а Другая - на диске 10, подпружиненном Пружиной 13 к прессующей пяте 9.
Прессующая пята 9 служит для по™ дачи охватываемой обмотки 7, а выЗтупы12 - для подачи дистанционных ipesK б в охватывающую обмотку
Зажим реек б осуществляется за счетпроворота диска 10 под действием пружины 13s Разводка планок 11 дл установки новых реек 6 осуществляетс в исходном положении прессующей пяты 9 клином 14.
Силовой цилиндр 2 и гильза 3 с дуговидными элементами 4 расположены вертикально, а опорная плита 15, удерживающая охватывающую обмотку, установлена над нигуш консольно на колонне 16 с возможностью перемеш.ения вдоль и вокруг ее оси.
Для ориентированной установки охватывающей обмотки концы.17 дуговидных элементов 4 выступаьэт из гиль эы 3 и срезаны на клин от наружнс го диаметра к внутреннему
Для сборки обмоток разных типоразмаоов гильза 3 и прессующая пята 9 выполнены съемными и могут заменяться.
При сборке обмоток охватываем то обмотку устанавливают на прессующую ., находящуюся в исходном положении у нижней кромкй гильзы 3, Планки 11, расположенные в пазах 5, нескольк9 раздвинуты. По поверхности обмотки 7 между планками 11 устаыаБливают дистанционные рейки 6, перекрывающие обмотку по всей высоте, параллельно ее оси, Охватывающую обмотку 18 одевают на выступающие концы 17 дуговидных элементов 4 гильзы Зр подводят опорнук плиту 15 и устанавливают с небольшим зазором над охватывающей обмоткой, В процессе запрессовки пята 9 освобождается от клина 14;, и планки 11 зажимают дистанционные рейки преждеf чем охватываемая обмотка с рейКЕьМи входит в ох,ватывающую обмотку.
После запрессовки отводят опорную плиту 15 в сторону от обмотки, вручную проворачивают диск 10, разводя при атом планки 11, и возвращают пяту 9 с планками в исходное положение, а собранные обмотки снимают с устройства, В дальнейшем цикл повторяется. 0 Использование предлагаемого устройства позволит сэкономить за счет повышения производительности сборки обмоток до 20000 руб. в год.
Формула изобретения
Устройство для сборки, деталей тип вал-втулка с расположенными между ними промежуточным элементами, содежащее смонтированные в корпусе опорную плитуf силовой цилиндр с закрепленной на его штоке прессующей пятой и гильзу,,-расположенную концентрично прессующей пяте для установки одной из деталей, отличающееся тем, что, с целью обеспечения сборки деталей типа обмоток трансформатора, оно снабжено соосно установленным на прессующей.пяте с возможностью относительного поворота подпружиненным диском, а также ступенчатыми планками, уст-ановленнымй попарно по периорерии прессующей пяты и размещенными в продольных пазах, выполненных в гильзе, при этом планки каж,цой пары обращены ступенями друг- к другу, и одна из них закреплена на прессующей пяте, а другая - на диске
Источники информации, принятые во внимание при экспертизе
1.. Авторское свидетельство СССР № 272795, кл, В 23 Р 19/02, 1970.
2„ Патент США № 3604090, кл„ 29-159R 1971 (прототип),
Фиг.1
(Риг.З

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки узлов деталей типа вал-втулка | 1978 |
|
SU749618A1 |
| СПОСОБ ПОДГОТОВКИ ОБМОТКИ ТРАНСФОРМАТОРА К ПРЕССОВАНИЮ | 2010 |
|
RU2449400C1 |
| Рейка для обмоток трансформаторов | 1932 |
|
SU37188A1 |
| Активная часть трансформатора | 1985 |
|
SU1267493A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для запрессовки штырей в корпусные детали | 1978 |
|
SU742096A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| Способ изготовления реек каркаса реактора высокочастотного заградителя с пазами для витков катушек | 2017 |
|
RU2664011C1 |
| УСТРОЙСТВО ДЛЯ ОДНОНАПРАВЛЕННОГО ПРЕССОВАНИЯ ОБМОТОК СИЛОВЫХ ТРАНСФОРМАТОРОВ | 2010 |
|
RU2423747C1 |