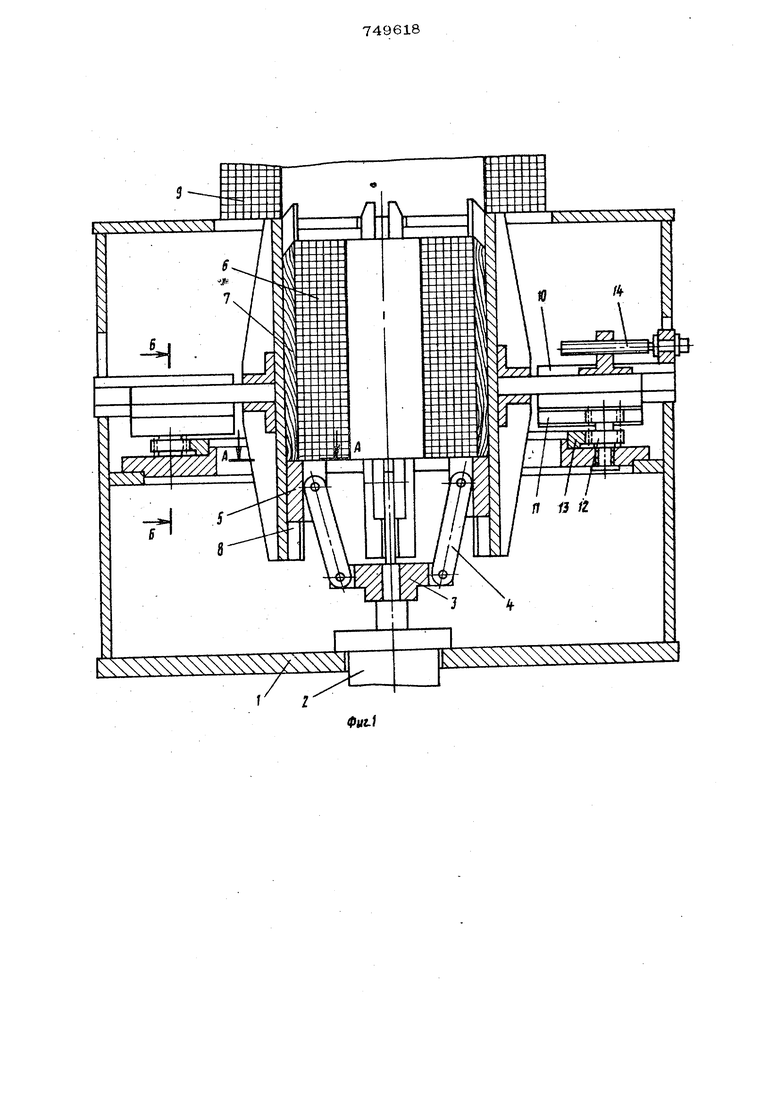
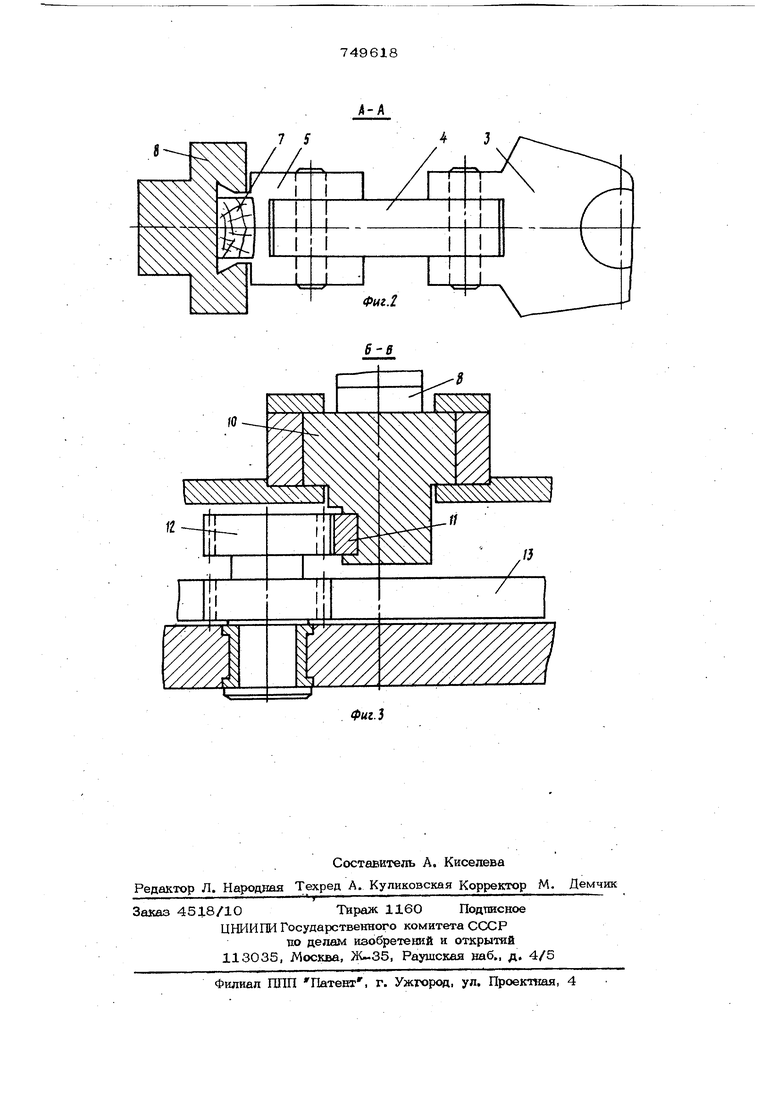
Изобретение относится к сборочному произвйдству, в частности, к оборудованию для сборки запрессовкой обмотсяс силовьгх трансформаторов с промежуточными элеме тами. Известно устройство для сборки узлов, содержащее смонтированный на основании испольнительный орган в виде -приводной траверсы, связанный через рычаги с упора ми, воздействующими на торец запрессовы ваемой детали l. Однако известное устройство не обеспечивает качественной сборки узлов деталей, например обмоток силовых трансфори маторов различных типоразмеров с промежуточными элементами, так как не име механизмов фиксации и направленного перемещения для промежуточных элементов. Целью изобретения является обеепечбние качественной сборки узлов деталей, например, обмоток силовых трансформаторов с промежуточными элементами, и повышение производительности., Это достигается тем, что устройство для установки запрессовываемой детали снабжено кассетой, выполненной в виде отдельных расположенных по окружности приводных планок с пазами на внутренних поверхностях для расположения в них промежуточных элементов, а привод планок выполнен в виде жестко соединенных, с планками ползунов, связанных между собой реечно-зубчатой передачей, при этом упоры установлены в пазах планок. На фиг. 1 представлено устройство для сборки узлов деталей типа вал-втулка; на фиг, 2 - разрез по А-А фиг. 1; на фиг. 3 - ршзрез по Бт-Б фиг. 1. Устройство содержит смонтированный в корпусе 1 на его опорной плите исполнительный орган выполненный в виде силоветО цилиндра 2, приводящего в движ&ние траверсу 3, шарнирно соединенную через рычаги 4 с упорами 5, и кассеты для установки запрессовываемой детали с промежуточными элементами, например обмотки 6 с промежуточными рейками 7.
Кассета выполнена в виде отдельных асположенных по окружности приводных ланок 8 с пазами на внутренних поверхостях цля установки в них промежуточых реек 7 и упоров 5. Форма пазов пла- 5 нок 8 выполнена в виде ласточкина хвоота, ширина yaicoft части паза позволяет своёоцно. вставлять промежуточную рейку 7, а глубина паза равна 0,8-0,9 толщины рейки 7 для o6ecne4eiraH плотного при- 10 жатия реек к поверхности запрессовываемой обмотки 6 в мр.мент сборки. Выстушющие концы тшанок 8 кассеты срезаны на клин с острием у внутренней -поверзшости ташнкк и образуют лтрерывис- 15 тую коническую поверхность, на которой центрируется своей внутренней поверх ностью обхватывающая обмотка 9.
Привод тшанок 8 ВЫПОЛНЕН в виде скретаюнных с тшанками ползунов 10, 20 связанных посредством зубчатых реек 11 через блоки шестерен 12. и центральную шестерню 13 Для осуществления тюре мещешш тшанок 8 служит регулировочный, винт 14, воздействующий на один из 25 ползунов 10.
Устройство работает следующим образом. Запрессовываемую обмотку 6 свободно устанавливают в кассету, планки 8 которой раздвинуты на соответствующий ти- 30 доразмер до соприкосновения с упораЛШ 5, находящимися в исходном положении., В пазы планок 8. вставляют промежуточные, рейки 7 и регулировочным винтом 14 вь бирают предварительный установочный за- 35 зор между обмоткой 6 рейками 7 и план-; ками 8, что надежно фиксирует обмотзку 6.
На выступающие концы планок 8 усте навливается внутренней поверхностью обхватывающая обмотка 9 и подводится упор удерживающий ее. Включается силовой цилиндр и производится запрессовка деталей. Посла запрессовки исполнительный орган возвращается в исходное положение, а собранные обмотки убираются. Цикл повторяется. Формула изобретения
Устройство для сборки узлов деталей типа вал-втулка, содержащее смонтированный на основании рабочий исполнительный орган в виде приводной траверсы, связанной через рычаги с упорами, воздействующими на торец запрессовываемой детали, отличающееся тем, что, с целью обеспечения качественной сборки узлов деталей, например обмоток силовых тра1юформаторов различных типоразмеров с промежуточными элементами, и повьшения производительности, оно-снабжено для установки запрессовьшаемой детали кассетой, выполненной в виде отдельных расположенных по окружности приводных планок с пазами на внутренних поверхностях для располоасения в них промежуточных элементов, а привод пданок выполнен в виде дсестко соединенных с планками ползунов, связанных между собой реечно«-зуб . чатой передачей, при этом упоры установ лены в пазах планок.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Нг 362686, кл. В 25Ъ27/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей типа вал-втулка | 1975 |
|
SU695797A1 |
| Устройство для запрессовки втулок | 1984 |
|
SU1183344A1 |
| СТАНОК ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ | 1994 |
|
RU2071898C1 |
| Устройство для запрессовки деталей типа кольцо-чашка | 1990 |
|
SU1759594A1 |
| Установка для армирования керамических изделий | 1985 |
|
SU1346432A1 |
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Устройство для запрессовки тонкостенных трубчатых заготовок | 1990 |
|
SU1750915A1 |
| Многопозиционный автомат для сборки корпусных деталей с деталями типа подшипников и крышек | 1974 |
|
SU545443A1 |
| Устройство для запрессовки втулок в корпусную деталь | 1987 |
|
SU1449308A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
W
fZ
