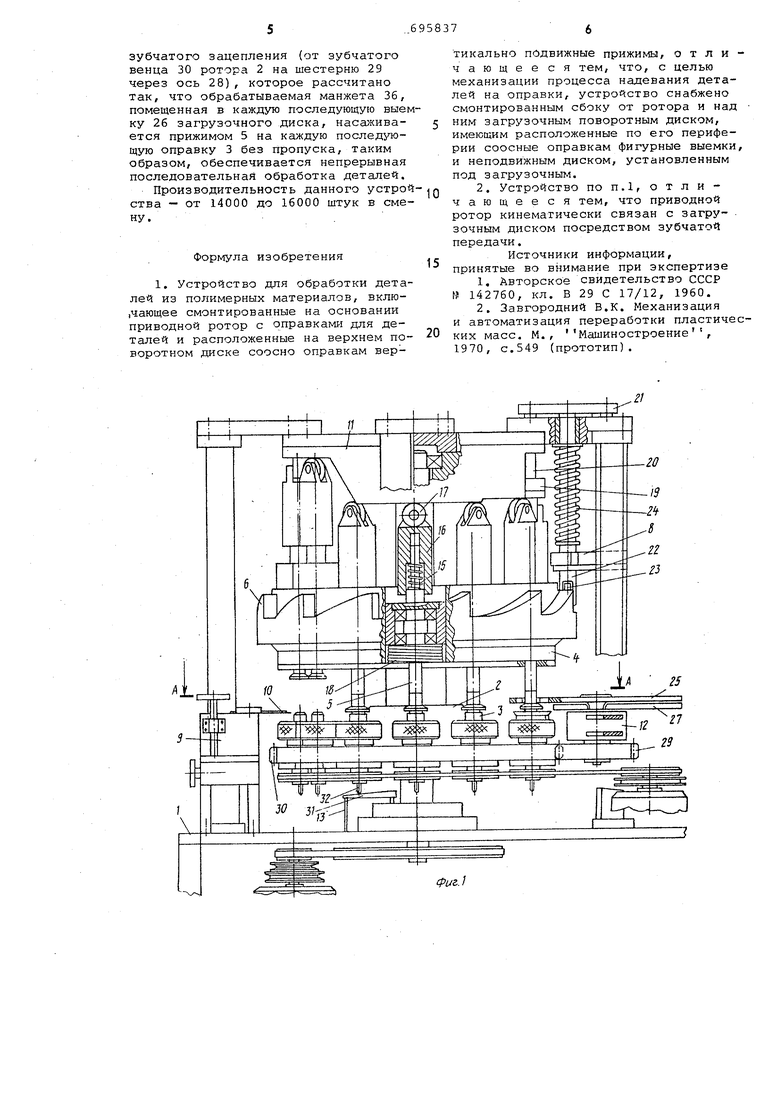
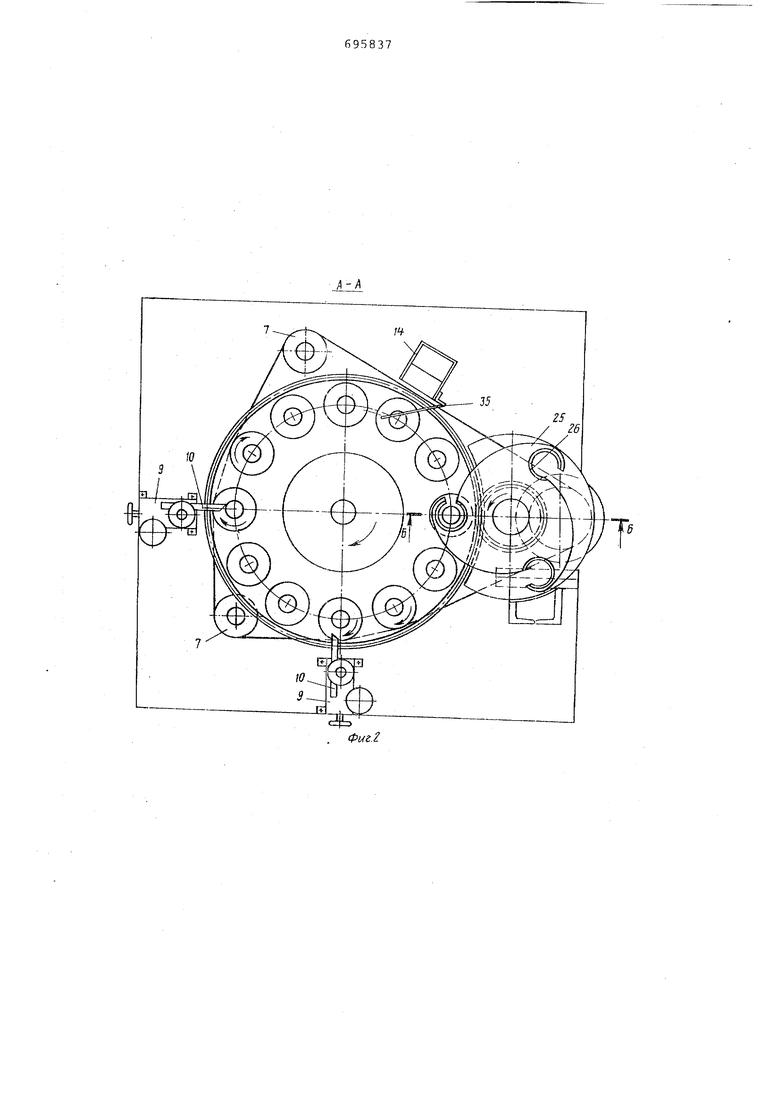
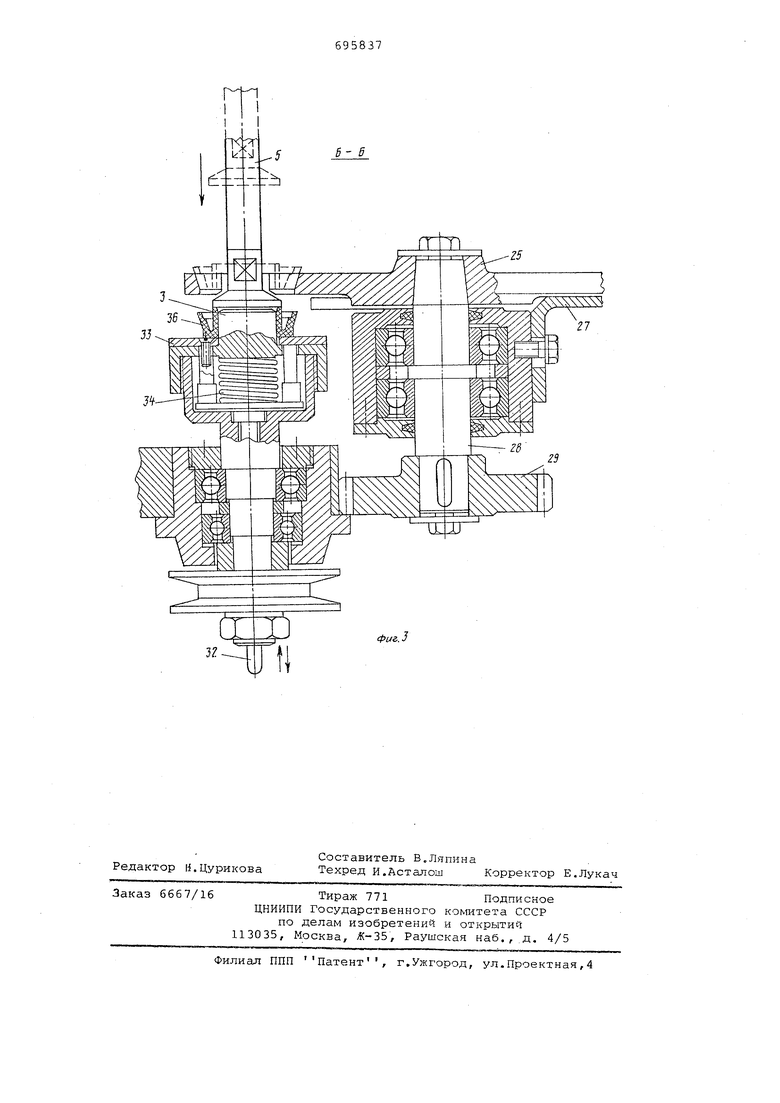
(54) i-СТРОйСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ - ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ Цель, изобретения - механизация процесса надевания деталей на опргшки. Это достигается тем, что устройст во снабжено смонтированным сбоку от ротора и над ним загрузочным поворотным диском, имеющим расположенные по его периферии соосные оправкам .фигурные выемки, и неподвижным диском, установленным под загрузочным. При этом приводной ротор кинемати чески связан с загрузочным диском посредством зубчатой передачи, На фиг.1 изображен общий вид устройства; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг, Устройство для обработки деталей из полимерных материалов содержит смонтированные на основании 1 привод ной ротор 2 с периодически вращающимися onpaBicaiviH 3 и верхний поворотный диск 4, на котором расположены вертикально подвижные прижимы 5, кол цевой копир 6,вспомогательные шкивы обеспечивающие периодическое вращени оправок 3, подающий механизм 8, резцедержатель 9 с режущим инструментом 10, неподвижный кольцевой копир 11, уэел 12 загрузки, сбрасывающий механизм 13 и приемный бункер 14. Прижимы 5 включают в себя демпфирующую прухсину 15, вставленную в кол пачок 16, с роликом 17 и пружину 13, Подающий механизм 8 содержит сухарь 19, шпильку 20, связанную через коромысло 21 с осью 22, на конце которой имеется ролик 23, и пружину 24 Узел 12 загрузки представляет собой загрузочный поворотный диск 25 с фигурными выемками 26 и расположенный под ним неподвижный опорный диск 27, смонтированные на оси 28, на которой закреплена шестерня 29, находящаяся в зацеплении с зубчатым венцом30 приводного ротора 2, Сбрасывающий механизм 13 включает копир 31, действующий через шток 32 на сбрасывающую шайбу 33, возвратную пружину 34 и сталкивающий флажок 35. Устройство работает следующим образом. Резиновую манжету 36 вставляют в фигурную выемку 26 поворотного загру зочного диска 25, причем эта выемка выполнена по форме, соответствующей конфигурации обрабатываемой детали с пазом для выхода прижимов. Для исключения случайного проскакивани манжеты 36 через фигурную выемку 26 во время закладки, предусмотрен неподвижный опорный диск 27, расположе ный с небольшим зазором под поворотным загрузочным диском 25. Загрузочний диск переносит манжету в определенную зону ротора 2 над одной из .оправок 3. В момент совпадения центральных осей оправки 3 и выемки 26 поворотного загрузочного диска 25, ролик 23 оси 22 соскакивает с выступа зуба кольцевого копира 6 и коромысло 21 через шпильку 20 сухарем 19 давит на прижим 5, который своим торцом, воздействуя на внутреннюю кромку манжеты 36, насаживает последнюю на оправку 3, при этом предварительно сжатая пружина 24 выпрямляется. Под воздействием прижима 5 манжета, деформируясь по наружному диаметру, проходит через выемку 26. Прижим 5 продолжает удерживать манжету на onpaBKe под воздействием неподвижного копира 11, ролика 17, колпачка 16 и демпфирующей пружины 15. После этого поворотный загрузочный диск 25 уходит из зоны насаживания манжеты на оправку, при этом фигурная выемка 26 освобождается от прижима. Далее ротор 2 переносит оправку 3 с насаженной манжетой 36, поджатой прижимом 5, к nepBOiviy резцедержателю 9 с режущим инструментом 10, Получая вращение при подходе к резцедержателю, оправка с манжетой Плавно накатывается на неподвижный режущий инструмент 10 и происходит обработка наружной рабочей кромки детали на заранее заданный размер с определенным жестким допуском. После этого прижим 5, благодаря изменению профиля неподвижного кольцевого копира 11, под действием сжатой пружины 18 поднимается, а оправка 3, вновь получая вращение, накатывается на второй режущий инструмент. 10, который обрабатывает внутреннюю рабочую кромку манжеты 36 на заранее заданный размер с определенным жестким допуском. Во время обработки внутренней рабочей кромки прижим 5 уже не фиксирует манжету и она удерживается за счет трения. После второй операции обработки оправка 3 с манжетой 36 попгицает на позицию разгрузки, где копир 31, воздействуя через шток 32 на сбрасывающую шайбу 33, снимает манжету с оправки, а флажок 35 сталкивает ее в приемный бункер 14. По окончании разгрузки копир 31 прекращает воздействовать на шток 32, а пружина 34 возвращает сбрасывающую шайбу 33 в исходное положение, свободная оправка 3 вновь перемещается к позиции загрузки и цикл повторяется. Вращающийся поворотный загрузочный диск 25 узла 12 загрузки имеет три фигурных выемки, расположенных равномерно по периферии под углом 120, в которые последовательно закладывают обрабатываемые детали. Привод поворотного загрузочного диска осуществляется посредством зубчатого зацепления {от зубчатого венца 30 ротора 2 на шестерню 29 через ось 28), которое рассчитано так, что обрабатываемая манжета 36, помещенная в каждую последующую вые ку 26 загрузочного диска, насаживается прижимом 5 на каждую последующую оправку 3 без пропуска, таким образом, обеспечивается непрерывная последовательная обработка деталей. Производительность данного устро ства - от 14000 до 16000 штук в сме ну. Формула изобретения 1. Устройство для обработки дета лей из полимерных материалов, вклю,чающее смонтированные на основании приводной ротор с оправками для деталей и расположенные на верхнем поворотном диске соосно оправкам вертикально подвижные прижимы, отличающее ся тем, что, с целью механизации процесса надевания деталей на оправки, устройство снабжено смонтированным сбоку от ротора и над ним загрузочным поворотным диском, имеющим расположенные по его периферии соосные оправкам фигурные выемки, и неподвижным диском, установленным под загрузочньом. 2. Устройство по п. 1, о т л и чающееся тем, что приводной ротор кинематически связан с загрузочным диском посредством зубчатой передачи. Источники информации, принятые во внимание при экспертизе 1,Авторское свидетельство СССР Г 142760, кл. В 29 С 17/12, 1960. 2.Завгородний В.К. Механизация и автоматизация переработки пластических масс. М., Машиностроение, 1970, с.549 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки деталей из полимерных материалов | 1981 |
|
SU1008000A1 |
| Автомат для двухсторонней обработки деталей | 1979 |
|
SU1020187A1 |
| ВСЕСОК^с? | 1973 |
|
SU368126A1 |
| Устройство для механической обработки пластмассовых изделий | 1990 |
|
SU1742081A1 |
| Устройство для резки труб | 1986 |
|
SU1450935A1 |
| Автоматическая линия роторного типа | 1986 |
|
SU1404231A1 |
| Механизм загрузки деталей к устройству для механической обработки | 1977 |
|
SU680900A1 |
| ПОЛУАВТОМАТ ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ДЕТАЛЕЙ ПОСЛЕ ЛИТЬЯ | 1972 |
|
SU324155A1 |
| Протяжной станок для обработки кольцевого паза в деталях типа дисков | 1983 |
|
SU1138266A1 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
JJ
Фиг.
