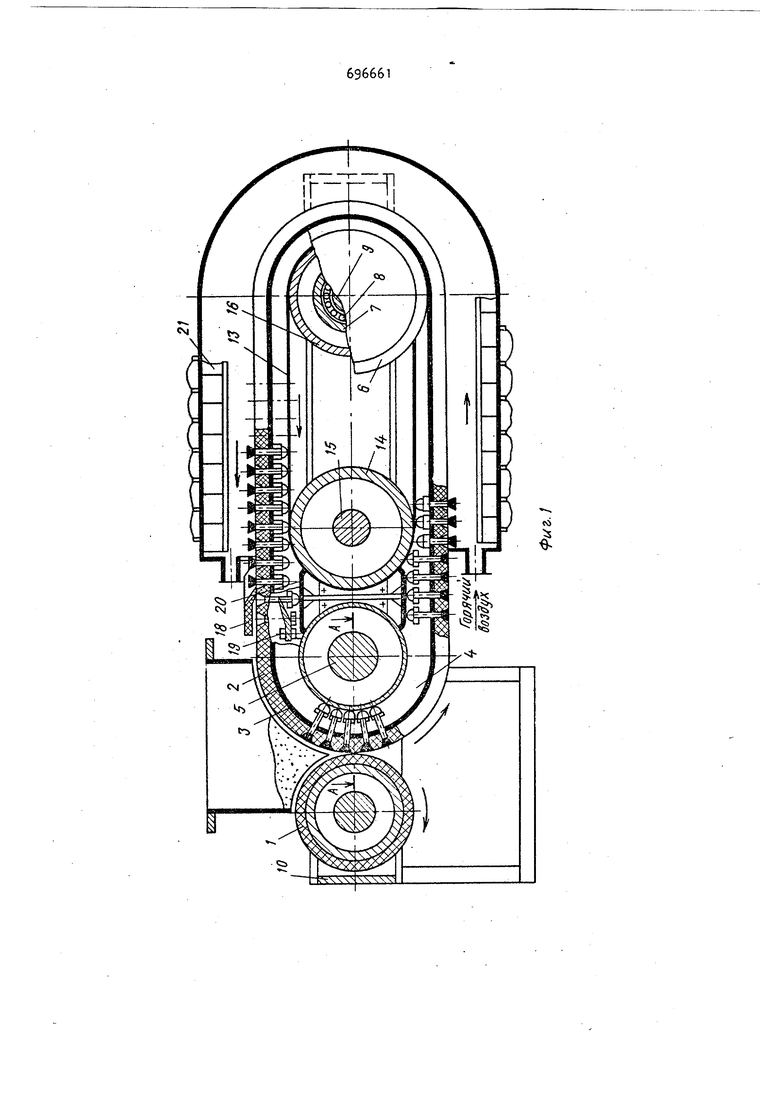
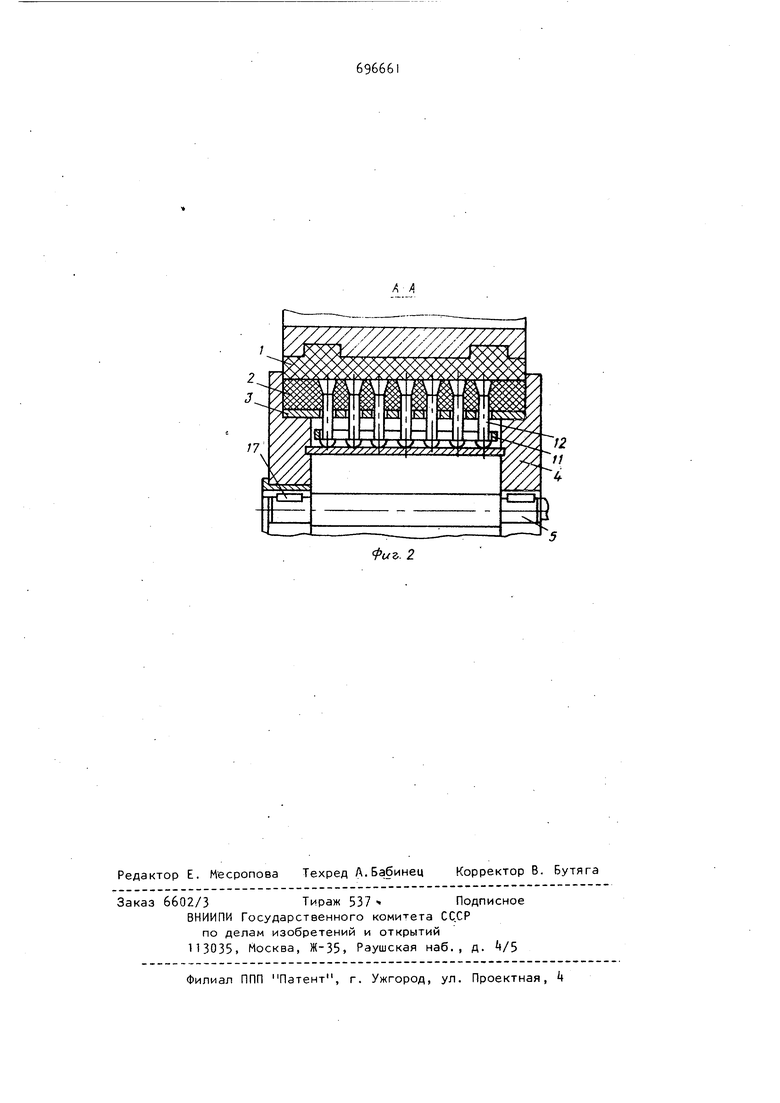
Од QD С 9) Од Изобретение .относится к способам получения таблеток из высоковлажных и пастообразных материалов на формую щих устройствах и -может быть использ i вано в химической, нефтехимической и других отраслях промышленности. Цзвестен способ, получения таблеток на формующем устройстве, включающий формование таблеток в отверстиях формующего элемента, вдталкивание толкателем таблеток из отверстий , и их удаление ij , Известный способ не позволяет получать таблетки из высоковлажных и, пастообразн.ых материалов из-за ограниченной возможности подсушки таблеток ввиду малой длительности периода прохождения их от формования до выталкивания и- удаления из отверс тий. , Изверте}н способ получения таблеток из высоковлажных и пастообразных материалов, включающий формование таблеток в отверстиях формующего элемента, перемещение элемента через зону сушки, выталк 1вание таблеток из отверстий формующего элемента и удал ние таблеток 2 . Однако подсушивание таб петок происходит только с одной торцо вой стор ны, что приводит к увеличению времени сушки и снижению производительности. При выталкивании таблеток из отверстий происходит ударный контакт толкателей с подсушенной таблеткой при сдвиге ее с места, это приводит к сминанию или разрушению таблеток и снижению качества. При удалении таблеток воздухом из отверстий значительная часть их разрушается. Целью изобретения является интенсификация процесса сушки, повышение производительности и качества. Поставленная цель достигается тем, что выталкивание таблеток из отверстий формующего элемента осуществляют перед сушкой с помощью толкателей, которые установлены в каждо отверстии формующего элемента. При .выталкивании таблеток перед сушкой на поверхность формующего элемента, увеличивается поверхность контакта таблетки с теплоносителем, так как подсушка таблетки осуществляется с внешнего торца и с боковых поверхностей. Это ведет к интенсификации процесса сушки, к уменьшению времени сушки и, следовательно, к увеличению 1 производительнрсти.и улучшению качества таблеток. . На фиг. 1 представлено устройство для осуществления способа получения таблеток из высоковлажнь х.и пастообразных MaTepMa,jriOB; на фиг. 2 разрез А -А на- фиг. 1. Устройство содержит запитывающий .валок 1, бесконечную эластичную формующую ленту 2, выполненную из кислотостойкой резины, к котрррй плотно прилегает с- внутренней стороны металлическая лента 3 натянутая на бобине Ц, закрепленной на валу 5ч бара бан 6, установленный с помощью гиль.зц 7 и подшипников 8 на оси 9. Ось 9. и вал 5 смонтированы на :ПoдuJИпникoвыx опорах (на чертеже не показаны) на раме 10. В соосные отверстия лент 2 и 3 и пазы планки 11 вставлены толкатели 1.2, взаимодействующие своими головками с бесконечной oпo)Koй лентой.13. смонтированной внутри металлической ленты3. Лента 13 натянута на бобину14, укрелленную на оси V5, и натяжн ую бобину 16,/установленную на гиль.зе 7 с помощью подшипников 8. Запитывающий валок 1 и ленты 2 и 3 снабжены приводом вращения (на чертеже не показан), с которым они связаны цилиндрической зубчатой передачей 17. Над поверхностью ленты 2 установлены ножи-сбрасыватели 18, j под нижней пове.рхностью ленты 3 установлен, копир 19 с помощью которого планки 11 и толкатели 12 возвращают ся в исходное положение. Для фиксации толкателей и предотвращения их выпадения из отверстий под ними смонтирован отражатель 20, выполненный из антифрикционного материала. В зоне перемещения таблеток около таблетирующей, машины установлены электронагреватели 21, заключенные в кожух, который охватывает ленту. В кожух подается горячий воздух. ч Устройство работает следующим образом. Запитывающим валком 1 продукт вмазывается в отверстия движущейся ленты 2. По мере продвижения таблеток с лентой в нижнее положение толкатели 12 вступают во взаимодействие со стальной упругой лентой 13, заставляя ее двигаться в том же направлении с одинаковой скоростью. При этом сами, толкатели, установлен ные в каждом отверстии формующего элемента, перемещаются в сторону внешней поверхност ; ленты 2 и устанавливаются своими торцами на одном уровне с внешней поверхностью ленты Таким образом, таблетки остаются связанными только с торцами толкателей 12. Вся поверхность таблеток, за исключением этой торцовой части, подвергается сушке в зоне действия электронагревателей. Далее таблетки ножом 18 сбрасываются в бункер, а ;планки 11 с толкателями 12 вступают во взаимодействие с копиром 19 и возвращаются в исходное положение. Затем цикл повторяется. Пример Г/предложенный способ . Проводилось формирование табле ток из, ванадиевого катализатора на основе селикагеля в количестве 10 кг влажностью 60% на формующей ленте длиной 500 мм, рабочей шириной 20 мм с отверстиями диаметром 6 мм в количестве 30 шт., скорость движения ленты 0,018 м/с, перед сушкой таблет ки выталкивались .из отверстий толкателями, сушка таблеток производилась горячим воздухом при 1 в течение 60 с, расход теплоносителя одинаков для всех примеров. Конечная влажность таблеток составила 38,5%На поверхности таблеток образовывалась корка, предохраняющая слипание таблеток между собой в бункере. . При м. е р 2 Гизвестный способ Дляполучения сравнительных данных 1. 4 . параллельно производилось формование таблеток из того же самого катализатора с теми же параметрами на формующей ленте, выполненной из 8 фторпластовых звеньев с отверстиями диаметром 6 мм. в количестве 30 шт., выполненными на стыке этих звеньев без толкателей. Конечная влажность таблеток после сушки составила 57%. Таблетки слипались между собой и разрушались при удалении. П р и м е р 3 известный способ/. Для получения сравнительных данных производилось на формующей ленте с параметрами., приведенными в примере 1, но выталкивание таблеток производилось после сушки из отверстий формующей ленты. Конечная влажность таблеток составила 57, Поверхностная корка .образовывалась только с одного торца и таблетки слипались между собой 8 бункере и частично разрушались при удалении. Внедрение .предложенного способа формования в промьвиленность позволяет не менее, чем в два раза инте+ сифицировать процесс сушки сформованных таблеток, и тем самым повысить производительность. Кроме того, это позволяет получать таблетки из высоковлажных и вязких масс, предотвратить слипание и раз-.рушение готового продукта при выгрузке и дальнейшей его переработке, что значительно снижает потери продукта.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГРАНУЛИРОВАНИЯ ВЫСОКОВЛАЖНЫХ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1981 |
|
SU1117893A1 |
| Устройство для прессованияиздЕлий из пАСТООбРАзНыХМАТЕРиАлОВ | 1978 |
|
SU799961A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ КОЛЬЦЕОБРАЗНЫХ ТАБЛЕТОК | 1978 |
|
SU775876A1 |
| Способ таблетирования пастообразных веществ | 1975 |
|
SU558791A1 |
| Устройство для получения таблеток | 1974 |
|
SU808117A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ГРАНУЛ ИЗ ПАСТООБРАЗНЫХ МАТЕРИАЛОВ | 1980 |
|
SU890605A1 |
| Гранулятор для пастообразных материалов | 1979 |
|
SU889478A1 |
| Дисковый гранулятор для пастообразных материалов | 1984 |
|
SU1243800A1 |
| СПОСОБ СУШКИ ВЫСОКОВЛАЖНЫХ ПРОДУКТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445560C1 |
| СФЕРОИДАЛЬНЫЕ ЧАСТИЦЫ ПОЛИЭФИРНЫХ ПОЛИМЕРОВ | 2005 |
|
RU2386645C2 |