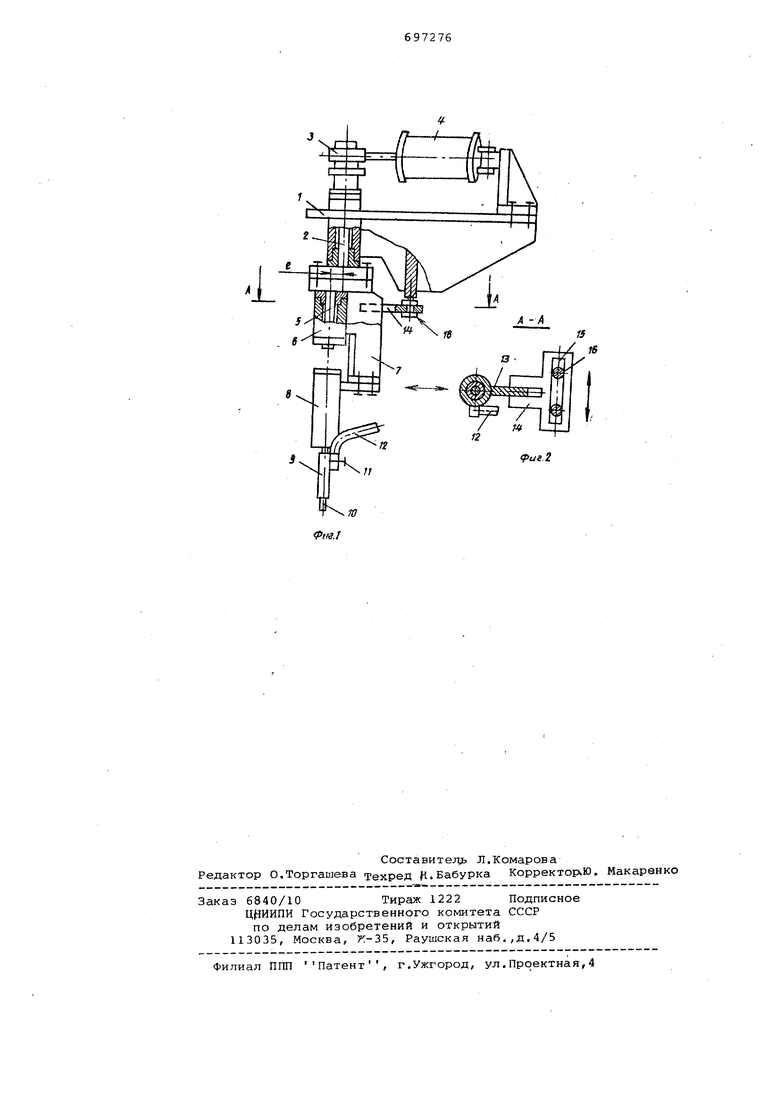
(54) ЭЛЕКТРОДНАЯ ГОЛОВКА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ шпинделя; на фиг. 2 - сечение по А--А на фиг , 1 . Электродная головка устроена следуюашм образом. В корпус 1 вставлен ишиндель 2 с возможностью его поворота храповым механизмом 3, установленным на его З рхнем конце с помощью пневмоцилиндра 4. На нижнем конце шпинделя 2 закреплена с эксцентриситетом е ось 5. ria ось 5 одета втулка 6 с возможностью свободного проворота вокруг оси 5, к втулке 6 приварена пластина 7, к свободному концу которой при .вертьшается сварочный пистолет 8 с электрододержателем 9 и электродом 1 К электрододержателю 9 крепится болт 11 токоподводящий кабель 12. Боковые стенки 13 пластин входят в паз вилки 14. Перпендикулярно этому пазу в вилке выполнен паз 15, по котором вилка перемещается в направляющих роликах 16. Под электродом 10 имеется стол с неподвижным изделием/ Требуется по дуге окружности неподви ного изделия выполнить сварочный шОв при условии постоянно и жестко закрепленного токоподвода к электрод держателю,двигающемуся по окружности с 15адиусом к, равным эксцентиисит(гту е. При одном двойном ходе ш-гока пневмоцилиндра 4 итиндель 2 поворачивается храповым механизмом 3 на заданный угол. Эксцентрично закрепленная на шпинделе 2 ось .5 передвигает электрододержатель 9 на.этот же угол по окружности с радиусом R, равным е. При этом пластина 7, скол зя в пазу вилки 14, не позволяет эл трододержателю вращаться вокруг сво оси 5, заставляя втулку 6 повооачиваться. Однако при движении электрод держателя по окружности паз вилки 1 испытывает боковое давление со стор ны стенки 13 пластины 7 и заставляе вилку 14 перемещаться по направляющим роликам 16, удерживая боковые стенки 13 пластины 7 все время пара лельньпли оси паза вилки 14. Таким образом, пластина, а с ней электрод держатель и токопровод сориентированы всегда в одну сторону. Благодаря такому устройству обеспечивается постоянное жесткое крепление токопровода к электрододерх ателю.При этом токоподводящий кабель 12 совершает возвратно-поступательное перемещение вместе с пластиной 7, что обеспечивается гибкостью кабеля 12. Жесткое крепление токоподвода к электрододержателю болтом исключает износ электроконтактных поверхностей, обеспечивая постоянство контактного электросопротивления и хорошее качество сварных точек, а по сравнению с клещевым контактом, требующим специального устройства, значительно упрощается конструкция токоподвода сварочной головки. Формула изобретения Электродная головка для контактной точечной сварки швов, имеющих форму окружности, содержащая смонтированные на корпусе шпиндель с эксцентрично установленным на нем электрододержателем, электрод и токопровод, о тл и ч а ю щ а я с я тем, что, с целью упрощения конструкции токоподвода и повышения качества сварного шва, электродная головка сна.бжена установленной на корпусе вилкой с двумя взаимноперпендикулярными пазами с возможностью перемещения вдоль одного, из иазов и пластиной, одним концом жестко связанной с электрододержателем, а другим концом размещенной в другом пазу вилки с возможностью перемещения вдоль него,при этом токоподвод жестко закреплен на электрододержателе Источники информации, принятые во внимание при экспертизе -1. Новиков Н.И,, Гиль Б,Л. Приспособление для контактной сварки. f-. , Машиностроение, 1974,. с, 25, рис. 11 . 2, Авторское свидетельство СССР г- 138678, кл.В 23 К 11/10, 1961.
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродная головка для контактной точечной сварки кольцевого шва | 1977 |
|
SU659315A1 |
| Пистолет односторонней контактной точечной сварки | 1987 |
|
SU1530378A1 |
| Машина для контактной точечной сварки | 1975 |
|
SU640826A1 |
| КЛЕЩИ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1988 |
|
RU2011495C1 |
| Электродная головка для автоматической точечной контактной сварки | 1960 |
|
SU138678A1 |
| Машина для многоточечной контактной сварки | 1974 |
|
SU515611A1 |
| Устройство для дуговой точечной сварки плавящимся стержневым электродом | 1974 |
|
SU688110A3 |
| Клещи для сварочных точечных машин | 1989 |
|
SU1698014A1 |
| Электрододержатель | 2018 |
|
RU2689459C1 |
| Многоэлектродная машина для контактной сварки | 1985 |
|
SU1419841A1 |