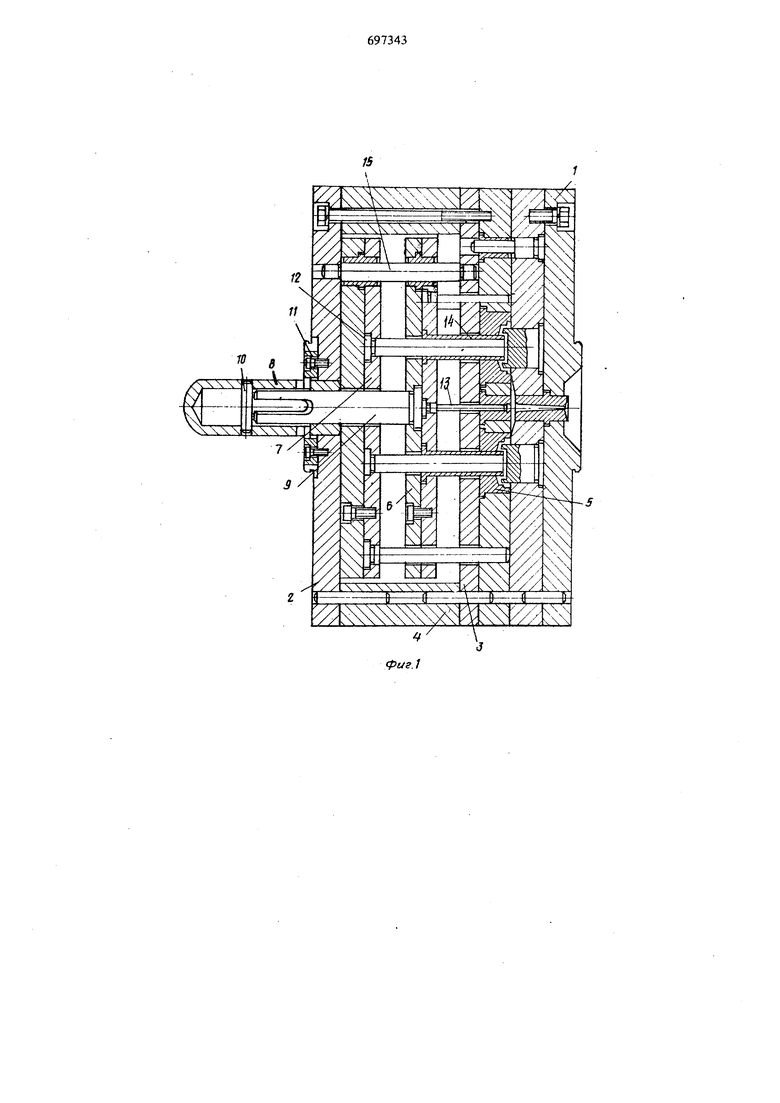
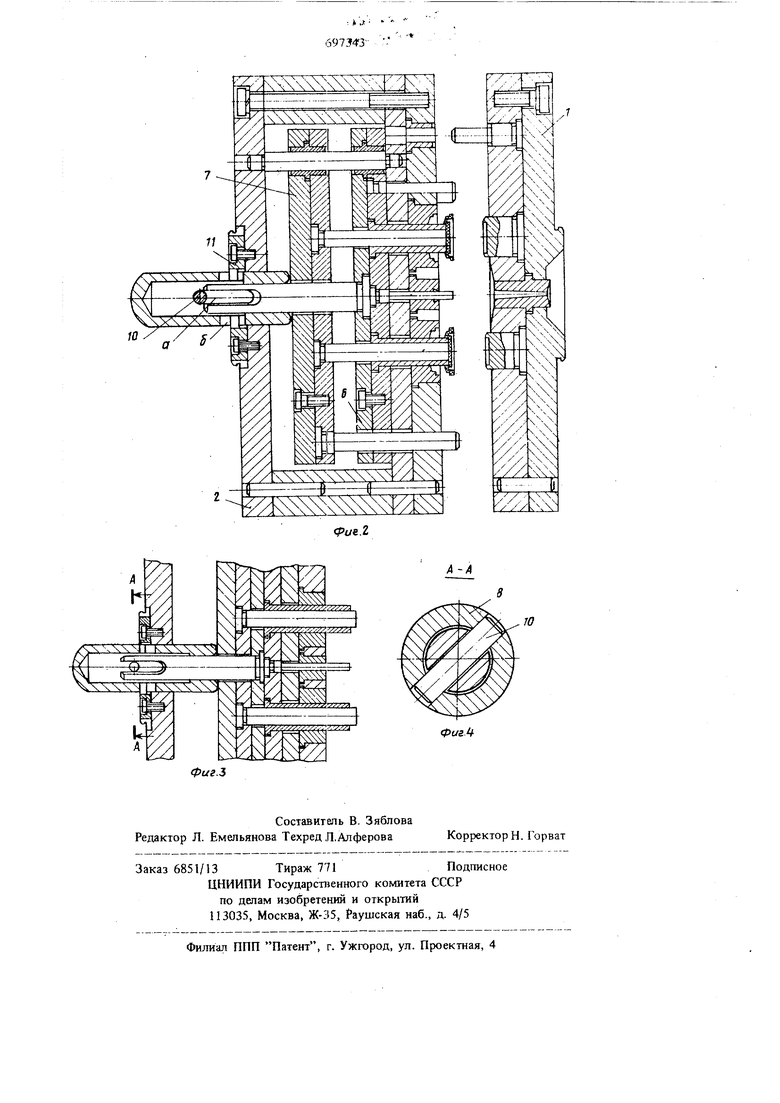
3 Поставленная цель достигается тем, что стер жень закреплен в плите предварительного сталкивания и выполнен с продольным пазом, стакан выполнен взаимодействующим с плитой окончательного сталкивания и с диаметрально расположенными спиральными пазами и снабжен упором, взаимодействующим с продольным стержня, а на подвижной плите размещены Цилиндрические пальцы, взаимодействующие со спиральными пазами стакана. На фиг. 1 показана форма в разрезе; на фиг. 2 - положение сталкивающих плит при раскрытии формы - первая ступень сталкивания; на фиг. 3 - положение сталкивающих птп при раскрытии формы - вторая ступень фалкиваиия; на фиг. 4 - разрез А-А на фиг.З. I Форма содержит неподвижную 1 и подвижйую 2 плиты, опорную плиту 3, связанную с брусьями 4 с подвижной плитой 2, плиту матриц 5, размещенную на опорной плите, плиты сталкивания,включающие плиты 6 предварипшь ного сталкивания изделий и плиты 7 окончат«;ль ного сталкивания, центральный толкатель, выполненный из взаимодетствующего с плитой Окончательного сталкивания стакана 8, и размещенного в нем стержня 9, выполненного с проДольным пазом а. В стакане закреплен упор 10 Который взаимодействует с продольным пазом стержня, и выполнень диаметрально расположенные спиральные пазы б, с которыми взаимо действуют цилиндрические пальцы 11, закреплен ные в подвижной плите 2. В плите 7 окончатсть ного сталкивания размещены выталкиватели 12 На шште 6 предварительного сталкивания - вы талкиватель 13 ценграяьного литника и знаки 14. В подвижной 2 и опорной 3 плитах установ лены опорные колонки 15. Форма работает следующим образом. После впрыска, выдержки под давлением и охлаждения производится размыкание формы т.е. отход ее подвижной части влево, вследствие чего центральный литник отрьтается от мундштука термопластавтомата и изделие остается в подвижной части в плите матриц 5. При перемещении подвижной части формы для литья центральный толкатель, выполненный В виде стакана 8 с упором 10 и стержня 9, рас положенного внутри стакана, входит в соприкосновение с упором маншны и с диаметрально расположенными спиральными пазами перемещается относительно пальцев 11, закрепленных неподвижно в плите 2, поворачивается ни заданный угол относительно стержня 9,имеюще го продольный паз и взаимодействующего с плитами 6 предварительного сталкивания. При этом плиты предварительного сталкивания дпнжутся. Выталкиватель 13 лигника и -знаки -4, закрепленные в плитах 6 предварительного счзякивания, выталкивают изделия из млитьт матриц 5. Упор 10 (фиг. 4) входит в продольный паз стержня 9. Плиты пре/сварительного ста;1кнвания останавливаются, пройдя ход сталкивания, - осуществл уется первая ступень ста.11кивания (фиг. 2). При дальнейшем движении подвижной части формы стакан 8 продолжает перемещаться относительно пальцев 11 и, упираясь в плиты 7 окончателького сталкивания, перемещает их вместе с выталкивателями 12, которые снимают изделие со знаков 14. Таким образом осуществляется вторая ступень сталкивания (фиг.З). При повторении цикла форма для литья замыкается, выталкивающая система возвращается 3 исходное положение колонками возврата 16. Затем цикл повторяется. Охлаждение литьевой формы в процессе работы производится водой, циркулирующей по каналам, имеющемся в неподвижной плите и в плите 5 матриц. Отливка издейий может осуществляться в автоматическом режиме. По расчетным данным экономический зффект от использова шя данной формы составит 10 000 руб. Формула изобретения Литьевая форма с двухступенчатой выталкивающ системой для полимерных изделий, годержащая подвижную и неподвижную плиты, опорную плиту, связанную с подвижной плитой, гшиты .предварительного и окончательного сталкивания, центральный толкатель, выполненный в виде стакана, и размещенного в нем стержня и выталкиватели, отличающаяся тем, что, с целью уменьшения габаритов формы, стержень закреплен в плите предварительного сталкивания и выполнен с продольным пазом, стакан выполнен взаимодействуюашм с плитой окончательного сталкивания и с диаметрально расположенными спиральными пазами и снабжен упором, взаимодействующим с продольным пазом стержня, а на подвижной плите размещены ци.гтиндрические пальць, взаимодействующие со спиральными дазами стакана. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 451533, кл. В 29 С 5/00, 1972. 2.Авторское свидетельство СССР № 555022, кл. В 29 С 7/00, 1975 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1140992A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1165591A1 |
| Литьевая прессформа | 1973 |
|
SU685506A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2011524C1 |
| Литьевая форма с двухступенчатым выталкиванием изделия | 1980 |
|
SU929437A1 |
| ЛИТЬЕВАЯ ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ | 1969 |
|
SU243819A1 |
| Литьевая форма для изготовления полимерных изделий | 1983 |
|
SU1113261A1 |