Предлагаемый автомат предназначается для изготовления сварных арматурных сеток для строительных и дорожных работ, а также сеток из круглой проволоки или прутков и сеток из металлических лент.
Автомат позволяет изготовлять сетки из проволоки толщиной от 1 до 15 мм с шириной полотнища до 3 м. Расстояние между продольными проволоками может быть 10 мм и выше, а между поперечными от 50 до 400 мм.
Все движения автомата осуществляются кнопочным управлением с центрального пульта.
Проволока толщиной не более 8 мм подается к автомату в бухтах, надеваемых на вращающиеся катушки. Выпрямление проволоки и очистка мест под сварные узлы производится в автомате. Когда толпдина проволоки и прутков выше 8 мм, они должны быть предварительно выпрямлены, но очистка мест под сварку производится также в автомате.
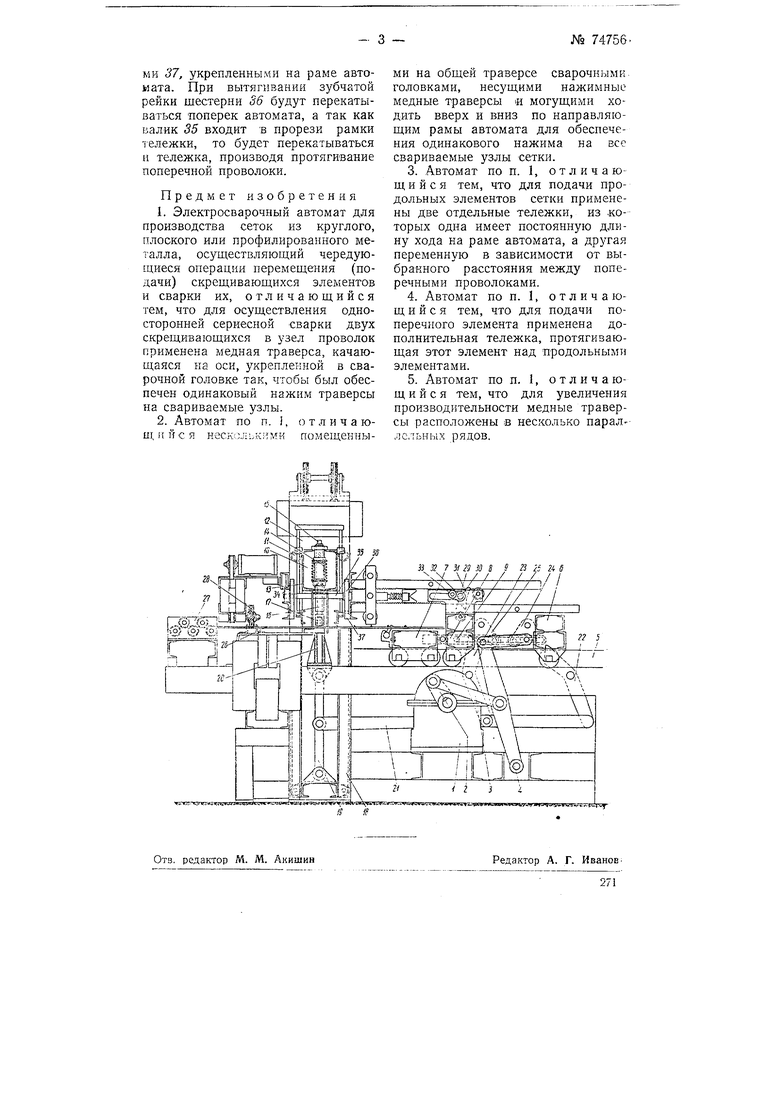
На чертеже показана общая схема предлагаемого автомата.
Электродвигатель приводит в движение редуктор 1. На концах оси червячного колеса посажены кривошипы 2. Шатуны 5 дают качание двум рычагам 4, которые заставляют тележку 6 перекатываться по рельсам 5.
Правая тележка связана с левой тележкой 7 двумя накладками 8. В последних сделаны прорези, в которых скользят пальцы 9, укрепленные на тележке 6. Благодаря этому при каждом ходе тележки 6 от нее сначала отстает тележка 7, а затем обе тележки двигаются вместе.
Накладки 8 сменные, длина прорезей в них при постоянной длине хода тележки 6 дает различную длину хода тележки 7 и, следовательно, различную подачу сетки. Таким путем, меняя накладки 8, можно получить любое расстояние между поперечными проволоками.
По концам траверсы 10 укреплены четыре вертикальные уголка, на которых вверху и внизу установлены ролики 11, перекатывающиеся при подъеме и опускании траверсы внутри вертикальных стоек 12 рамы автомата. Между швеллерами 13 вставлены сварочные головки, которые можно передвигать по щели между швеллерами, устанавливая их в зависимости от расстояния продольными проволоками. Пружины 14 нажимают на скреще269
ния продольных и поперечных проволок. Силу нажима можно регулировать при помощи винтов 15.
На конце штока 16 каждой головки сидит медная траверса 17, которая может качаться на оси. Этим достигается одинаковый нажим траверсы на два узла. Однородность нажима на все узлы обеспечивается пружинами 14.
Уголкп 18 вверху связаны с траверсой 10, а внизу между собою.
Коленчатый рычаг 19 вверху упи рается в неподвижную траверсу 20, укрепленную на раме автомата, а внизу он шарнирно связан с уголками 18.
Если тяга 21 придет в движение, то рычаг 19 в зависимости от направления движения тяги будет или складываться, или выпрямляться, а траверса 10 будет при помощи рычагов 22 и 23 соответственно или подниматься, или опускаться.
При ходе тележки 6 упор 24 перескочит через конец рычага 22, а при обратном ходе упрется в него, повернет рычаг 22 и опустит траверсу. Упор 25 в конце обратного хода тележки 6 упрется в рычаг 23, отклонится и перескочит через конец рычага, а при прямом ходе тележки 6 упрется в рычаг 23, повернет его и, складывая коленчатый рычаг 19, поднимет траверсу 10.
Вес траверсы с укрепленными на ней сварочными головками и проч ши деталями уравновешен контргрузами. Поэтому для подъема траверсы достаточно только слегка вывести коленчатый рычаг из выпрямленного положения и контргрузы тотчас поднимут ее.
Нажим траверсы 17 на узлы начнется при опускании траверсы лишь в самом конце ее хода. В это время коленчатый рычаг 19 близок к своему выпрямленному положению, а небольшое усилие на тяге 21 дает во много раз большее усилие распора на рычаге 19.
Продольные проволоки 26 поступают в автомат с бухт, надетых на катушки.
Проволока проходит через пятироликовые правильные рамки 27. После правКИ она проходит под проволочными вращающимися от элек270
тродвигателя П1етками 28. На каждый ход тележки получается два хода щеток. Продольные проволоки, пройдя под щетками, скользят по электродам, укрепленным на траверсе. В зависимости от числа продольных проволок определяется число трансформаторов.
Включение тока производится скользящим контактом, укрепленным на тележке 6. При включении тока он пойдет от одного электрода через узел, по траверсе через второй узел и второй электрод в трансформатор.
Сварка происходит при обратном ходе тележки 7. При начале прямого хода тележка 6 через рычаг 23 поднимет траверсу 10. К этому моменту пальцы 9 дойдут до конца прорезей в накладках 8, а тележка б захватит с собой тележку 7. Гребенка при обратном ходе тележки 7 отклоняется и проходит под приваренными поперечными проволоками, а при прямом ходе захватывает за поперечную проволоку и продвинет сетку на величину хода тележки 7.
Поперечная проволока подается в автомат путем протягивания ее над продольными проволоками при помощи тележки, которая несет по обоим своим концам рифленные зажимные губки. Тележка 7 катается по рельсам; ее движение полностью синхронизировано с движением тележки 6. Для этого на одной стороне тележки 6 имеется рамка 29 с прорезью, в которой скользит ось 30. На оси посажен двуплечий упор 31, а снаружи щек посажены на шпопках рычажки 32 с роликами 33.
В начале прямого хода тележки 6 ось упора 31 сначала -скользит в прорези рамки 29 для того, чтобы траверса 10 успела подняться. После этого рамка упрется в ось 30 и упор 31 вытянет зубчатую рейку, которая повернет шестерню, посаженную на шпонку на валике.
На шпоночной канавке вдоль валика может передвигаться коническая шестерня, постоянно находящаяся в зацеплении с щестерней 34. Последняя сидит на валике 35, несущем цилиндрические шестерни 36, сцепляющиеся с зубпатыми рейка
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления сетки из проволоки или стержней при помощи электрической сварки | 1940 |
|
SU73318A1 |
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| Устройство для натяжения проволочной арматуры | 1944 |
|
SU69837A1 |
| СТАНОК ДЛЯ ФОРМОВАНИЯ КАМНЕЙ И ДРУГИХ СТРОИТЕЛЬНЫХ ДЕТАЛЕЙ ИЗ БЕТОНА И Т. П. МАТЕРИАЛОВ | 1943 |
|
SU79789A1 |
| Электрод для точечной электросварки | 1930 |
|
SU24052A1 |
| Электрическая сварочная машина | 1929 |
|
SU13663A1 |
| Станок для наматывания арматурной проволоки на бетонные трубы | 1945 |
|
SU72341A1 |
| Устройство для сварки по методу сопротивления | 1934 |
|
SU41609A1 |
| Приспособление для автоматической передачи на поезд и с него жезлов | 1930 |
|
SU26336A1 |
| Гидравлическая переменная передача | 1945 |
|
SU67334A1 |
