1
Изобретение касается обработки металлов давлением и предназначено для прокатки полос, лент и других профилей.
Известно устройство для подачи смазки к зоне деформации прокатываемой полосы, содержащее рабочие валки и клиновидные вставки, размещенные в зеве между валками и прокатываемой полосой и образующие с рабочими валками и полосой щелевые зазоры, в которые подается смазка I.
Недостатком этого устройства является возможность выдавливания смазки в боковые зазоры, что не позволяет достичь высокого давления смазки, необходимого для обеспечения режима гидродинамического трения по всей щирине полосы.
Цель изобретения - обеспечение гидродинамического трения по всей щирине полосы и сокращение расхода смазки путем предотвращения ее утечки в боковые зазоры.
Для этого прокатная клеть снабжена боковыми, прикрепленными к верхним сегментным обоймам, перекрывающими нижние обоймы и взаимодействующими с ними, с возможностью смещения по их боковым поверхностям.
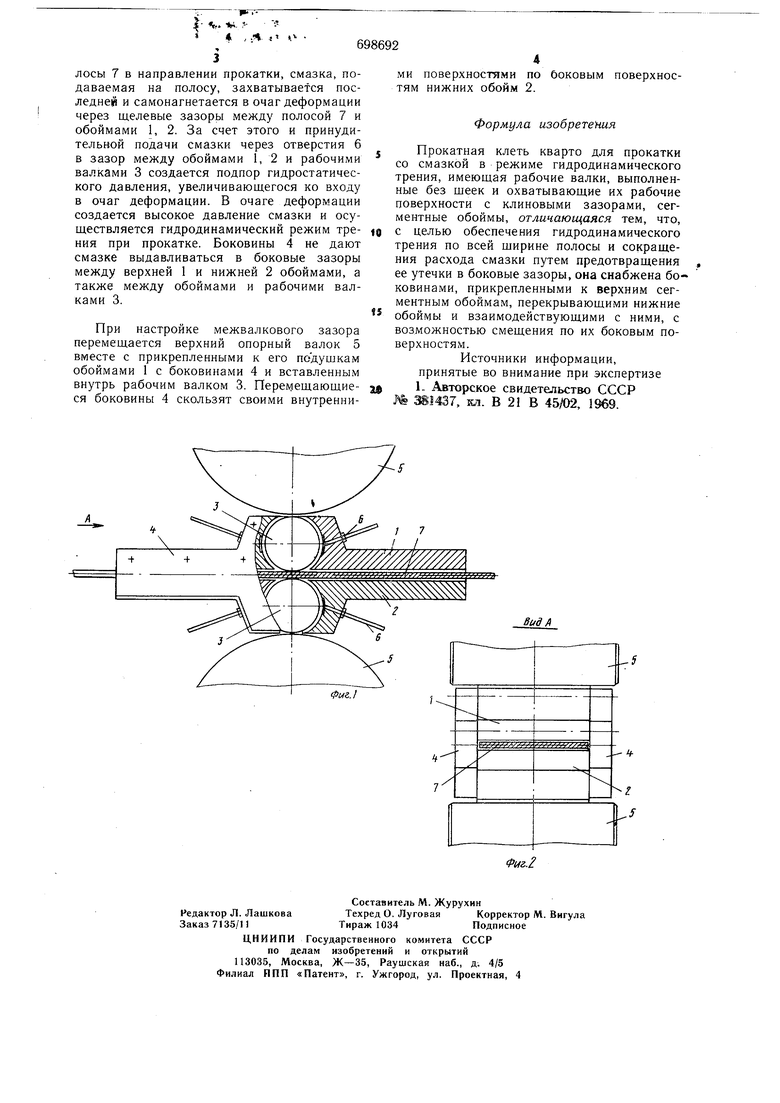
На фиг. 1 схе.матически изображена прокатная клеть кварто для прокатки со смазкой в режиме гидродина.мического трения; на фиг. 2 - вид по стрелке А на фиг. 1. Клеть состоит из верхней 1 и нижней 2
обойм, выполненных заодно с проводками, рабочих валков 3, боковин 4 и опорных валков 5. Верхние 1 и нижние 2 обоймы прикреплены соответственно к верхним и нижним подущкам опорных валков 5. В сегментные обоймы 1, 2 вставлены с небольщими зазорами рабочие валки 3, выполненные без шеек и имеющие длину, равную щирине обойм, В разрывах между дву.мя обоймами 1, 2 рабочяе валки 3 опираются на опорные 5, а с торцов удерживаются боковинами 4. Боковины 4 прикреплены к верхним обоймам и перекрывают боковые зазоры между верхней I и нижней 2 обоймами, а также между валками 3 и обоймами 1, 2. В обоймах имеются отверстия 6 к пазам (карманам-накопителям смазки) для подвода смазки к рабочим валкам.
Клеть работает следующим образом. При вращении рабочих валков 3, приводимых от опорных валков 5 и движении по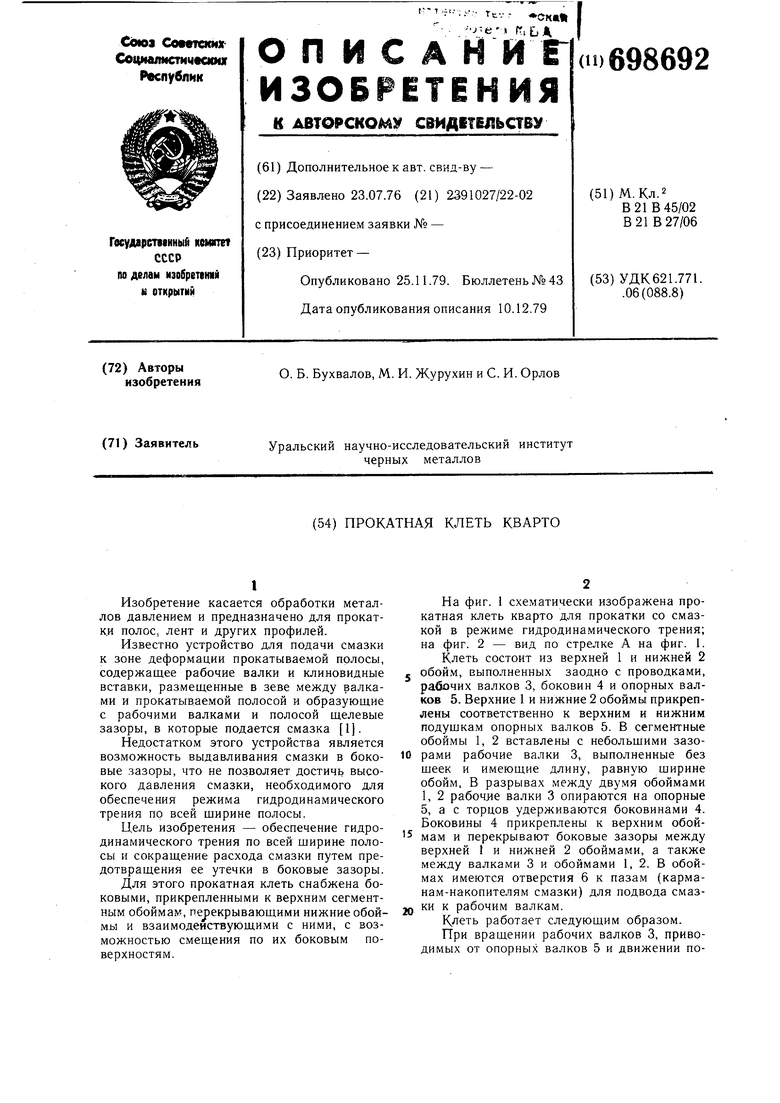
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ ДЛЯ ПРОКАТКИ ЛИСТОВ ПЕРЕМЕННОГО ПРОФИЛЯ | 1973 |
|
SU367909A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ СМАЗКИ И ОХЛАЖДЕНИЯ ВАЛКОВ И МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ ПРИ ПРОКАТКЕ, В ЧАСТНОСТИ ХОЛОДНОЙ ПРОКАТКЕ, МЕТАЛЛИЧЕСКИХ ПОЛОС | 2006 |
|
RU2426613C2 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1997 |
|
RU2110341C1 |
| ХОЛОДНАЯ ПРОКАТКА ПРОКАТЫВАЕМОГО МАТЕРИАЛА В ГРУППЕ ПРОКАТНЫХ КЛЕТЕЙ, ИМЕЮЩЕЙ НЕСКОЛЬКО ПРОКАТНЫХ КЛЕТЕЙ | 2020 |
|
RU2792913C1 |
| ПРОКАТНАЯ КЛЕТЬ | 2002 |
|
RU2229351C2 |
| Составной опорный валок прокатной клети | 1974 |
|
SU536855A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ И/ИЛИ СМАЗКИ ВАЛКОВ, И/ИЛИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2005 |
|
RU2330737C1 |
| СПОСОБ СМАЗКИ ПРОКАТЫВАЕМОГО МАТЕРИАЛА | 2004 |
|
RU2364454C2 |
| Устройство для нагнетания смазки к зонедЕфОРМАции | 1979 |
|
SU835551A1 |
