1
Изобретение относится к области обработки металлов давлением и предназначено для прокатки полос, лент и других профилей в режиме гидродинамического трения.
Известно устройство, предназначенное для осуществления этого режима, в котором смазка подается между прокатываемой полосой и бесконечной упругой лентой, контактирующей с прокатным валком и прокатываемой полосой, и с целью регулирования толщины смазочной пленки в местах контакта ленты с валком и полосой путем изменения угла гидродинамического клина смазки, оно снабжено натяжным роликом, дающим возможность изменять угол прилегания ленты к прокатываемой полосе 1.
Недостатками этого устройства являются: громоздкая конструкция, требующая больщого количества направляющих роликов и натяжного устройства; необходимость компенсировать пластическую деформацию бесконечной ленты при прокатке малопластичных материалов; возможность утечки смазки в боковые зазоры между лентой и прокатываемой полосой.
Известно устройство для подачи смазки к зоне деформации прокатываемой полосы, чключающее валки и клииовидные вставки.
размещенные в зеве между прокатываемой полосой и валками и образующие с рабочими валками и полосой щелевые зазоры, соединенные с источниками смазки 2.
Недостатком известного устройства является то, что смазка имеет возможность выдавливаться в боковые зазоры между вставками и прокатываемой полосой, что не позволит достичь достаточного давления
смазки перед входом в очаг деформации для создания устойчивого режима жидкостного трения по всей ширине полосы.
Целью изобретения является создание высокого давления смазки перед очагом деформации, за счет предотвращения истечения смазки в боковые зазоры между полосой и вставкой.
Указанная цель достигается за счет того, что устройство снабжено обжимными вертикальными роликами, установленными перед вставкой.
Обжимные ролики в устройстве могут быть заменены на профилирующие ролики для изгибания кромок полосы, что позволит перекрыть боковые зазоры между вставками.
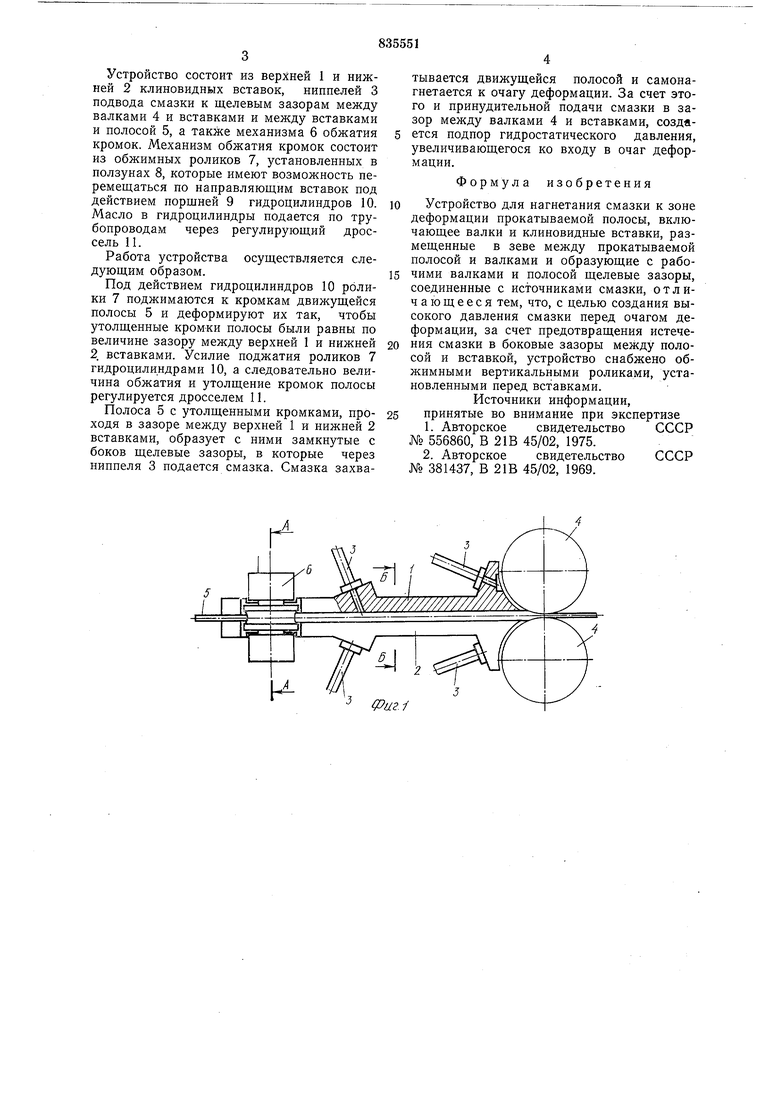
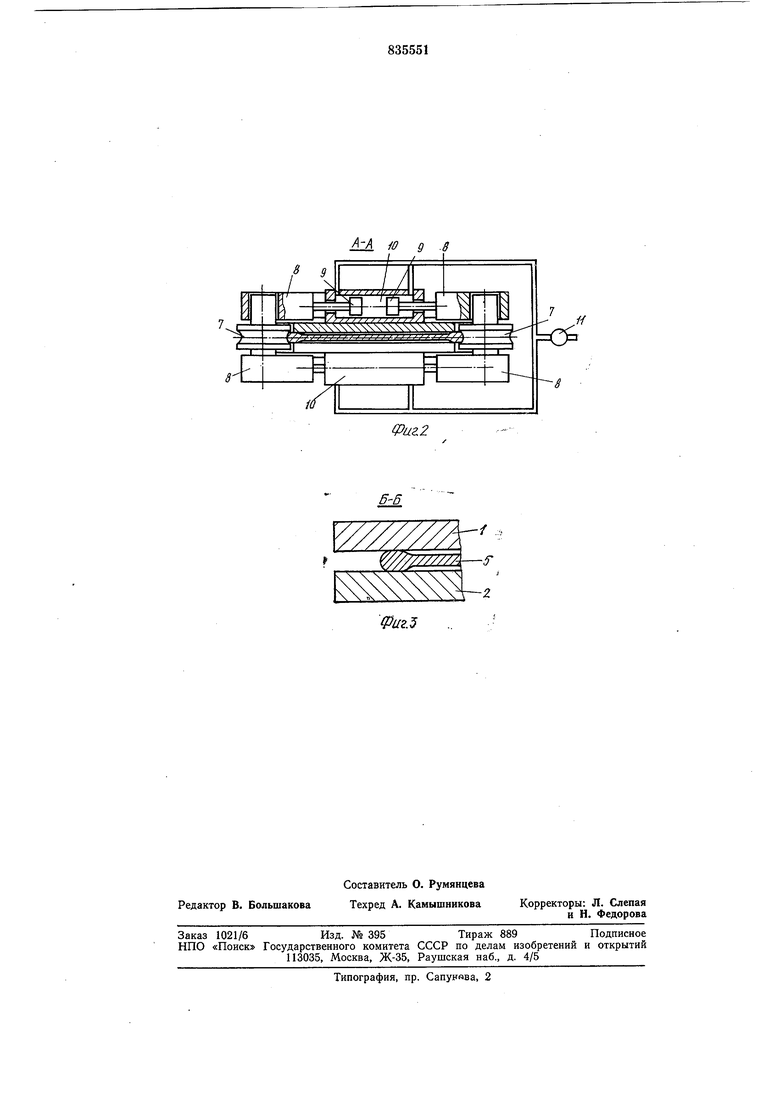
На фиг. 1 показан общий вид описываемого устройства; на фиг. 2 - разрез фиг. 1; на фиг. 3 - разрез Б-Б фиг. 1.
Устройство состоит из верхней 1 и нижней 2 клиновидных вставок, ниппелей 3 подвода смазки к щелевым зазорам между валками 4 и вставками и между вставками и полосой 5, а также механизма б обжатия кромок. Механизм обжатия кромок состоит из обжимных роликов 7, установленных в ползунах 8, которые имеют возможность перемещаться по направляющим вставок под действием поршней 9 гидроцилиндров 10. Масло в гидроцилиндры подается по трубопроводам через регулирующий дроссель 11.
Работа устройства осуществляется следующим образом.
Под действием гидроцилиндров 10 ролики 7 поджимаются к кромкам движущейся полосы 5 и деформируют их так, чтобы утолщенные кромки полосы были равны по величине зазору между верхней 1 и нижней 2 вставками. Усилие поджатая роликов 7 гидроцилиндрами 10, а следовательно величина обжатия и утолщение кромок полосы регулируется дросселем И.
Полоса 5 с утолщенными кромками, проходя в зазоре между верхней 1 и нижней 2 вставками, образует с ними замкнутые с боков щелевые зазоры, в которые через ниппеля 3 подается смазка. Смазка захватывается движущейся полосой и самонагнетается к очагу деформации. За счет этого и принудительной подачи смазки в зазор между валками 4 и вставками, ется подпор гидростатического давления, увеличивающегося ко входу в очаг деформации.
Формула изобретения
Устройство для нагнетания смазки к зоне деформации прокатываемой полосы, включающее валки и клиновидные вставки, размещенные в зеве между прокатываемой полосой и валками и образующие с рабочими валками и полосой щелевые зазоры, соединенные с источниками смазки, отличающееся тем, что, с целью создания высокого давления смазки перед очагом деформации, за счет предотвращения истечения смазки в боковые зазоры между полосой и вставкой, устройство снабжено обжимными вертикальными роликами, установленными перед вставками.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 556860, В 21В 45/02, 1975.
2.Авторское свидетельство СССР № 381437, В 21В 45/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нагнетания смазки к зоне деформации | 1981 |
|
SU986533A1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1980 |
|
SU929269A1 |
| Устройство для нагнетания смазки к очагу деформации | 1984 |
|
SU1169770A1 |
| Прокатная клеть кварто | 1976 |
|
SU698692A1 |
| УСТРОЙСТВО для ПОДАЧИ СМАЗКИ К ЗОНЕ ДЕФОРМАЦИИ ПРОКАТЫВАЕМОЙ ПОЛОСЫ | 1973 |
|
SU381437A1 |
| Способ прокатки слябов | 1990 |
|
SU1787602A1 |
| Способ регулирования распределения натяжения по ширине полосы при прокатке | 1978 |
|
SU768507A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2015 |
|
RU2615670C1 |
| Устройство для нагнетания смазки к очагу деформации при прокатке | 1983 |
|
SU1176990A1 |
JY/% //A ///777,
