(54) ШТАМП ДЛЯ ОБРАБОТКИ ЛИСТОВОГО МАТЕРИАЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый нож | 1978 |
|
SU706164A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп для изготовления деталей из листового материала | 1980 |
|
SU869912A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНО-СОВМЕЩЕННОГО ДЕЙСТВИЯ | 1991 |
|
RU2018395C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| Штамп для реверсивной пробивки-вырубки деталей | 1985 |
|
SU1286321A1 |
| Штамп для обработки листового материала | 1987 |
|
SU1479173A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Штамп для пробивки отверстий | 1976 |
|
SU704699A1 |
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в машиностроении.
Известен составной шаговый нож последовательного штампа, содержаший прижимную и режущую части. Прижимная часть шагового ножа выполнена с продольным глухим пазом и снабжена регулировочным винтом, соединяюш,им участки прижимной части, при помощи которого регулируется жесткость прижимной части 1.
Недостатками известного шагового ножа являются сложность конструкции (наличие прижимной части с глухим пазом и регулировочным винтом) и сложность настройки, так как регулировочный винт расположен в малодоступном месте и для его регулировки нужно делать специальные окна в деталях штампа или снимать штамп с пресса.
Наиболее близким по технической сущности является последовательный штамп, содержаший направляющие линейки, пуансоны и шаговый нож, ограниченный пересекающимися режущими кромками, одна из
которых расположена со стороны подачи обрабатываемого материала, а другая параллельна направлению подачи последнего, и имеющий в поперечном сечении форму параллелограмма 2.
В известном штампе для увеличения точности фиксации штампуемого .материала применяются различного вида пружинящие боковые прижимы заготовки к одной из направляющих линеек.
В предлагаемом штампе нет неодходимости в установке дополнительных деталей- боковых прижимов, что упрощает конструкцию штампа.
Это достигается тем, что режущие кромки шагового ножа пересекаются под углом,
величина которого меньше разности величин прямого угла и угла трения между обрабатываемым материалом и материалом направляющих линеек.
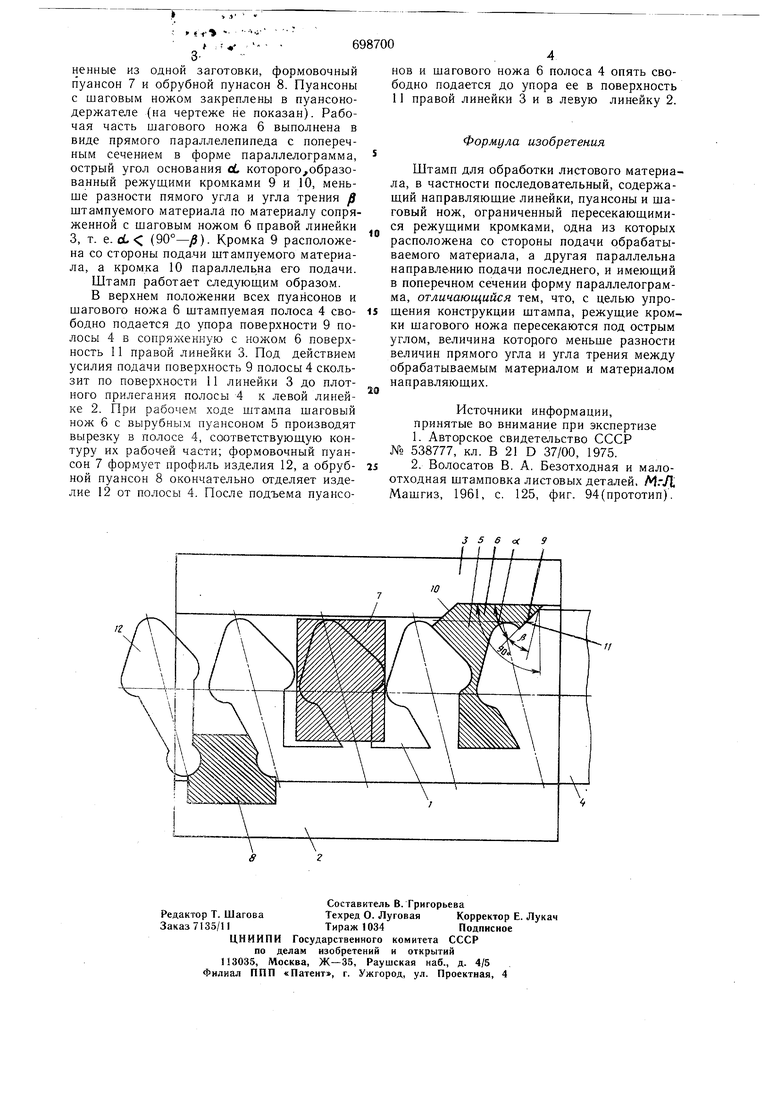
На чертеже изображен предлагаемый
штамп, поперечный разрез.
Штамп содержит матрицу 1, левую 2 к правую 3 по ходу штампуемого материала (полосы) 4 направляющие линейки, вырубной пуансон 5 с щаговым ножом 6, выпол
