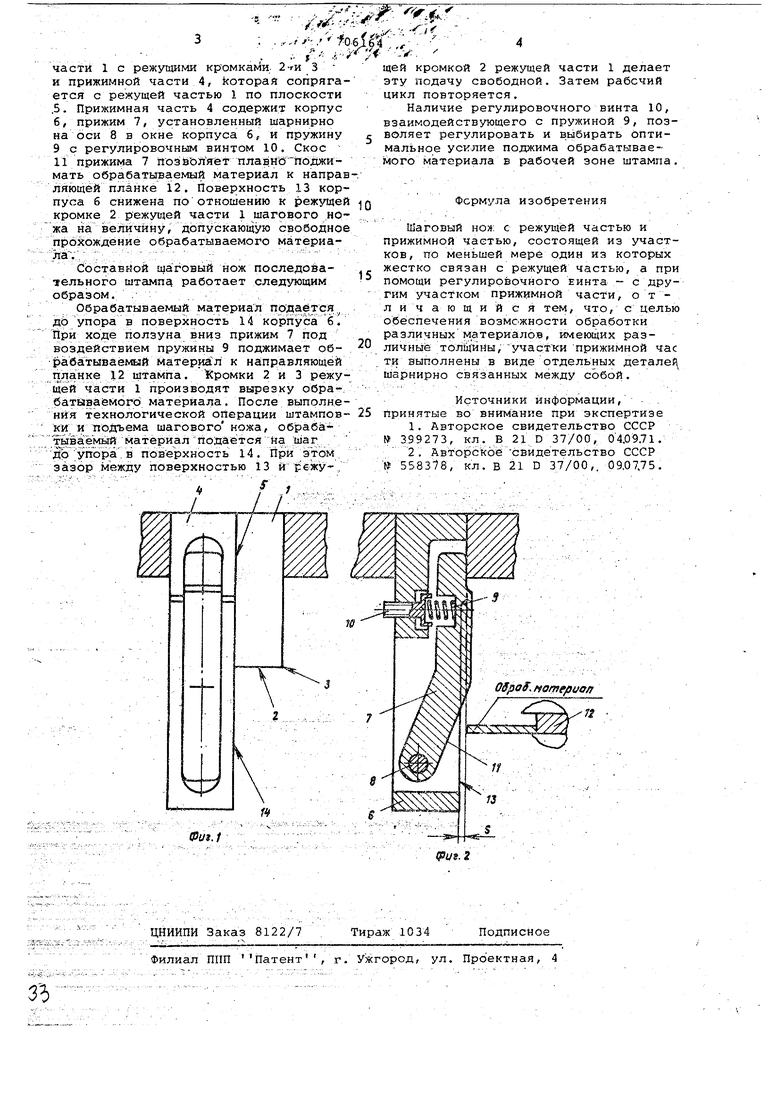
. -/ 1 -.- Изобретение относится к технологи ческой оснастке для холодной листовой : штамповки, а именно для последовательных штампов, когда перемещение обрабатываемого материала производится механизмами автоподач. Известен составной шаговый нож последовательного штампа,содержащий при жимную и режущую части. Прижимная часть выполнена с продольным глухим Пазом, открытым со стороны плоскости сопряжения составляющих шаговый нож частей 1. Недостатком такргО срставмрго шагойого нОжа является то, что поджим обрабатываемого материала прижимной частью этого шагового ножа происходит с постоянным усилием. Величина усилия не регулируется. При значител ной величине усилия поджима и малой жесткости обрабатываемого листового Ма ериала происходит коробление материала в рабочей зоне штампа. При этом ухудшаются условия работы штамп а именно понижается точность и качес во отштампованных деталей. При недостаточном усилии ,поджима можетпроис ходить смещение обрабатываемого мате риала, что ведет к снижению точности отштампованных деталей. Известен такжеШаговый нож с режущей частью и прижимной .частью, состоящей ий участков, по меньшей мере один из которыхжестко связан с режущей частью, а при пдмощи регулировочного винта - с другим участком прижимной части 2 . Недостатком такого составного шагового ножа является то, что ввинчйванием или отвинчиванием регулировоч,ного винта невозможно выбирать необходимое усилие прижима обрабатываемого материала, так как жесткость прижимной -части шагового ножа зависит от площади сечения и механических свойств материала. . В предлагаемом шаговом ноже для обеспечения возможности обработки различных материалов, имеющих различные толщины, и для повышения надежности работы шагового ножа участки прижимной части вьтолнены в виде отдельных деталей, шарнирно связанных между собой. . : На фиг. 1 изображен шаговый нож, вид со стороны обрабатываемого материала; на фиг. 2 то же, разрез по оси прижимной, части. Составной шаговый нож последовательного штампа состоит из режущей --.w части 1 с режущими кромками. 2-ги 3 и прижимной части 4, kOTOpafl сопрягается с режущей частью 1 по плоскости .5. Прижимная часть 4 содержит корпус б, прижим 7, установленный шарнирно на оси 8 в окне корпуса б, и пружину 9 с регулировочным винтом 10. Скос 11 прижима 7 1йоэвЬПяетплав.не поджимать обрабаты;ваемый материал к направ ляющёй планке 12. Поверхность 13 корпуса 6 снижена по отношению к режущей кромке 2 режущей части 1 шагового ножа на величину, допускающую свободное прохождение обрабатываемого материа лзг.;.; Г: . : ,; . Сбставйой шаговый нож по еле до ;йательного штампу работает следующим образом. . Обрабатываемый материал подаётся, до упора в поверхность 14 корпуса б. При ходе ползуна вниз прижим 7 под воздействием пружины 9 поджимает обрабатываелялй материал к направляющей планке 12 штампа. Кромки 2 и 3 режущей части 1 производят вырезку обра-. батйваёМогЬ материала. После выполненйя технологической операции штамповки и подъема шагового ножа, обраба тываемый материал подаётся йа;шаг. Друпора, в поверхность 14. При этом . зазор между поверхностью 13 и реЖу-, - - . / if f f .z -jLZl.Ev; -./. щей кромкой 2 режущей части 1 делает эту подачу свободной. Затем рабочий цикл повторяется. Наличие регулировочного винта 10, взаимодействующего с пружиной 9, позволяет регулировать и в ыбирать оптимальное усилие поджима обрабатываемого материала в рабочей зоне штампа. Формула изобретения Шаговый нож с режущей частью и прижимной частью, состоящей из участков, по меньшей мере один из которых жестко связан с режущей частью, а при помощи регулировочного нинта - с другим участком прижимной части, о т личающийся тем, что, с целью обеспечения возможности обработки различныхматериалов, имеющих различные толщины, участки прижимной час ти выполнены в виде отдельных детале1 шарнирно связанных между собой. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 399273, кл. В 21 D 37/00, 04,09,71. 2. Авторское свидетельство СССР № 558378, кл. В 21 D 37/00,. 09,07.75.
| название | год | авторы | номер документа |
|---|---|---|---|
| Составной шаговый нож последовательного штампа | 1975 |
|
SU538777A2 |
| Штамп для обработки листового материала | 1978 |
|
SU698700A1 |
| Штамп для получения деталей из листового материала вырубкой по контуру | 1975 |
|
SU558738A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
| Штамп для обрезки кромок полых деталей | 1978 |
|
SU668788A2 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1988 |
|
SU1505647A1 |
| СОСТАВНОЙ ШАГОВЫЙ НОЖ ПОСЛЕДОВАТЕЛЬНОГО ШТАМПА | 1973 |
|
SU399273A1 |
| Комбинированный штамп для вырубкиКОНТуРА ВыТяжКи и гибКи бОРТОВ | 1978 |
|
SU799869A1 |
