фиъЛ
Изобретение относится к обработке металлов давлением, а именно к штампам для обработки листового материала.
Цель изобретения - повышение производительности за счет сокращения времени наладки штампа на заданный рабочий зазор между пуансоном и матрицей.
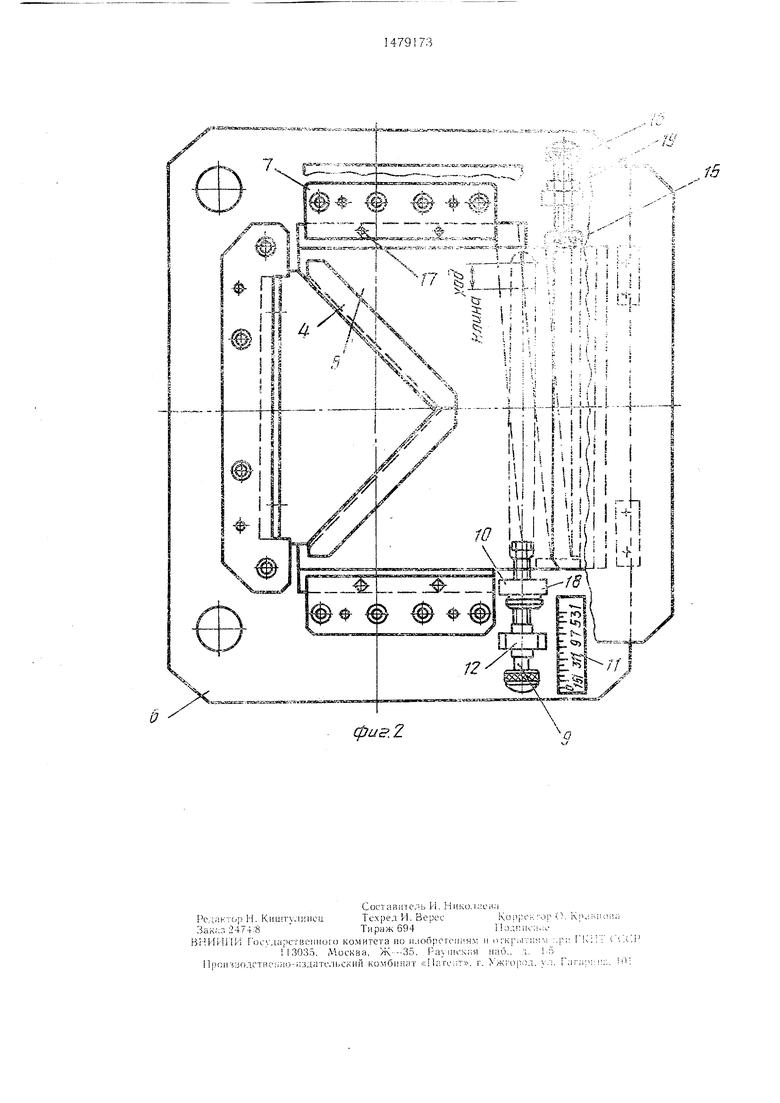
На фиг. 1 изображен штамп, общий вид, разрез по осевому сечению; на фиг. 2 - то же, вид сверху на нижнюю часть.
Штамп содержит пуансон 1 и прижим 2, установленные на подвижной плите 3, и матрицу 4, закрепленную в матрице- держателе 5, смонтированном на неподвижной плите 6 в направляющих 7, а также механизм регулирования рабочего зазора между матрицей 4 и пуансоном 1. Механизм регулирования рабочего зазора выполнен в виде клина 8, размещенного с возможностью возврати 1 пост ;: ; пьпог-о перемещения в пазах неподиижной плиты 6 и матрицедержателя 5, и регулировочного винта 9, установленного в опорном c-oii- ке 10 и связанного с торцом клина 8.
Штамп имеет указатель перемещения матрицедержателя, выполненный в виде масштабной линейки 11 и стрелки -- указателя 12, смонтированной на регулировочном винте 9 с возможностью установочного перемещения в направлении его продольной оси. На масштабной линейке 11 нанесены цифровые значения, соответствующие толщине штампуемого листа (заготовки) 13. На неподвижной плите 6 жестко закреплен противоотжим 14 и смонтирован фиксирующий клин 15, размещенный между матрицедержателем 5 и противоотжимом 14 и снабженный приводным винтом 16. На направляющих 7 установлены прижимные винты 17. Регулировочный винт 9 снабжен контрящей гайкой 18, а приводной винт 16 - контрящей гайкой 19.
Штамп работает следующим образ-ом.
Перед штамповкой листа определенной толщины фиксирующий клин 15 винтом 16 выводится из рабочего положения. Вращением винта 9 посредством клипа 8 перемещают матрицедержатель 5 с матрицей 4 относительно пуансона 1 на определенный зазор по стрелке-указателю 12 и масштабной линейке 11.
После установки стрелки-указателя 12 на определенную толщину штампуемого лис- га винт 9 контрится гайкой 18. Фиксирующий клин 15 приводным винтом 16 плотно вводится между матрицедержателем 5 и противоотжимом 14. После чего винт 16 контрится гайкой 19. Матрицедержатель 5 дополнительно зажимается винтом 17. Заготовка 13 подается в рабочую зону штампа. Подвижная плита 3 опускается, прижимает заготовку 13, а пуансон 1 вырубает деталь, которая через провальное окно в неподвижной плите 6
падает вниз.
Предлагаемый штамп может быть использован в машиностроении, в приборостроении при вырубке деталей разной толщины в листовом и угловом прокате,
0 деталей типа косынок и вырубки углов.
Формула изобретения
1. Штамп для обработки листового материала, содержащий пуансон, рапю.чо- 5 женный на подвижной плите, матрицу, закрепленную в матрицедержатсле, установленном на неподвижной плите с возможностью возвратно-поступательного перемещения п ее направляющих, механизм рс
0
гулирования раоочего зазора между матрицей и пуансоном с регулировочным винтом, смонтированным в опорной стойке неподвижной плиты, отличающийся тем. что, с целью повышения производительности за счет сокращения времени наладки штам5 па на заданный рабочий зазор между пуансоном и матрицей, штамп снабжен указателем перемещения матрицедержателя, связанным с регулировочным винтом, на сопряженных поверхностях неподвижной плиты и матрицедержателя выполнены
0 пазы, а механизм регулирования з&зо- ра выполнен в виде клина, размещенного в пазах неподвижной плиты и матрицедержателя с возможностью возврат но- поступательного перемещения и связанного своим торцом с регулировочным винтом.
52. Штамп по п. 1, отличающийся
тем, что указатель перемещения матрицедержателя выполнен в виде закрепленной па неподвижной плите масштабной линейки с цифровыми значениями, соотQ ветствующими толщине штампуемого листа, и стрелки-указателя, смонтированной на регулировочном винте с возможностью установочного перемещения в направлении его продольной оси.
3.Штамп по п. 1, отличающийся тем. 5 что, с целью повышения надежности
закрепления матрицедсржателя в рабочем положении, штамп снабжен противообжи- мом, жестко связанным с неподвижней плитой, и фиксирующим клином, расположенным между матрицедержагелеу ч ароти- 0 воотжймом.
4.Штамп по и. 1, отличающийся тем, что штамп снабжен прижимными винтами, установленными на направляющих неподвижной плиты с возможностью взаимодействия с матрицедержателем.
О
фиг 2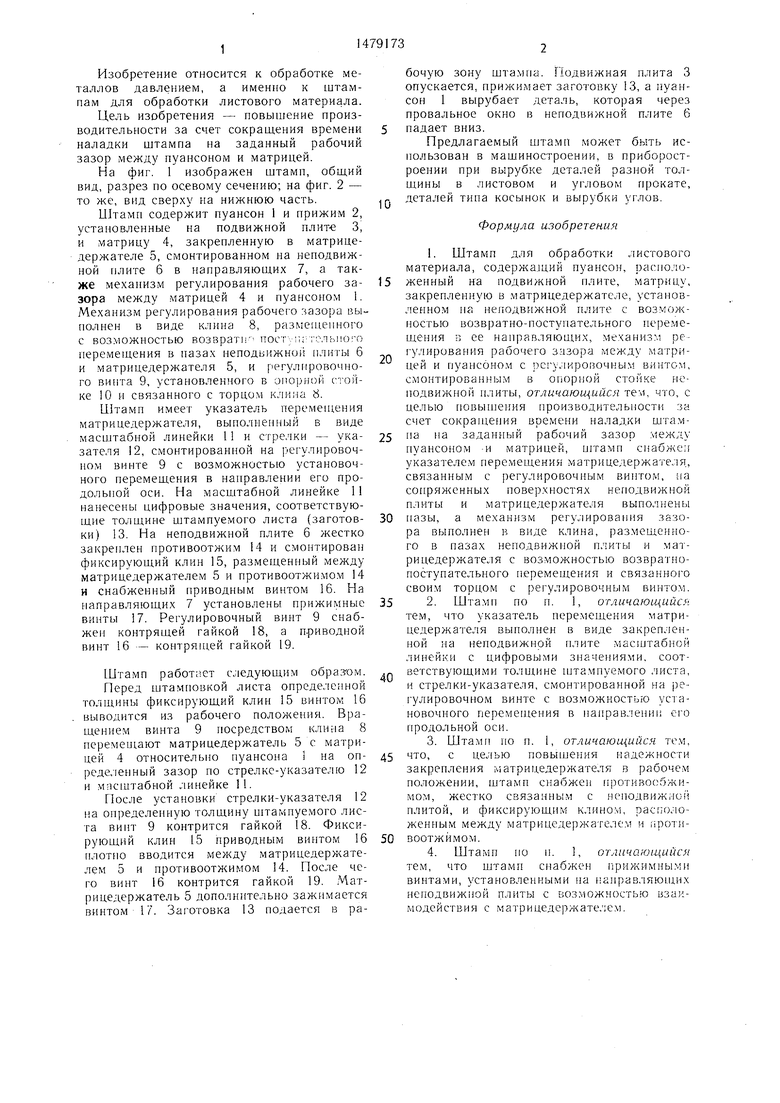
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для торцовой гибки деталей из листовых заготовок | 1986 |
|
SU1444042A1 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2007 |
|
RU2356678C1 |
| Штамп для выдавливания изделий типа тонкостенных стаканов | 1981 |
|
SU1007815A1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Штамп для обработки стенок полых деталей | 1977 |
|
SU774707A1 |
| Штамп с отключаемыми пуансонами | 1987 |
|
SU1609536A1 |
| Универсальный штамп для вырезки прямоугольных пазов | 1978 |
|
SU774702A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
Изобретение относится к обработке металлов давлением, а именно к штампам для вырубки. Цель - повышение производительности за счет сокращения времени наладки штампа при обработке материалов различной толщины. Штамп содержит пуансон и матрицедержатель 5, смонтированный в направляющих неподвижной плиты 6, а также механизм регулирования рабочего зазора между пуансоном 1 и матрицей 4 с клином и регулировочным винтом. Клин размещен в пазах неподвижной плиты 6 и матрицедержателя 5. На регулировачном винте смонтирована с возможностью перемещения вдоль его продольной оси стрелка-указатель, а на неподвижной плите 6 закреплена масштабная линейка. Цифровые значения, нанесенные на масштабную линейку, соответствуют толщине штампуемого листа. Штамп снабжен также фиксирующими матрицедержатель 5 в рабочем положении клином 15 и прижимными винтами. Настройка штампа на необходимый рабочий зазор между матрицей и пуансоном осуществляется перемещением матрицедержателя 5 посредством вращения регулировочного винта, передвигающего клин в пазах плиты 6 и матрицедержателя 5. Контролируют настройку по масштабной линейке. 3 з.п.ф-лы, 2 ил.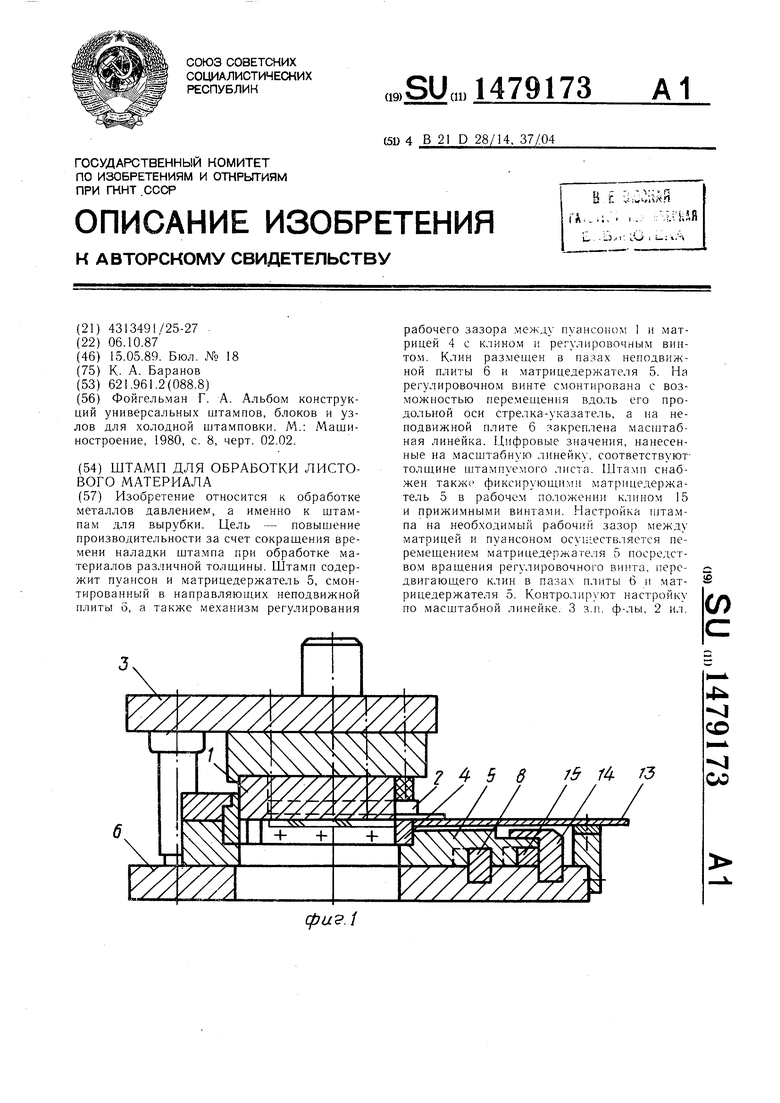
| Фойгельман Г | |||
| А | |||
| Альбом конструкций универсальных штампов, блоков и узлов для холодной штамповки | |||
| М.: Машиностроение, 1980, с | |||
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
