1
Изобретение относится к технике загрузки вагонов сыпучим грузом, например, углем, a конкретно, к устройствам управления скоростью перемещения вагонов при их загрузке и может быть использовано для фасонных автоматов с переменной насыпной плотностью дозируемого сыпучего груза.
Известно устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза, в котором для управления скоростью перемещения вагонов в процессе их загрузки блок регулирования привода механизма перемещения вагонов непосредственно связан с датчиком контроля набора дозы, выполненным в виде конвейерных весов 1.
В известных устройствах при изменении весовой интенсивности потока сыпучего груза по сигналу от конвейерных весов регулируется скорость перемещения вагонов и привод механизма перемещения вагонов реагирует на все изменения интенсивности потока, в результате чего инерционная система, какой является состав нерасцепленных вагонов перемещается с непрерывно регулируемой скоростью. Помимо значительных энергетических потерь и повышенного износа в механизме перемещения вагонов, такое перемещение не обеспечивает достаточной точности распределения сыпучего груза по длине кузова вагона.
Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза, содержащее задатчик типа вагонов соединенный с одним из входов блока управления, другие входы которого соединены с датчиками контроля набора порций, a выход связан с приводом распределительного механизма, и блок регулирования, связанный с приводом механизма перемещения вагонов 2 .
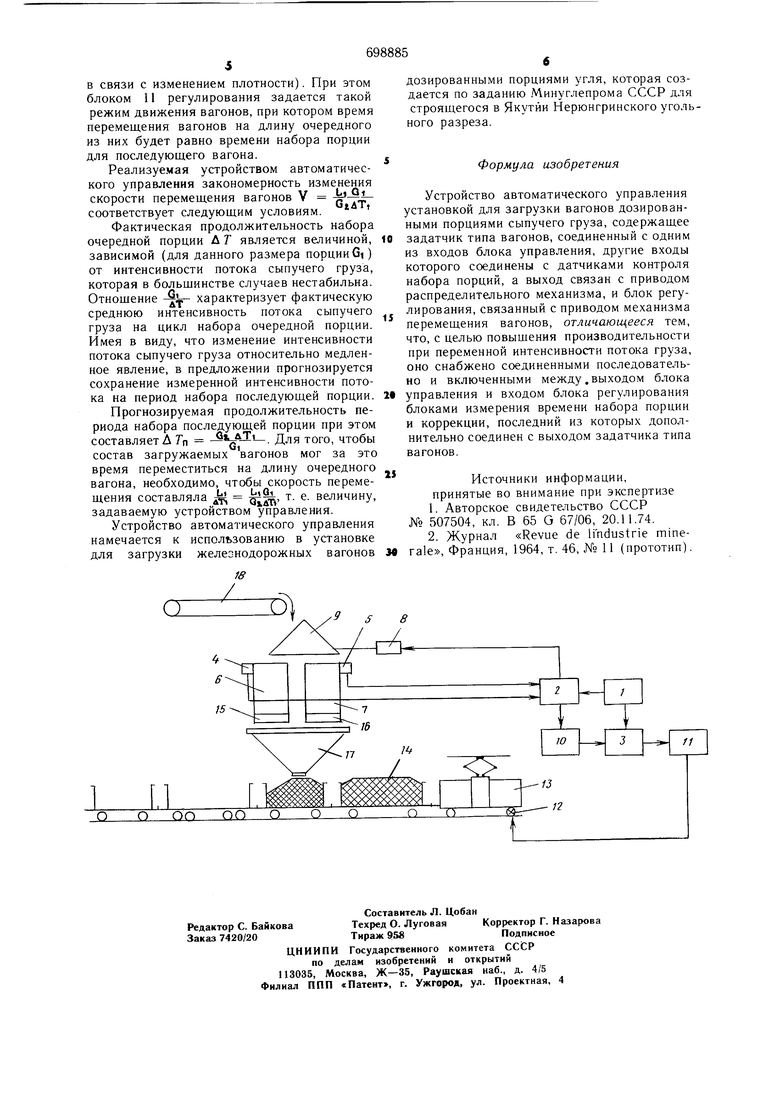
В этом устройстве скорость перемещения вагонов изменяется дискретно соответственно изменению сигнала от задатчика типа вагонов, характеризующего изменение типоразмеров очередного загружаемого вагона. В нем исходя из номинальной интенсивности потока сыпучего груза, каждому типоразмеру загружаемых вагонов должен соответствовать определенный, автоматически устанавливаемыи уровень скорости перемещения и допускается ручная (с пульта оператора) подстройка скорости при отключении интенсивности потока сыпучего груза от номинальных значений. Недостаток известного устройства автоматического управления заключается в том, что при нестабильной интенсивности потока сыпучего груза производительность установки ограничена из-за возможных сбоев, возникающих в случае необходимости остановки вагонов (при задержке набора очередной порции) или отключении транспортной системы, подающей сыпучий груз (в случаях, когда ритм набора порций опережает ритм перемещения вагонов). Кроме того, предусматриваемая ручная подстройка скорости перемещения вагонов связана с излищними эксплуатационными затратами (на содержание оператора и энергетические потери) и напряженными условиями управления процессом (оператор при высокой интенсивности потока сыпучего груза непрерывно корректирует скорость перемещения вагонов). Цель изобретения - повыщение производительности установки при переменной интенсивности потока груза, а также снижение эксплуатационных затрат и улучщение условий управления. Указанная цель достигается тем, что предлагаемое устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза снабжено соединенными последовательно и включенными между выходом блока управления и входом блока регулирования блоками измерения времени набора порции и коррекции, последний из которых дополнительно соединен с выходом задатчика типа вагонов. На чертеже представлена блок-схема устройства автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза. Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза содержит задатчик 1 типа вагонов, подсоединенный к входам блока 2 управления и блока 3 коррекции. К входу блока 2 управления также подключены датчики 4 и 5 контроля набора порций (например, бункерные весы) дозировочных емкостей 6 и 7, а к его выходу - привод 8 распределительного механизма 9 и блок 10 измерения времени набора порций. К выходу блока 3 коррекции подключен блок 11 регулирования, который соединен с приводом 12 механизма перемещения вагонов 13, сцепленного с загружаемыми вагонами 14. На чертеже также показаны затворы 15 и 16 дозировочных емкостей 6 и 7, загрузочный механизм 17 и транспортная система 18. При работе установки для загрузки вагонов дозированными порциями сыпучего груза устройство автоматического управления согласует ритм набора порций в дозировочных емкостях 6 и 7 с ритмом перемещения загружаемых вагонов 14 под загрузочным механизмом 17. При работе установки блок 2 управления выдает команду приводу 8 для установки распределительного механизма в положение, соответствующее заполнению дозировочной емкости 6 сыпучим грузом, подаваемым транспортной системой 18. Сигнал от датчика 4 контроля набора порции, пропорциональный степени заполнения дозировочной емкости 6, подается в блок 2 управления, где сравнивается с сигнал-ом грузоподъемности очередного вагона, подаваемым от задатчика 1 типа вагонов. По достижении равенства сравниваемых сигналов в привод 8 распределительного механизма подается команда на переключение потока сыпучего груза от транспортной системы 18 к дозировочной емкости 7 для заполнения последующей порции (степень заполнения дозировочной емкости 7 контролируется аналогично вышеуказанному датчиком 5 контроля набора порции). Открывается затвор 15 и набранная в дозировочной емкости 6 порция выгружается в загрузочный механизм 17, откуда подается в очередной вагон. Загружаемые вагоны 14 с помощью механизма перемещения вагонов 13 перемещаются С такой скоростью, чтобы к моменту окончания дозирования порции в дозировочной емкости 7 последующий вагон занял позицию под загрузочным механизмом 17. Для этого от блока 2 управления в блок 10 измерения времени набора порции подаются сигналы, соответствующие моментам начала и окончания набора очередной порции. Из блока 10 измерения времени к блоку 3 коррекции подается сигнал, пропорциональный значению Д 7 Гг - Т, где Д Г продолжительность периода набора очередной порции, 7i и Гг - текущие значения времени начала и окончания набора этой же порции. К блоку 3 коррекции также подается сигнал от задатчика типа вагонов 1, пропорциональный отнощению , гдеС иОг - соответственно значения грузоподъемности очередного и последующего вагонов; Li - длина очередного вагона по сцепкам. От блока 3 коррекции к блоку 11 регулирования подается сигнал, пропорциональный отнощению , а от блока 11 регулирования к приводу 12 механизма перемещения вагонов 13 подается сигнал,характеризующий скорость перемещения вагонов 14 при заполнении очередного из них за время набора порции. В дальнейщем цикл работы устройства автоматического управления повторяется. Подаваемый в блок 3 коррекции сигнал продолжительности набора очередной порции учитывает фактическое изменение интенсивности потока сыпучего груза (например. в связи с изменением плотности). При этом блоком 11 регулирования задается такой режим движения вагонов, при котором время перемещения вагонов на длину очередного из них будет равно времени набора порции для последующего вагона. Реализуемая устройством автоматического управления закономерность изменения скорости перемещения вагонов V соответствует следующим условиям. Фактическая продолжительность набора очередной порции Л 7 является величиной, зависимой (для данного размера порцииGI) от интенсивности потока сыпучего груза, которая в больщинстве случаев нестабильна. Отнощение д характеризует фактическую среднюю интенсивность потока сыпучего груза на цикл набора очередной порции. Имея в виду, что изменение интенсивности потока сыпучего груза относительно медленное явление, в предложении прогнозируется сохранение измеренной интенсивности потока на период набора последующей порции. Прогнозируемая продолжительность периода набора последующей порции при этом составляет Д Тп Для того, чтобы состав загружаемых вагонов мог за это время переместиться на длину очередного вагона, необходимо, чтобы скорость перемещения составляла д, т. е. величину, задаваемую устройством управления. Устройство автоматического управления намечается к использованию в установке для загрузки железнодорожных вагонов О О on оо О О О О дозированными порциями угля, которая создается по заданию Минуглепрома СССР для строящегося в Якутии Нерюнгринского угольного разреза. Формула изобретения Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза, содержащее задатчик типа вагонов, соединенный с одним из входов блока управления, другие входы которого соединены с датчиками контроля набора порций, а выход связан с приводом распределительного механизма, и блок регулирования, связанный с приводом механизма перемещения вагонов, отличающееся тем, что, с целью повышения производительности при переменной интенсивности потока груза, оно снабжено соединенными последовательно и включенными между .выходом блока управления и входом блока регулирования блоками измерения времени набора порции и коррекции, последний из которых дополнительно соединен с выходом задатчика типа вагонов. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 507504, кл. В 65 G 67/06, 20.11.74. 2.Журнал «Revue de lindustrie minerale, Франция, 1964, т. 46, № 11 (прототип). ТУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управленияуСТАНОВКОй для зАгРузКи ВАгОНОВдОзиРОВАННыМи пОРцияМи СыпучЕгОгРузА | 1979 |
|
SU814835A1 |
| Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза | 1980 |
|
SU889580A1 |
| Способ дозированной погрузки сыпучего материала в вагоны | 1980 |
|
SU979867A1 |
| Способ дозированной погрузки сыпучих грузов | 1988 |
|
SU1664685A1 |
| Способ дозированной погрузки сыпучих материалов в железнодорожные вагоны | 1985 |
|
SU1294733A1 |
| Устройство автоматического управления передвижным конвейером для загрузки вагонов сыпучим грузом | 1983 |
|
SU1134511A1 |
| Способ автоматической дозированной погрузки сыпучих материалов в движущиеся железнодорожные полувагоны | 1978 |
|
SU765163A1 |
| Устройство автоматического управления установкой для загрузки дозированными порциями сыпучего груза в транспортные средства | 1989 |
|
SU1765089A1 |
| Устройство для дозированной загрузки по массе вагонов сыпучим грузом | 1983 |
|
SU1137326A1 |
| Способ управления загрузкой ваго-HOB СыпучиМ МАТЕРиАлОМ | 1976 |
|
SU839953A1 |
