менением его массы, ходовых качеств вагонов, наличием упругостей и люфтов в сцепных приборах и др., .фактическая скорость движения вагонов существенно отличается от заданной.
Цель изобретения - повышение производительности путем исключения сбоев процесса погрузки от переменного запаздывания, при управлении передвижением вагонов.
Поставленная цель достигается тем, что устройство снабжено датчиком пути перемещения вагона и блоком сравнения, входы которого подключены к указанному датчику и задатчику типа вагона, а выход соединен с другим входом блока коррекции, третий вход которого -соединен с выходом блока управления.
Кроме того, устройство снабжено блоком определения производительности, включенным между выходом блока управления и входо.м блока ксфрекшаи.
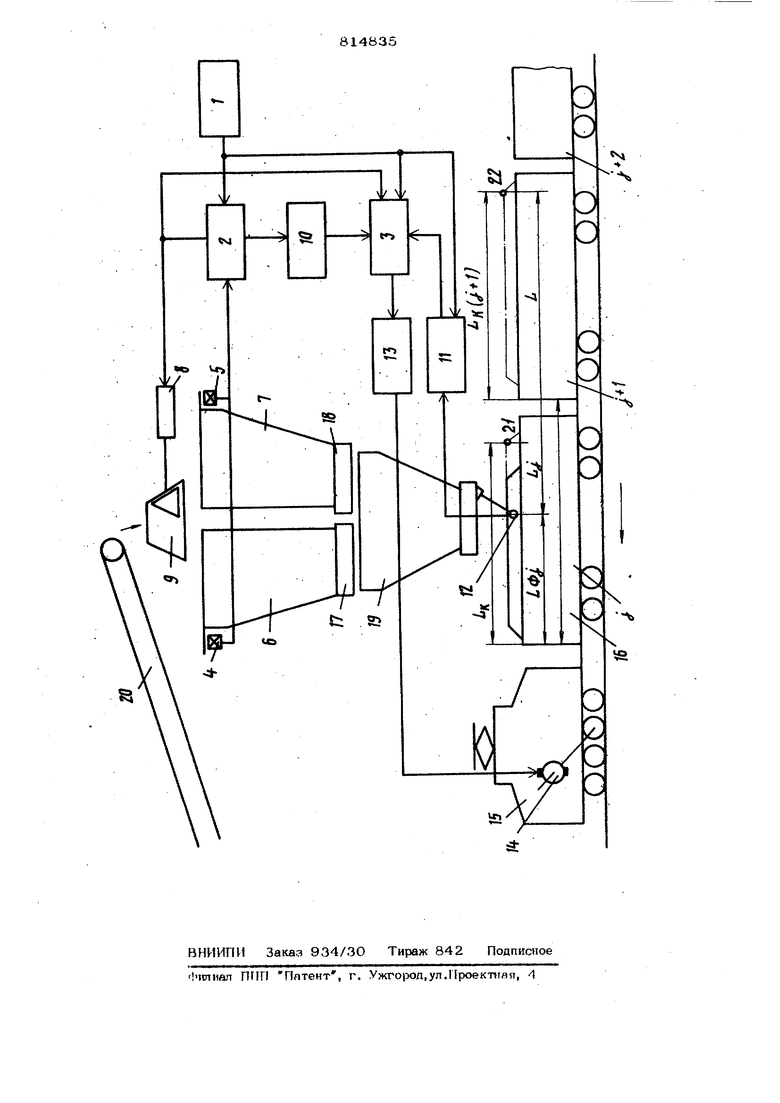
На чертеже .изображена блок-схема устройства автоматического управления для захрузки вагонов дозированными порциями сыпучего груза.
Устройство содержит задатчик 1 типа вагонов, подсоединенный ко.входам блока 2 управления и блока 3 коррекции. Ко входам блока 2 управления подключены TaioKe датчики 4 и 5 контроля набора порции (например, буикерные весы) дозировочных емкостей. 6 и 7, а к его выходу - привод 8 распределительного механизма 9 и блок 3 коррекции. К входам блока 3 коррекции подключен также выход блока 1О определения производительности и блока 11 сравнения, приче входы последнего соединены с задатчико 1 типа вагона и датчиком 12 пути перемещения, выполненным в виде колеса, обкатываемого по верхнему обводу кузова вагона, К выходу блока 3 коррекции подключен блок 13 регулирования который соединен с приводом 14 механизма 15 перемещения вагонов, сцепленного с загружаемыми вагонами 16. Дозировочные емкости 6 и 7 снабжены затворами 17 и 18. Предлагаемый механизм снабжен также загрузным устройством 1 и конвейером 20 подачи груза.
При работе установки для загрузки вагонов дозированными порциями сыпучего груза устройство автоматического управления согласует ритм движения вагонов под загрузочным устройством с учетом запаздывания в системе отработки скорости со случайным ритмом набора порций.
Устройство работает следующим образом,
С задатчика 1 в блок 2 управления и в блок 3 коррекции вводятся соответственно данные о величине порции Q и длине L загружаемых вагонов. Блок 2 через цривод 8 устанавливает распределительный механизм в положение, соответствующее заполнению дозировочной емкости 6, и конвейер 20 начинает подавать в нее сыпучий груз пока сигна массы с датчика 4 контроля набора порции в блоке 2 не станет равным сигналу величины порции, поданным с задатчика 1. При равенстве сигналов в привод . 8 подается команда на переключение потока сыпучего груза в дозировочную емкость 7 для набора следующей.порции (степень заполнения емкости 7 контролируется датчиком 5 контроля набора порции). -Открывается затвор 17 и набранная в дозировочной емкости 6 порция выгружается в загрузочное устройство 19, из которого подается в очередной вагон.
Загружаемые вагоны 16 с помощью привода 14 механизма 15 перемещения вагонов перемещается с такой скорость чтобы к концу загрузки, например, н-го вагона, в дозировочной емкости закончилась подготовка порции для следующего (j +1)-го вагона. Конец загрузки вагона осуществляется в известной для каждого вагона точке, отстоящей, например, от передней стенки вагона на расстоянии, равном длине кузова вагона LuJ -В процессе перемещения вагона сигналы о фактической длине перемещения вагона под загрузочным устройством, снимаемые с выхода датчика 12 пути перемещения вагона, и сигналы заданной длины загружаемого вагона 1; и заданного расстояния до конца загрузки следующего вагона LH (, снимаемые с выхода задатчика 1 типа вагона, подаются в - блок 11 сравнения. С выхода блока 11 сравнения-.в блок 3 коррекции подается сигнал, пропорциональный расстоянию, оставщемуся в данный момент до конца загрузки (} +1)-го вагона
S4tiH)-4r.
в момент окончания приготовления очередной дозы, одновременно с командой на переключение распределительного механизма 9, блок 2 вьщает команду на вычисление в блоке 3 коррекции заданной скорости движения состава согласно зависимости гдеС| гК«СОЦ%-Ь -сигнал, пропорциональ ный номинальной производительности установки. Полученное значение скорости подает,ся в блок 13 регулирования, вьфабатыва щий соответствующее управляющее воздействие на привод 14 механизма 15 перемещения вагонов. Данное значение скорости сохраняется до момента окончания набора следук щей дозы, когда производится определение новой величины скорости. Цикл работы устройства в дальнейшем повторяется. Для повышения точности Ьместо, сигнала номинальной производительности Qj в блок 3 коррекции из блока Ю опре деления производительности подается сигнал GJ , который пропорционален средней производительности подачи сыпучего груза в дозировочные бункеры и может в общем случае отличаться от ... Сред няя производительность определяется по сигналам о величине массы, поступающим через блок 2 в блок 10 (например, путем дифференцирования и усреднения поступающего сигнала). Сущность автоматического управления установкой для загрузки вагонов заключается в следующем. После ок(шчания набега порции для j-ro вагона, она начинает загружаться в этот вагон. Вагон непрерывно передвигае ся под загрузочным устройством. Порция для (j+l)-ro вагона должна быть приготовлена в тот момент, когда под погрузоч ным устройством будет находиться некоторая точка 21, отстоящая от переднего борта j-ro Вагона на расстоянии (например, это может быть .длина кузова j-ro вагона). Необходимость подготовки этой порции до подачи под погрузку следующего вагона объясняется потребностью дополнительного времени на ее взвешивание и перегрузку в загрузочное устройство. Однако фактически вагон может переместиться не на длину Im-i длину iftl момент перею;ючения распределительного механизма осуществляет ся расчет скорости движения, исходя из следующих соображений. Поскольку . время приготовления массы Qj при. , производительности CJ составит Q то скорость движения состава должйа быть равна отношению пути перемещения от точки фактического положения вагона под загрузочным устройством до точки 22, в которой будет приготовлена заданная пбрция для (+2)-го вагона, к времени набора этой порции tJH-j ) т.е. V Благодаря такому режиму управления учитывается фактический характер движения состава. Действительно, если вагон несколько запаздывает в своем движении, то это соответствует уменьшению Lftj и, как следствие, увеличению ;скорости перемещения и наоборот. Формула изобретения 1.Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза, содержащее задатчик типа вагона, соединенный с блоком коррекции и одним из входов блока управления, другие входы которого подключены к датчикам набора порций, а выход связан с приводом распределительного механизма, и блок регул1фования, вход которого подключен к выходу блока коррекции, а выход - к приводу механизма перемещения вагонов, отличающееся тем, что, с целью повышения производительности путем исключения сбоев процесса погрузки от переменного запаздывания .при управлении передвижением вагонов, оно снабжено датчиком пути перемещения . вагона, и блоком сравнения, входы которого подключены к указанному датчику и задатчику типа вагона, а выход соединен с другим входом блока кфрекции, третий вход которого соединен с выходом блока управления. 2.Устройство по п. 1, о т л и ч аю щ е е с я тем,. что оно снабжено блоком определения гфоизводительности, включенным между выходом управления и входом блока коррекции. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 5075О4, кл. В 65 Q 67/Об, 20.11.74. 2.Авторское свидетельсвто СССР по заявке № 2503О45/11, кл. В 65 G 67/22, О5.07.77 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза | 1977 |
|
SU698885A1 |
| Устройство автоматического управления установкой для загрузки вагонов дозированными порциями сыпучего груза | 1980 |
|
SU889580A1 |
| Способ дозированной погрузки сыпучих грузов | 1988 |
|
SU1664685A1 |
| Способ дозированной погрузки сыпучего материала в вагоны | 1980 |
|
SU979867A1 |
| Устройство автоматического управления передвижным конвейером для загрузки вагонов сыпучим грузом | 1983 |
|
SU1134511A1 |
| Устройство автоматического управления передвижным конвейером для загрузки вагонов сыпучим грузом | 1986 |
|
SU1456351A1 |
| Способ автоматической дозированной погрузки сыпучих материалов в движущиеся железнодорожные полувагоны | 1978 |
|
SU765163A1 |
| Устройство для погрузки сыпучих и кусковых материалов в железнодорожные полувагоны | 1981 |
|
SU979245A1 |
| Устройство автоматического управления загрузкой сыпучего груза в вагоны непрерывно перемещаемого состава | 1983 |
|
SU1134512A1 |
| Способ управления загрузкой ваго-HOB СыпучиМ МАТЕРиАлОМ | 1976 |
|
SU839953A1 |