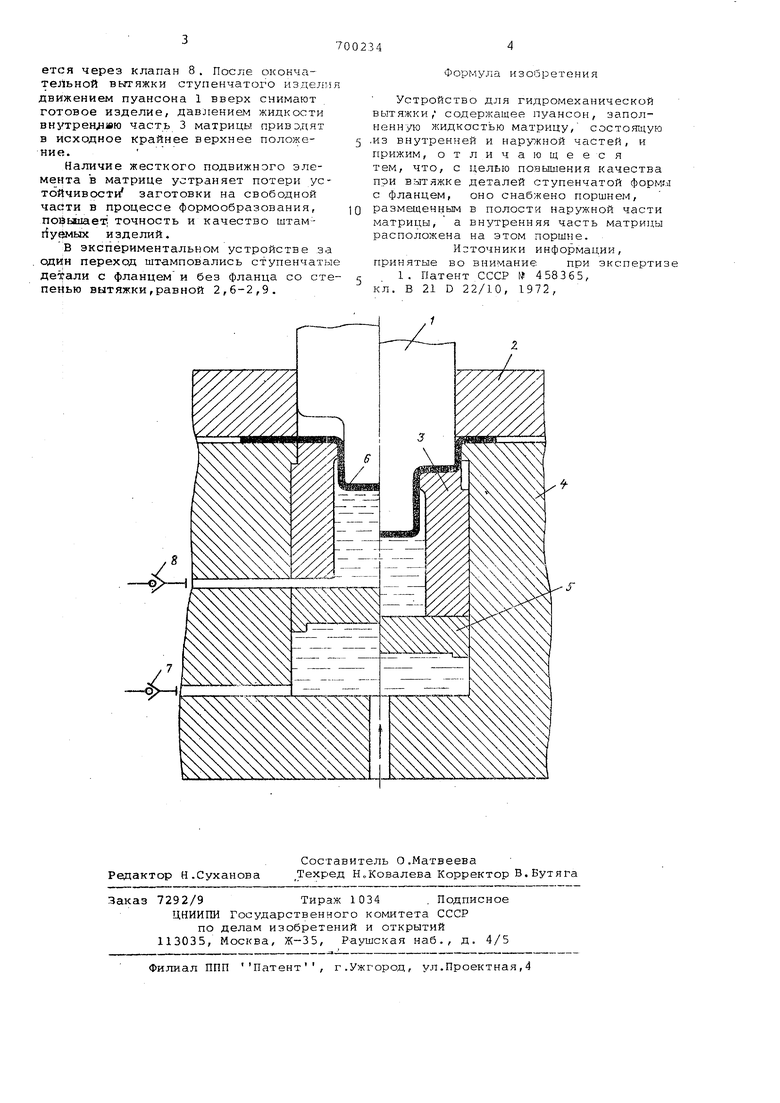
ется через клапан 8. После окончательной вытяжки ступенчатого изделия вижением пуансона 1 вверх снимают готовое изделие, давлением жидкости внутрен 1 ю часть 3 матрицы привэдят в исходное крайнее верхнее положение.
Наличие жесткого подвижного элемента в матрице устраняет потери устойчивости заготовки на свободной части в процессе формообразования, пойыиаеТ; точность и качество штам-rfy(5MfcJx изделий.
В экспериментальном устройстве за един переход штамповались ступенчатые детали с фланцем и без фланца со степенью вытяжки,равной 2,6-2,9.
Ф о р мула изо б р е т е н и я
Устройство для гидромеханической вытяжки, содержащее пуансон, заполненную жидкостью матрицу, состо Г1цую
из внутренней и наружной частей, и прижим, о т л и ч а ю щ е е с я тем, что, с целью повышения качества при вытяжке деталей ступенчатой формы с фланцем, оно снабжено поршнем,
размещенным в полости наружной части матрицы, а внутренняя часть матрицы расположена на этом поршне.
И::точники информации, принятые во внимание при экспертизе
1. Патент СССР № 458365,
кл. В 21 D 22/10, 1972,
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| Устройство для глубокой гидродинамической вытяжки | 1976 |
|
SU611703A1 |
| Способ получения полых цилиндрических ступенчатых деталей с дном | 1985 |
|
SU1581448A1 |
| Штамп для вытяжки изделий сфлАНцЕМ | 1979 |
|
SU845974A1 |
| Устройство для вытяжки | 1978 |
|
SU710729A1 |
| Способ гидромеханической вытяжки и устройство для гидромеханической вытяжки | 1986 |
|
SU1333448A1 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| Штамп для вырубки и многопереходной вытяжки | 1987 |
|
SU1459768A1 |
| Комбинированный совмещенный штамп | 1983 |
|
SU1138208A1 |
| Штамп для вытяжки | 1978 |
|
SU668742A1 |
