(54) ШТАМП ДЛЯ ВЫТЯЖКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для двухпереходной вытяжки | 1982 |
|
SU1053929A1 |
| Штамп для ступенчатой вытяжки листовых заготовок | 1984 |
|
SU1196075A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Способ вытяжки изделий и штамп для его осуществления | 1984 |
|
SU1329868A1 |
| Устройство для штамповки полых изделий из листовых заготовок | 1983 |
|
SU1119755A1 |
| Комбинированный штамп для выполнения разделительных и формообразующих операций на прессах двойного действия | 1981 |
|
SU958014A1 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |


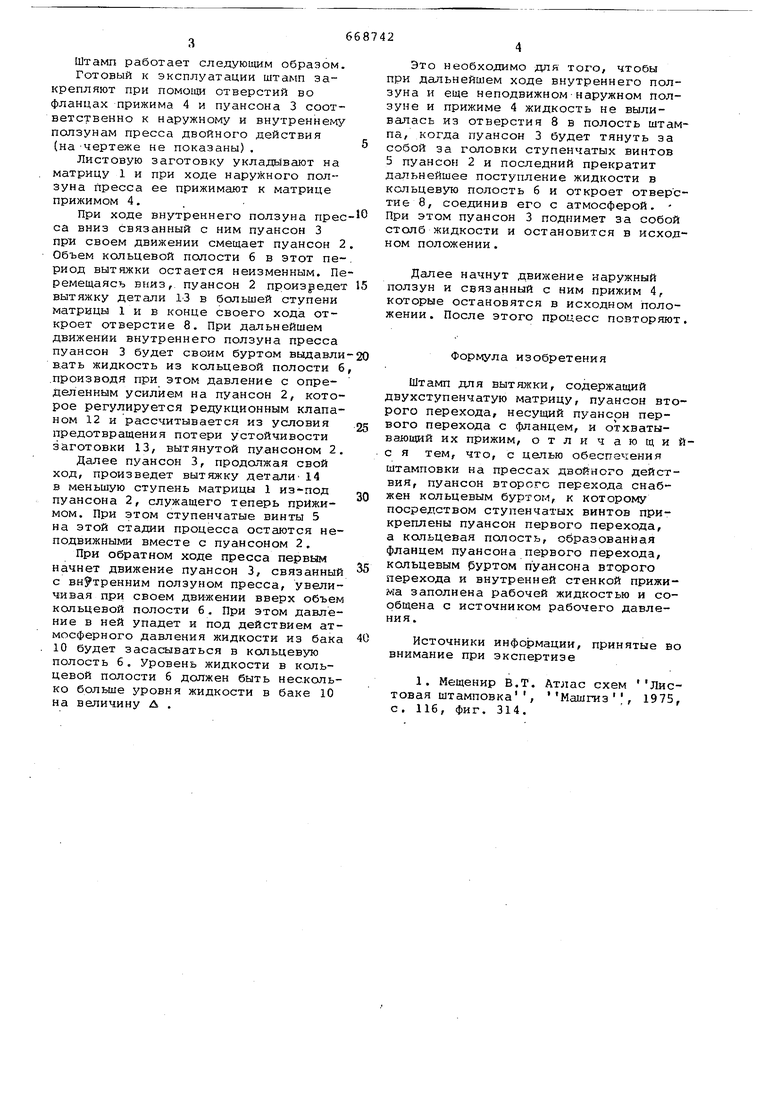
Изобретение касается листовой штамповки. Известен штамп для вытяжки, соде жащий двухступенчатую матрицу, пуан сон второго перехода, несуший пуансон первого перехода с фланцем, и обхватывающий их прижим 1. Однако известный штамп устанавли вают на прессах тройного действия, С целью обеспечения штамповки на прессах двойного действия з предложенном штампе пуансон второго перехода снабжен кольцевым буртом, к ко торому посредством ступенчатых вннтов прикреплен пуансон первого пере хода, а кольцевая полость, образова ная фланцем пуансона первого перехо да, кольцевым буртом пуансона второ перехода и внутренней стенкой прижи ма, заполнена рабочей жидкостью р сообщена с источником рабочего давления . На фиг. 1 показан штамп, общий вид- в разрезе: слева от осевой линии исходное положение штампа, справа - положение штампа в момент вытяжки детали в большей ступени матрицы; на фиг. 2 - то же, справа от осевой линии - положение, соответствующее окончанию всего процесса вытяжки. состоит из двухступенчатой матрицы 1,.на обеих ступенях которой имеются вытяжные, радиусы, пуансона 2 первого перехода с фланцем, предназначенного для вытяжки в большей ступени матрицы, пуансона 3 второго перехода с кольцевым буртом, установленного внутри пуансона2 и предназначенного для окончательной вытяжки детали в меньшей ступени матрицы 1, Пуансоны 2 и 3 обхвачены прижимом 4 и соединены посредством ступенчатых винтов 5. Кольцевая полость 6, образованная прижимом 4, буртом пуансона 3 и фланцем пуансона 2, заполнена жидкостью под давлением.Для предотвращения утечек жидкости из кольцевой полости ;б служат уп-потнительные элементы 7. Для опорожнения и заполнения ког-.ьцевой полости 6 во время работы шгампа служит отверстие 8 в прижиме 4. Отверстие 8 связано с помощью гибкого трубопровода 9 с гидросистемой штампа, содержащей бак 10, обратный клапан 11 и редукционный клапан 12, поддерживающий постоянное давление в кольцевой полости 6 в течение всего рабочего процесса. Штамп работает следующим образом. Готовый к эксплуатации штамп закрепляют при помощи отверстий во фланцах прижима 4 и пуансона 3 соответственно к наружному и внутреннему ползунам пресса двойного действия (на -чертеже не показаны) , Листовую заготовку укладывают на матрицу 1 и при ходе наружного ползуна пресса ее прижимают к матрице прижимом 4. При ходе внутреннего ползуна прес са вниз связанный с ним пуансон 3 при своем движении смещает пуансон 2 Объем кольцевой полости 6 в этот период вытяжки остается неизменным. Пе ремещаясь вниз, пуансон 2 произведет вытяжку детали 13 в большей ступени матрицы 1 и в конце своего хода откроет отверстие 8. При дальнейшем движении внутреннего ползуна пресса пуансон 3 будет своим буртом выдавли в.ать жидкость из кольцевой полости 6 .производя при этом давление с определенным усилием на пуансон 2, которое регулируется редукционным клапаном 12 и рассчитывается из условия предотвращения потери устойчивости заготовки 13, вытянутой пуансоном 2, Далее пуансон 3, продолжая свой ход, произведет вытяжку детали 14 в меньшую ступень матрицы 1 из-под пуансона 2, служащего теперь прижимом. При этом ступенчатые винты 5 на этой стадии процесса остаются неподвижными вместе с пуансоном 2, При обратном ходе пресса первым начнет двилсение пуансон 3, связанный с внутренним ползуном пресса, увеличивая при своем дви-жении вверх объем кольцевой полости б. При этом давление в ней упадет и под действием атмосферного давления жидкости из бака . 10 будет засасываться в кольцевую полость 6. Уровень жидкости в кольцевой полости 6 должен быть несколько больше уровня жидкости в баке 10 на величину Д . Это необходимо для того, чтобы ри дальнейшем ходе внутреннего полуна и еще неподвижном наружном ползуне и прижиме 4 жидкость не выливалась из отверстия 8 в полость штампа, когда пуансон 3 будет тянуть за собой за головки ступенчатых винтов 5 пуансон 2 и последний прекратит альнейшее поступление жидкости в кольцевую полость 6 и откроет отверстие 8, соединив его с атмосферой. При этом пуансон 3 поднимет за собой столб жидкости и остановится в исходном положении. Далее начнут движение наружный ползун и связанный с ним прижим 4, которые остановятся в исходном положении. После этого процесс повторяют. Формула изобретения Штамп для вытяжки, содержащий двухступенчатую матрицу, пуансон второго перехода, несущий пуансон первого перехода с фланцем, и отхватывающий их прижим, отличающийс я тем, что, с целью обеспечения штамповки на прессах двойного действия, пуансон второго перехода снабжен кольцевым буртом, к которому посредством ступенчатых винтов прикреплены пуансон первого перехода, а кольцевая полость, образованная фланцем пуансона первого перехода, кольцевым буртом пуансона второго перехода и внутренней стенкой прижима заполнена рабочей жидкостью и сообщена с источником рабочего давления. Источники информации, принятые во внимание при экспертизе 1. Мещенир В.Т. Атлас схем Листовая штамповка , Машгиз, 1975, с. 116, фиг. 314.
7 2
Фиг.
