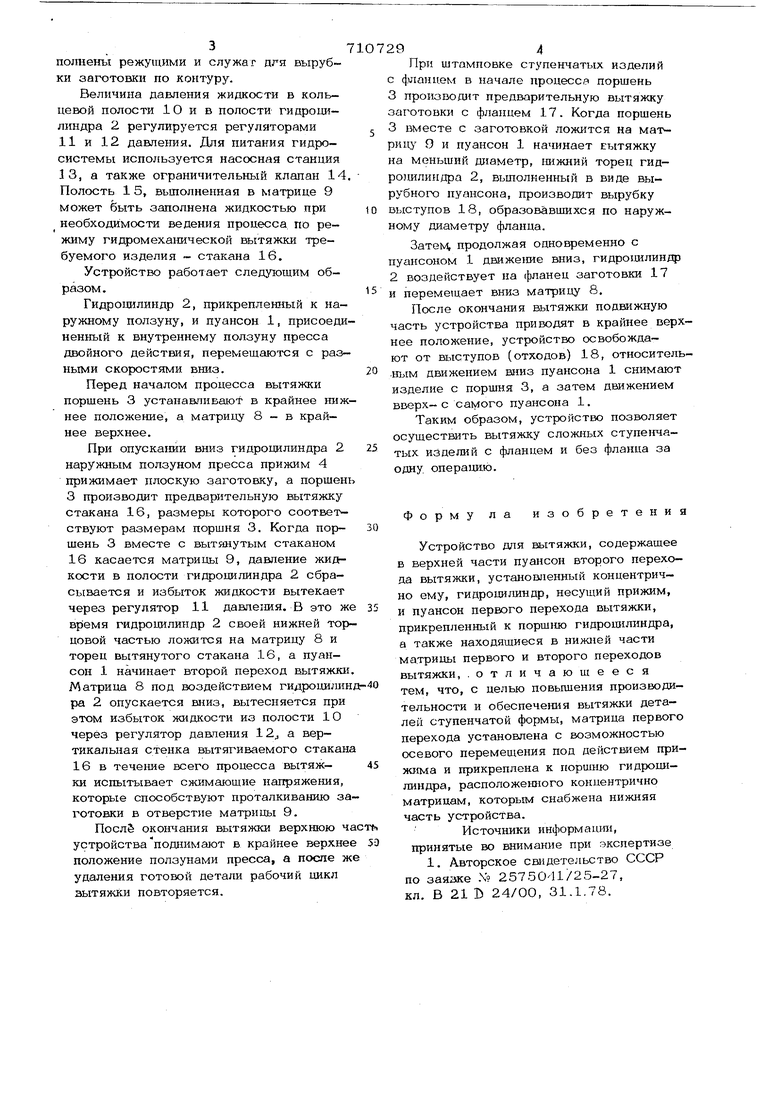
Изобретение отнсжится к листовой штамповке. Известно устройство для вытяжки, содержащее в верхней части пуансон второго перехода вытяжки, установленный концентрично ему, гидроцилиндр, несущий прижим, и пуансон первого перехода вытяжки, прикрепленный к порщн гидроиилиндра, а также наход$пциеся в нижней части матришэ первого и второго переходов вытяжки 111. Недостатком известного устройства является отсутствие возможности изготовления ступенчатых деталей с фланце или без фланца. Для повышения производительности в предложенном устройстве матрица пер вого перехода вытяжки установлена с возможностью осевого перемещения под действием прижима и прикреплена к пор ню гидроцилиндра, расположенного кон- центрично матрицам, которым снабжена нижняя часть устройства. Изобретение поясняется чертежом, в левой части которого изображено рабочее положение устройства при вытяжке без фланца, а в правой - при вытяжке ступенчатых изделий с фланцем. Устройство для вытяжки содержит пуансон второго перехода вытяжки 1 и гидроцилиндр 2. В последнем установлен кольцевой порщень 3, служащий пуансоном первого перехода вытяжки и прижимом при втором переходе вытяжки. Прижим 4 прикреплен к гидроцилиндру 2 с помощью щтырей 5 и пружин 6 и предназначен для прижатия заготовки к поверхности неподвижного гидроцилинд- ра 7. Нижняя часть устройства содержит подвижную матрицу 8 первого перехода вытяжки, являющуюся поршнем и размещенную концентрично между неподвижной матрицей 9 второго перехода и гидроцилиндром 7 в кольцевой полости 1О. Внутре1шяя кромка гидрош1Л1гадра 7 и наружная кромка гидроцилиндра 2 выолнены режущими и служат д/я выруби заготовки по контуру.
Величина давления жидкости в кольевой полости 10 и в полости гицроди- индра 2 регулируется регуляторами
11 и 12 давления. Для питания гидроистемы используется насосная станция 13, а также ограничительный клапан 14. Полость 1 5, вьшолненпая в матрице 9 может быть заполнена жидкостью приЮ
необходимости ведения процесса по режиму гидромеханической вытяжки требуемого изделия стакана 16.
Устройство работает следующим образом.15
Гидроиилиндр 2, прикрепленный к наружному ползуну, и пуансон 1, присоединенный к внутреннему ползуну пресса щойного действия, перемещаются с разными скоростями вниз.20
Перед началом процесса вытяжки поршень 3 устанавлиБают в крайнее нижнее положение, а матрицу 8 - в крайнее верхнее.
При опуска1ши вниз гидроцилиндра 2 25 наружным ползуном пресса прижим 4 прижимает плоскую заготовку, а поршень 3 производит предварительную вытяжку стакана 16, размеры которого соответствуют размерам поршня 3. Когда пор- 30 шень 3 вместе с вытянутым стаканом 16 касается матрицы 9, давление жидкости в полости гидроцилиндра 2 сбрасывается и избыток жидкости вытекает через регулятор 11 давления. В это же 35 время гидроцилиндр 2 своей нижней торцовой частью ложится на матрицу 8 и торец вытянутого стакана 16, а пуансон 1 начинает второй переход вытяжки. Матрица 8 под воздействием гидроцилинд- о ра 2 опускается вниз, вытесняется при этом избыток жидкости из полости 10 через регулятор даштения 12 а вертикальная стенка вытягиваемого стакана 16 в течение всего процесса вытяж-45
ки испытывает сжимающие напряжения, которые способствуют проталкиванию заготовки в отверстие матрицы 9.
После окончания вытяжки верхнюю часть устройстваподнимают в крайнее верхнее 50 положение ползунами пресса, а после же удаления готовой детали рабочий цикл зытях ки повторяется.
При штамповке ступенчатых изделий с }м1анцем в начале процесса поршень 3 производит предварительную вытяжку заготовки с фланцем 17. Когда поршень 3 вместе с заготовкой ложится на матрицу 9 и пуансон 1 начинает сытяжку на меньший диаметр, 1шжний торец гидроцилиндра 2, вьшолненный в виде вырубного пуансона, производит вырубку выступов 18, образовавшихся по наружному диаметру фланца.
Затем, продолжая одновременно с пуансоном 1 дниже1ше вниз, гидро1шлиндр 2 воздействует на фланец заготовки 17 и переме цает вниз матрицу 8.
После окончания нытяжки подвижную часть устройства приводят в крайнее верхнее положение, устройство освобождают от щ,1ступов (отходов) 18, относительным движением вниз пуансона 1 снимают изделие с поршня 3, а затем движением вверх-с самого пуансона 1.
Таким образом, устройство позволяет осуществить вытяжку сложных ступенчатых изделий с фланцем и без фланца за одну, операцию.
Форму ла изобретени
Устройство для вытяжки, содержащее в верхней части пуансон второго перехода вытяжки, установленный концентрич- но ему, гидроци1шндр, несущий прижим, и пуансон первого перехода вытяжки, прикрепленный к поршню гидроШ1линдра, а также находящиеся в нижней части матрицы первого и второго переходов вытяжки, .отличаюшеес я тем, что, с целью повьш1ения производительности и обеспечения вытяжки деталей ступенчатой формы, матрица первого перехода установлена с возможностью осевого перемещения под действием прижима и прикреплена к поршню гидроцилиндра, расположенного концентрично матрицам, которым снабжена нижняя часть устройства.
Источники информацш, принятые во внимание при экспертизе
1. Авторское свидетельство СССР по заяже № 2575041/25-27, кл. В 21 I) 24/00, 31.1.78.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1977 |
|
SU721177A1 |
| Устройство для гидромеханической вытяжки | 1987 |
|
SU1509157A1 |
| Штамп для гидромеханической вытяжки | 1978 |
|
SU710730A1 |
| Способ изготовления оболочки и устройство для его осуществления | 1985 |
|
SU1609438A3 |
| Штамп для вытяжки ступенчатых деталей с фланцем | 1985 |
|
SU1303218A1 |
| Устройство для глубокой вытяжки с торцовым подпором | 1987 |
|
SU1489890A1 |
| Способ вытяжки полых изделий | 1986 |
|
SU1323168A1 |
| ШТАМП ДЛЯ ВЫТЯЖКИ | 1990 |
|
RU2013162C1 |
| Устройство для гидромеханической вытяжки | 1977 |
|
SU700234A1 |
| Устройство для глубокой вытяжки | 1980 |
|
SU1031573A1 |

