Изобретение относится к области кузнечно-прессового оборудования и может быть использовано для изготовления деталей машин, например болтов, штифтов и т. п.
Известен штамп для высадки головок на стержнях, содержащий обойму с разъемными полумуфтами и связанный с пневмосистемой поршень-выталкиватель для полуматриц.
Однако в известном штампе не исключено заклинивание стержней в полуматрицах и, кроме того, полу матрицы Перегреваются и засоряются окалиной.
В предлагаемом штампе указанные недостатки устранены за счет того, что он снабжен установленным внутри поршня-выталкивателя по его оси упором-толкателем для стержней, а на наружной поверхности поршня-выталкивателя выполнены каналы, связывающие упор-толкатель с пневмосистемой. При этом на внутренней поверхности поршня-выталкивателя выполнены перепускные каналы.
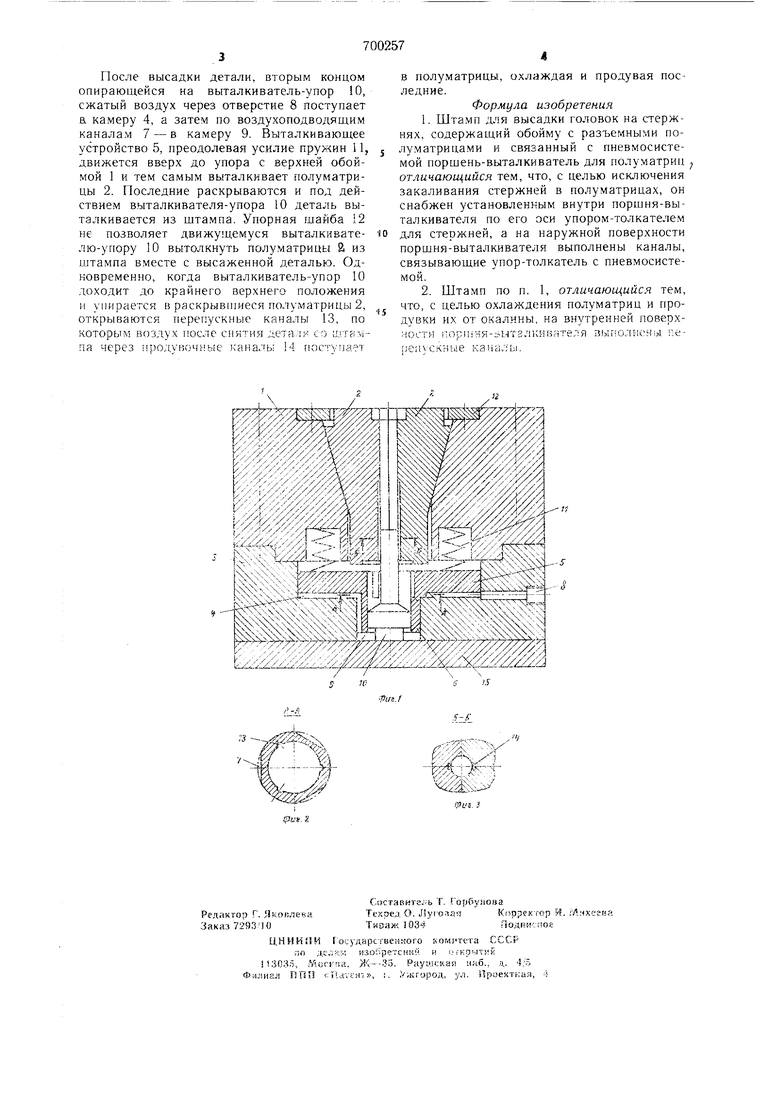
На фиг. 1 схематически изображен предлагаемый штамп; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1.
Штамп для высадки головок деталей стержневого типа состоит из верхней обоймы 1 с полуматрицами 2, нижней обоймы 3, в камере 4 которой выполнено в виде поршня выталкивающее устройство 5, своим продолжением 6 скользящее в нижнней обойме и имеющее на внешней части воздухоподводящие каналы 7, отверстия 8, служащего для транспортировки (подачи) воздуха, камеры 9 с выталкивателем-упором 10, выполненным подвижно внутри выталкивающего устройства 5, возврат которого в исходное положение осуществляется при помощи пружин 11, упорной шайбы 12, ограничивающей полное выдвижение полуматриц 2 с верхней обоймы 1, перепускных каналов 13, выполненных во внутренней части выталкивающего устройства, продувочных каналов 14 внутри полуматриц 2 и опорной плиты 15, на которой крепится щтамп.
Крепежные детали не указаны, показаны
только возможные оси их крепления.
Штамп для высадки головок деталей стержневого типа работает следующим образом.
После высадки детали, вторым концом опирающейся на выталкиватель-упор 0, сжатый воздух через отверстие 8 поступает а камеру 4, а затем по воздухоподводящим каналам 7 - в камеру 9. Выталкивающее устройство 5, преодолевая усилие 11, движется вверх до упора с верхней обоймой 1 и тем самым выталкивает полуматрицы 2. Последние раскрываются и под действием выталкивателя-упора 10 деталь выталкивается из штампа. Упорная шайба 12 не позволяет движущемуся выталкивателю-упору 10 вытолкнуть полуматрицы И из штампа вместе с высаженной деталью. Одновременно, когда выталкиватель-упор 10 доходит до крайнего верхнего положения и упирается в раскрывп1иеся полуматрицы 2, открываются перепускные каналы 13, по которым Еюздух после снятия дета:;;- со штямпа через продувочиьге каналы 14 поступает
В полуматрицы, охлаждая и продувая последние.
Формула изобретения
1.Штамп для высадки головок на стержнях, содержащий обойму с разъемными полуматрицами и связанный с пневмосистемой поршень-выталкиватель для полуматриц отличающийся тем, что, с целью исключения закаливания стержней в полуматрицах, он снабжен установленным внутри поршня-выталкивателя по его оси упором-толкателем для стержней, а на наружной поверхности поршня-выталкивателя выполнены каналы, связывающие упор-толкатель с пневмосистемой.
2.Штамп по п. 1, отличающийся тем, что, с целью охлаждения полуматриц и продувки их от окалины, на внутренней поверхности пор1иня- ытз;11сивпте.ля зыпо;1И(Яы пеiJCincKHbie каналы.
f-.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ БУРТИКОВ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2011 |
|
RU2479375C1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| УСТРОЙСТВО ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 2006 |
|
RU2344896C2 |
| ШТАМП ДЛЯ ВЫСАДКИ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1991 |
|
RU2006328C1 |
| Ковочный пакет для горячей безоблойной штамповки | 1986 |
|
SU1433619A1 |
| Форма | 1975 |
|
SU538893A1 |
| УСТРОЙСТВО для ДВУХСТОРОННЕЙ ВЫСАДКИ ДЕТАЛЕЙ СТЕРЖНЕВОГО ТИПА | 1964 |
|
SU167130A1 |
| Штамп для выдавливания удлиненных изделий | 1977 |
|
SU662226A1 |
