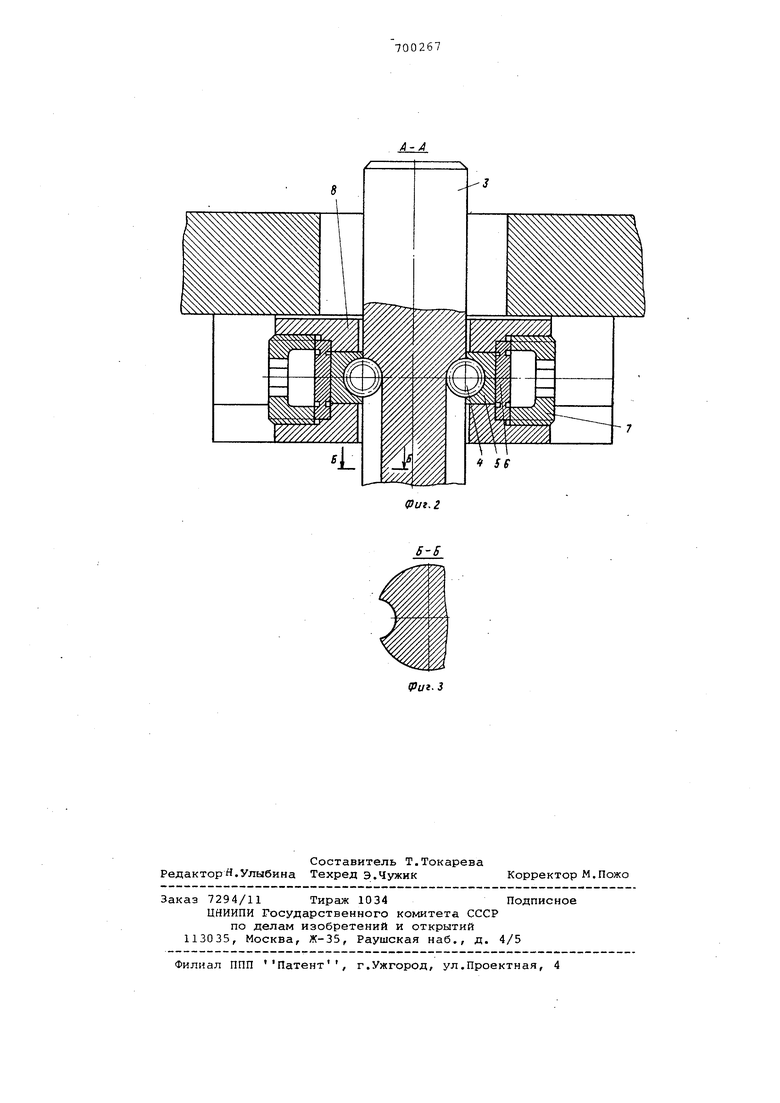
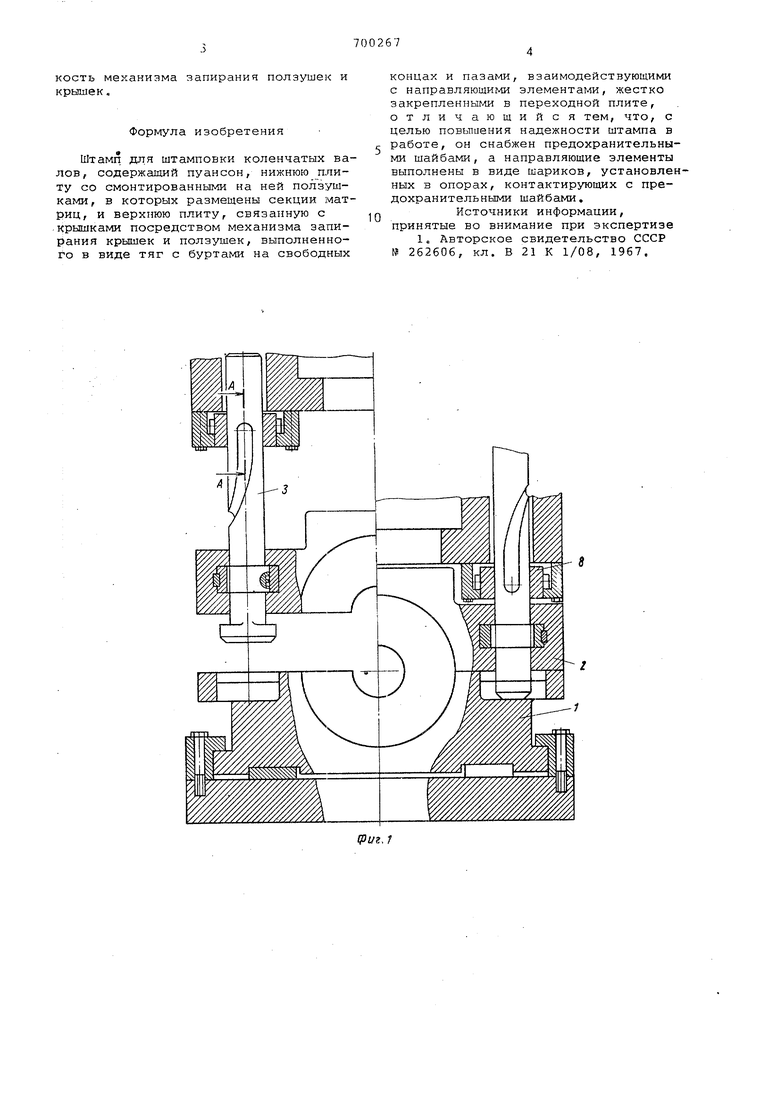
, Изобретение относится к области обработки металлов давлениемр а имен но к штампам для штамповки коленчатых валов способом гибки с высадкой, Известен штамп для штамповки коленчатых валов, содержащий пуансон, нижнюю плиту со смонтированными на ней ползушками, в которых размещены секции матриц, и верхнюю плиту, связанную с крышками посредством механизма запирания крышек и ползушек, выполненного в виде тяг с буртами на свободных концах и пазами, взаимодействующими с направляющими злемен таш, жестко закрепленными в переход ной плите 1. Однако известный штамп является недостаточно надежным в работе. Целью изобретения является повышение надежности штс1мпа в работе. Для этого предлагаемый снаб ,жен предохранительными шайбами, а направляющие элементы выполнены в зи де шариков, установленных в опорах, контактирующих с предохранительными шайбами. На фиг. 1 показан предложенный .штамп для штамповки коленчатых вало разрез; на фиг, 2 - разрез по А-А н фиг. 1; иа фнг, 3 - разрез по Б-ь на фи г, 2 J Штамг содержит ползутлки 1, крышки 2, в которых смонтированы с возможностью поворота на 90° тяги 3 с буртс1ми на свободных и с пазами, взаимодействующими с шариками 4, установленнымIi в опорах 5, Предохранительные шайбы б, размещенные между onopaN-m 5 и peгyлиpoвoчны IИ гайками 7, смонтированы в переходной плите В. Штамп работает след тощим образом. Заготовка под шта лпсвку укладывается между ползушками 1 и крышками 2. При ходе траверсы пресса вниз, тяги 3 своими буртами заходят в ползушки 1 и при помощи шариков 4 и ответных пазов на тягах 3, шарики 4 разворачивают тяги 3 на 90° и запирают ползушки 1 и крышки 2. После высадки колена вала позушки 1 и крышки 2 «аходятся в распертом состоянии. При подъеме траверсы пресса вверхЧ шарики 4 разворачивают тяги 3 в исходное положение. Если произош.пи перегрузки за счет бо.пьших распорных усилий в ползушках 1 и крышках 2, то шарики 4 своей опорой 5 срезают предохранитель ные шайбы 6, чем обеспечивается стойкость механизма запирания ползушек и крышек.
Формула изобретения
Штамп для штамповки коленчатых валов, содержащий пуансон, нижнюю плиту со смонтированными на ней ползушками, в которых размещены секции матриц, и верхнюю плиту, связанную с крышками посредством механизма запирания крышек и ползушек, выполненного в виде тяг с буртами на свободных
концах и пазами, взаимодействующими с направляющими элементами, жестко закрепленными в переходной плите, отличающийся тем, что, с целью повьпиения надежности штампа в работе, он снабжен предохранительными шайбами, а направляющие элементы выполнены в виде шариков, установленных в опорах, контактирующих с предохранительными шайбами. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 262606, кл. В 21 К 1/08, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 1970 |
|
SU262606A1 |
| Штамп для штамповки коленчатых валов | 1988 |
|
SU1602605A1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1991 |
|
SU1819183A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| Штамп для штамповки крупногабаритных коленчатых валов | 1982 |
|
SU1017429A1 |
| Штамп для высадки утолщений на стержневых заготовках | 1991 |
|
SU1792782A1 |
| Штампы для штамповки крупногаба-РиТНыХ КОлЕНчАТыХ ВАлОВ | 1978 |
|
SU839645A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2041761C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп совмещенного действия | 1977 |
|
SU660765A1 |