1
Изобретение относится к области произБодства ЛИСТОВЫХ материалов, налрамер стекла, и может быть использовано при необходимости передачи листов из дв сжущегося оплошногр потока на конвейер, установленный под углом.
Известно устройство для передачи гру- зов с одного конвейера на другой, включающее приводную секцию рольганга, закрепленную с эксценриситетом на вращаккцейся раме, поворотную заслонку и противовес tl.
Одна11О это устройство отличается низкой производительностью, так как при необходимости передачи изделий необходима остановка основного конвейера.
Известно также устройство для передачи ЛИСТОВЫХ материалов с конвейера на конвейер, расположенный под углом, включающее ролики, привод роликов н механизм поворота роликов 2,
Недостатком известного устройства является то, что оно обеспечивает передачу одиночного груза с малой скоростью,
ЧТО затрудняет передачу большого количества ЛИСТОВ из СПЛОШНОГО движущегося потоке.
Целые настоящего изобретения является повыщенйе производительности -устройства.
Поставленная цель достигается тем, чго известное устройство снабжено вари- автором, скорости, который связан с роликами, приводом и механизмом поворота.
Величина век1хзра составляющей скорости перемещения листов по откатчику, со-направленного с вектором скорости перемещения листоб по основному конвейеру, равна скорости основного конвейера. Это позволяет при отборе листов сохранять расстояние менсду листами на основном потоке, что обеспечивает возможность выборочной передача, как одиночных листов, так и любого надеред заданного количеств ва ЛИСТОВ из основного сплошного потока.
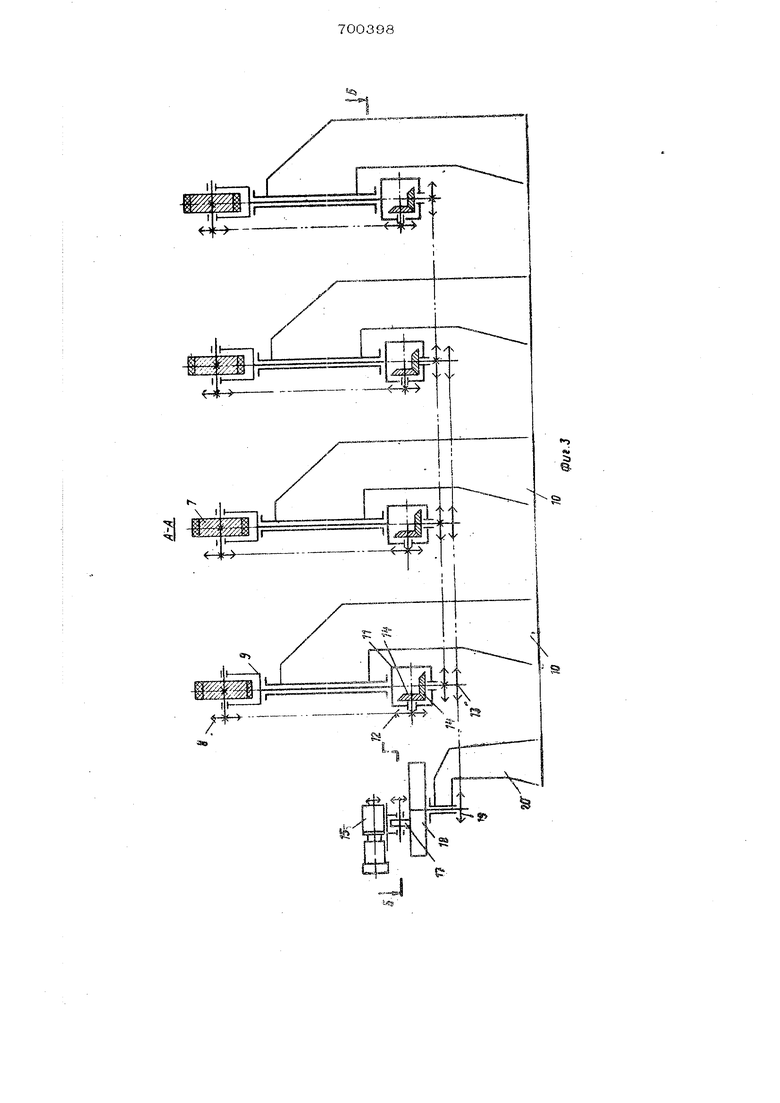
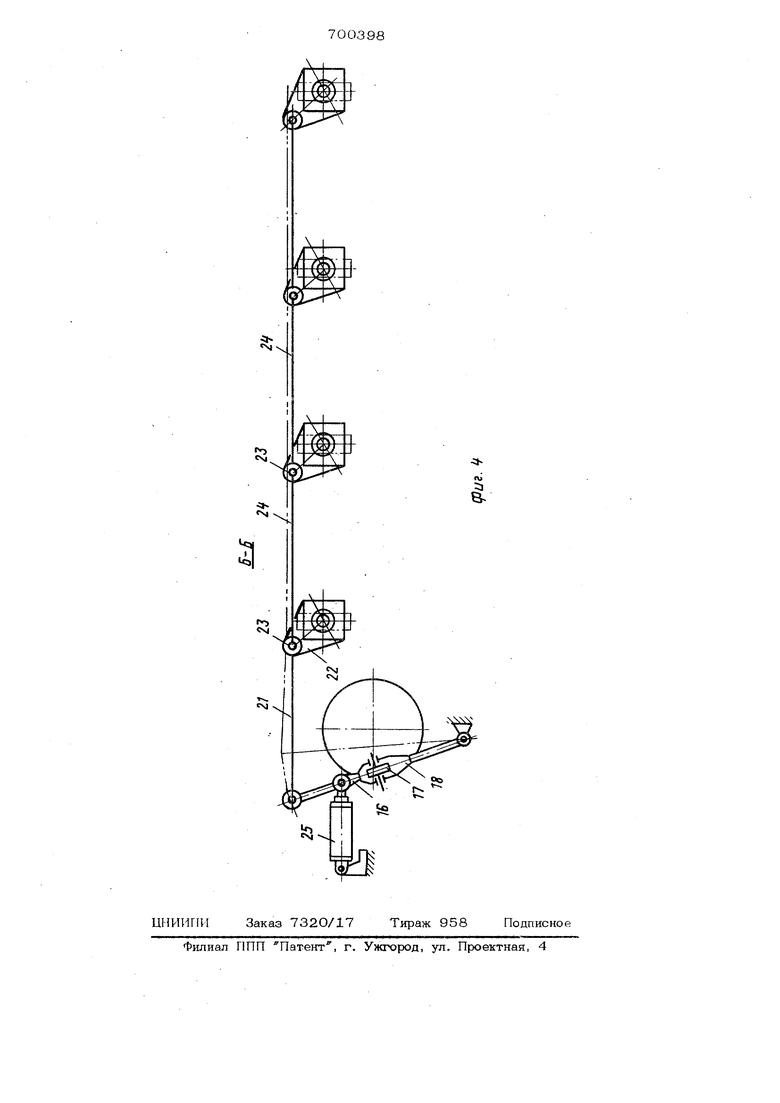
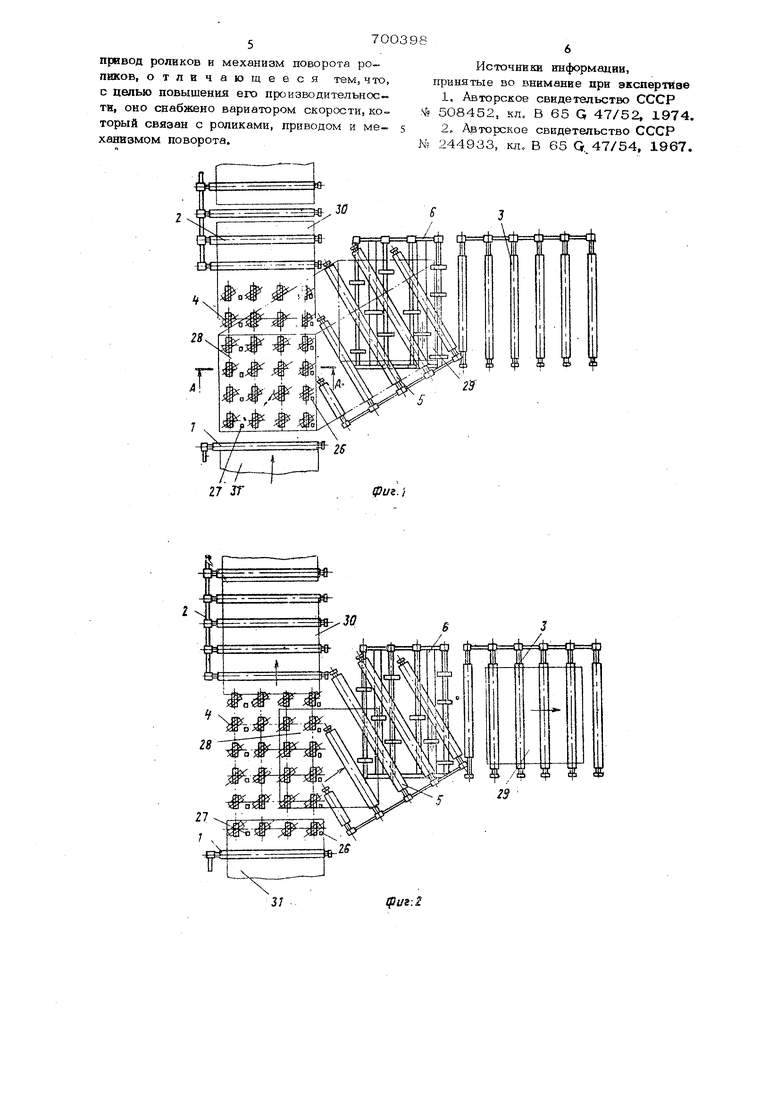
На фиг. 1 схематически изображено описываемое устройство в плане; на фиг. 2то же устройство в момент отбора оче- редкого листа из сплошного потока; но фиг. 3 - разрез А-А на фиг. 1 на фиг, 4 « разрез В-Е на фиг. 3. Устройство содержит конвейеры 1 и 2 по которым листы перемещаются в осяов- ном направлении, под углом к ним уста™ новлен конвейер 3 для приема отобранных листов. Конвейеры 1-3 выполнены, н.-апри мер, в виде рольгангов. В месте отбора между конвейерами 1 и 2 установлен откатчик 4, по которому листы могут перемещаться как в основном направлении, так и в направлении отбора их. Под углом к откатчику 4 установлен в направлении от бора листов конвейер 5, выполненный, напртмер, в виде рольганга. Между валка ми конвейера 5 расположена подъемная секция 6, верхняя плоскость образующих которой при подъеме ее совпада™ ет с шюскостью конвейера 3. Откатчик 4 выполнен в виде нескольких рядов приводных роликов 7, снабженных звездочками 8 и установленных з по воротных вилках 9, ось каждой из которых смонтирована в гильзе стойки 10. На оси вилки 9 в нижней части смонтирован угловой конический редуктор 11 со звездочками 12 и 13 и кончиками 14, служащими для передачи движения роликам. Нияшие звездочки 13 в одном ряду роликов 7 соединень попарно между со- ; бой депью„ Привод вращения роликов -от мотор-редуктора 15, установленного на вилке 16 вариатора на которой смонтирован ролик 17, получающий-вршдениа от привода и опирающийся на фракщ онный диск 18 вариатора На осл диска 18 смо тирована звездочка 19, соеднне1шая цепью со звездочкой 13 редуктора 11. При вод смонтирован на опоре 2О. Випка 16 вариатора вьшол1{8на в- виде рычага, на конце которого шарнирно установлена тяга 21s связывающая вилку 16 с кронштейном 22 редуктора 11. Кронштейны редукторов через шарниры 23 тяги 24 соединены друг с другом Привод поворота вилки 16 вариатора осуществляется от пневмоцилиндра 25. Откатчик 4 снабжен двумя рядами конечных выключателей 26 и 27, Передавав. мый лист -.. 28, переданный лист - 29, предыдущий лист - 30, последующий JtHCT Устройство роботает следующим образом. Очередной лист 28 с конвейера 1 по ступает на откатчик 4. Eat и необходима 7 984 его откатка на конвейер 3, нажатием передней кромки откать ваемого листа на соответствующий конечный выключатель 26 ряда подается команда на пневмоцилиндры 25. При этом вилка 16 вариатора с роликом 17 поворачивается вокруг неподвижного шарнира, ролик 17 придвигается к центру диска 18 вариатора, в результате чего скорость его, а следовательно, и скорость роликов соответственно увеличивается. Одновременно поворачиваются все редукторы 11 с вилками 9 и роликами 7. Лист стекла 28 перемещается под углом к конвейерам 1 и 2 со скоростью большей, чем скорость движения листов по основным конвейерам 1 и 2} при этом соотношение плеч вилки 16 вглбрано так, что величина вектора составляющей скорости перемещения листов по откатчику 4, сона11ра)злешюго. с векторсы скорости перемещения листов по основному конвейеру, равна скорости основного конвейера. При сходе задней кромки откаТ5 шаемого листа 28 с конечного выключателя 26 ряда дается команда на разрешение поворота соответствующего ряда роликов, которые поворачиваются при нажатии передней кромки последующего-листа 31 на соответствующий конечный выключатель 27 ряда. Лист стекла поступает на конвейер 5, затем при подъеме секции 6 лист стекла передается на конвейер 3, с которого он поступает па последующие операции. Та- КИМ образом, наличие приводных одиночных роликов, установленных несколькими рядами с возможностью поворота их на определенный угол (выборочно яли одновременно несколько рядов) при условии увачичения на заданною величину скорости врщдения роликов обеспечивает последовательно отбор и передачу-с одного конвейера на другой, расположегшый к первому под углом, любого наперед заданно1Х) количества листов. Устройство для передачи листовых материалов с конвейера на ког{вейер позволяет осуществлять не только передачу одиночных листов, но и любого наперед заданного количества листов из сяшошно- :го потока при снижещш мощности главного конвейера (в 1,7 раза). Формула б р е т е н и я Устройство для передачи пистовых материалов с конвейера на конвейер, распо- ложешш1й под углом, ключаюш,ее ролгки.
привод роликов и механизм поворота ропшсов, отличающееся тем, что, с целью повышенЕЯ его производительное ти, оно снабжено вариатором скорости, который связан с роликами, приводом и механизмом поворота.
Источники информации, принятые во внимание при экспертизе
1,Авторское свидетельство СССР
V9 508452, кл. В 65 Q 47/52, 1974.
2,Авторское свидетельство СССР
Jx 244933, кл, В 65 Q. 47/54, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для разделения сплошного транспортного потока листового стекла | 1977 |
|
SU659536A1 |
| Устройство для передачи листового материала | 1975 |
|
SU603636A1 |
| Устройство для передачи листов стекла в направлении, перпендикулярном основному | 1978 |
|
SU727576A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Устройство для обработки кромок | 1980 |
|
SU889391A1 |
| Устройство для укладки листового стекла | 1978 |
|
SU767036A1 |
| Поточная линия подготовки листов стекла для совместного их моллирования | 1978 |
|
SU734149A1 |
| Устройство для передачи листов стекла | 1985 |
|
SU1286544A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Откатчик листов стекла | 1979 |
|
SU948902A1 |