(54) УСТРОЙСТВО ДЛЯ ОБРАБОТКИ КРОМОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для перекладки стекол на машине для обработки кромок | 1985 |
|
SU1266732A1 |
| БИБЛИОТЕКА | СЕКЦИЯ РОЛЬГАНГА С МЕХАНИЗМОМ РЕЗКИ ЛИСТА СТЕКЛА | 1971 |
|
SU320456A1 |
| Манипулятор | 1986 |
|
SU1359112A1 |
| Установка для подачи листового материала | 1980 |
|
SU1011346A1 |
| Устройство для укладки и упаковки листового стекла в тару | 1980 |
|
SU933549A1 |
| Устройство для переворачивания плоского листового материала | 1979 |
|
SU925801A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| АВТОМАТ-РЕЗЧИК КЕРАМИЧЕСКОГО БРУСА | 1990 |
|
RU2069621C1 |
| Автоматический питатель листовых заготовок | 1972 |
|
SU537915A1 |
| Машина для обработки кромок листовых стекол | 1977 |
|
SU636071A2 |
I
Изобретение относится к устройствам для обработки кромок плоских pямoyгoльных листов, например стекол.
Известна машина для обработки кромок листовых стекол, между транспортирующими цепями которой смонтирован двусторонний рольганг с неприводными роликами, а перед этими цепями на участке ввода листов стекла в ветвь машины установлены прижимные приспособления 1.
Недостатком такой машины является низкая производительность из-за необходимости обслуживать ее двумя операторами, находящимся по обеим ее сторонам, и заключающаяся в ручной перекладке каждого листа стекла с переворотом на 90° из одной ветви машины в другую.
Известна также машина для обработки кромок листовых стекол, которая снабжена ускоряющим транспортером с упором, ветви которого совпадают по направлению с выходом одного и со входом другого участка обработки, и контователем, установленным по обе стороны от ускоряющего транспортера, выполненным в виде рольганга, причем на участке рольганга, установленного по
одной стороне ускоряющего транспортера, смонтирована щтанга с вакуум-присоской, а на другом - вильчатый укладчик для съема и установки стекла соответственно с транспортера на рольганг и обратно 2.
Недостатком такой машины является
5 низкая производительность обработки кромок, зависящих от скорости подачи стекла через ускорительный транспортер, на обратную ветвь машины. В процессе механизированной перекладки с одного участка обра „ ботки на другой, стекло осуществляет сложный путь движения, включающий дважды поворот его на 95°с переменой базовых торцов, что не позволяет увеличивать скорость. Кроме того, при размере стекла меньше чем ширина роль ганга, при подъеме оно сползает с вилок укладчика на ролики ускоряющего транспортера, не гарантируя сохранения качества стекла и его кромок.
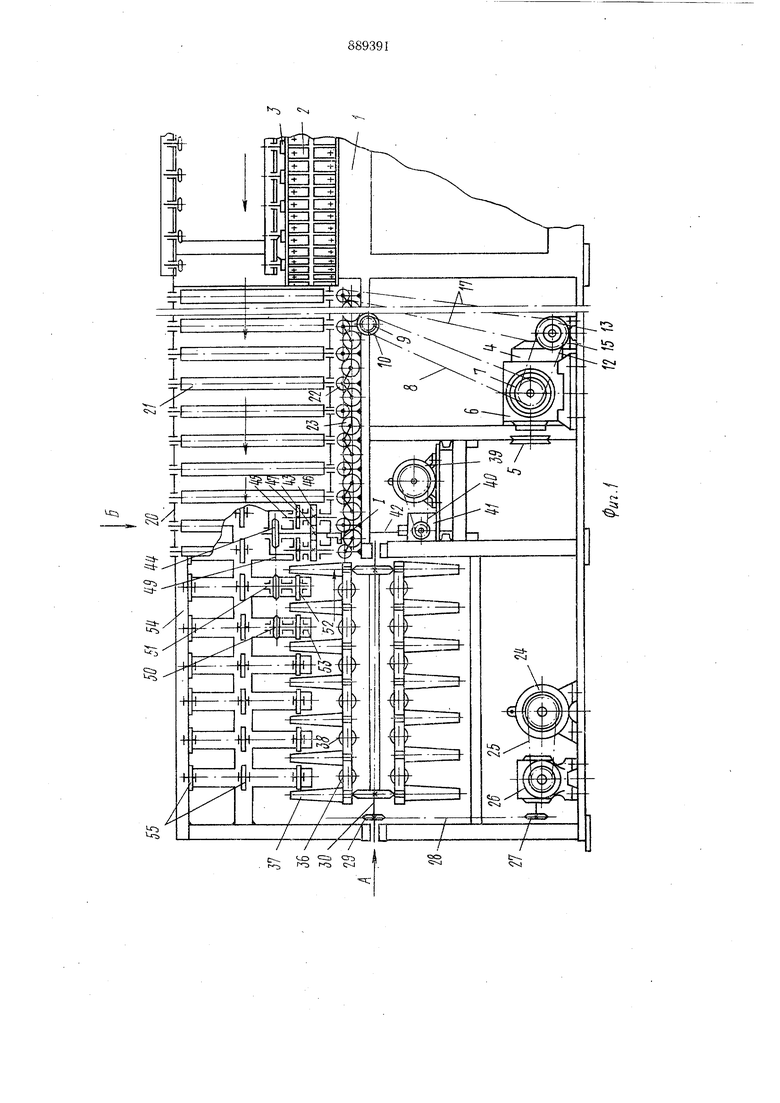
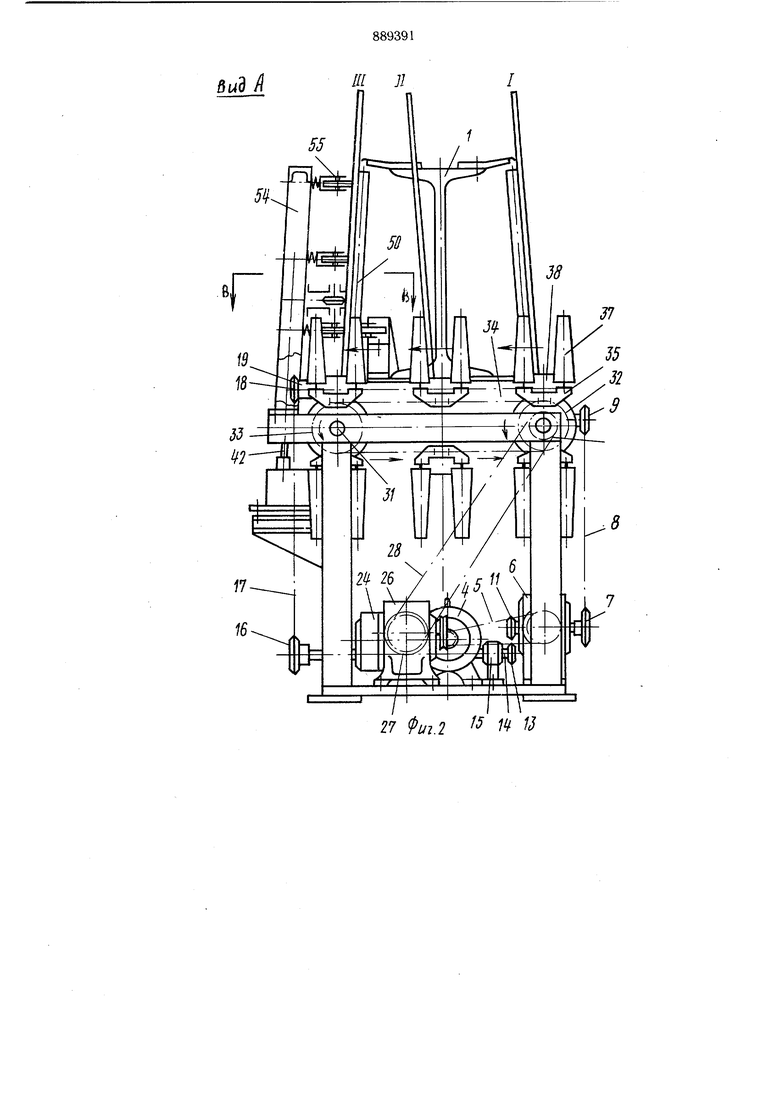
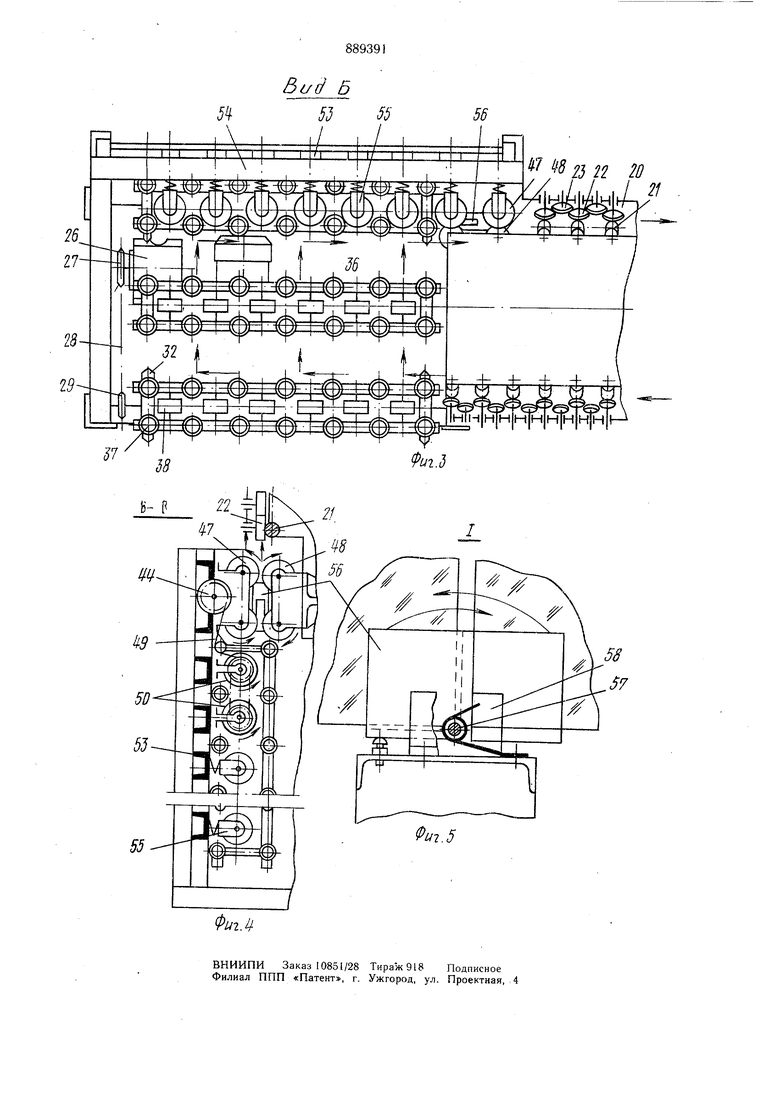
Целью изобретения является повышение производительности устройства для обработ20 ки кромок при сохранении его качества. Цель достигается тем, что устройство снабжено поперечным вильчатым транспортером, выполненным в виде замкнутой цеПИ С каретками и жесткими рамками, на которых смонтированы неприводные вертикальные и горизонтальные ролики, установленные на одном уровне с роликами ускоряющего транспортера, и механизмом разгрузки и поворота стекла, выполненном в виде подпружиненного уголка имеющего возможность проворачиваться на 90 и установленного на входе в обратную ветвь ускоряющего транспортера, подпружиненных неприводных роликов и нескольких приводных роликов, установленных на жестких консолях в промежутках между вертикальными коническими роликами поперечного вильчатого -транспортера. На фиг. 1 изображено устройство, общий ВИД , на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. ; на фиг. 4 - сечение В-В на фиг. 2; на фиг. 5 - узел I подпружиненного уголка механизма поворота (фиг. ). Устройство содержит станину 1, на которой смонтирован механизм обработки кромок, включающий приводной двусторонний рольганг 2, неприводные ролики 3, и инстру.мент (не показан). В нижней части станины i установлен электродвигатель 4 (фиг. 1 и 2), соединенный через ременную передачу 5 с редуктором 6, а последний через звездочку 7, цепь 8, звездочку 9 с приводным роликом 10. Одновре.менно от редуктора 6 через звездочку 11, цепь 12 и звездочку 13, вал 14, установленный подвижно Б опорах 5, звездочку 16 цепь 17, звездочку 18 с приводным роликом 19 механизма Привода ускоряющего двустороннего транспортера 20. Входная и выходная ветви транспортера 20 совпадают по направлению с выходом одного и входом другого участка .механизма обработки кромок, а каждая из ветвей выполнена в виде неприводных вертикальных роликов 21, горизонтальных приводных роликов 22 и промежуточных роликов 23, находящихся в тесном соприкосновении друг с другом. Ролики 22 и 23 образуют привод левой и правой подач стекла. На станине 1 установлен электродвигатель 24,соединенный через ременную передачу 25,редуктором 25, звездочку 27, цепь 28, звездочку 29 с валом 30 поперечного вильчатого транспортера, который содержит приводной вал 30 и ведомый вал 31, установленные подвижно в опорах станины 1. На валах 30 и 31 укреплены жестко и попарно ведущие звездочки 32 и ведомые 33, соединенные цепями 34. На цепях 34 укреплены каретки 35, соединенные рамками 36, на каждой из которых смонтированы неприводные вертикальные конусные ролики 37 и горизонтальные ролики 38. Последние установлены на одном уровне с приводными горизонтальными роликами 22 ускоряющего транспортера 20. В средней части станины 1 укреплен электродвигатель 39, соединенный через ременную передачу 40 с редуктором 41, снабженным вертикальным приводпы.м валом 42, на котором укреплены щестерни 43 и звездочка 44. На валах 45 укреилены шестерни 46, находящиеся в постоянном зацеплении с шестернями 43, и приводные ролики 47 (фиг. 1). Относительно роликов 47 установлены зеркально неприводные ролики 48 (фиг. 3 и 4). Звездочка 44 соединена через цепную передачу 49, звездочку 50 с валами 51, на которых укреплены один или несколько, приводных роликов 52. Приводные ролики 52 со своими опорами установлены на консолях 53 кронщтейнов 54, укрепленных жестко на станине 1. Ролики 52 расположены между вертикальными коническими роликами 37 поперечного вильчатого транспортера и несколько ниже их верхнего торца (фиг. 1). На консолях 53 кронщтейнов 54 установлены на различной высоте несколько рядов подпружиненных неприводных роликов 55. Все ролики выполнены обрезиненными. Механизм разгрузки и поворота стекла, кроме приводных роликов 47 и 52, неприводных 48 и подпружиненных 55, содержит подпружиненный , уголок 56, установленный свободно на оси 57, а последняя в опоре 58, установленной на станине 1 между приводными роликами 47 и неприводными роликами 48, и так чтобы прорезь в уголке 56 совпадала со входом в обратную ветвь ускоряющего транспортера 20 (фиг. 5 и 4). Угол наклона вершин вертикальных роликов внутрь устройства, а также конусность - 5° Устройство работает следующим образом. Перемещаемый лист стекла захватывается приводным рольгангом 2, прижимая его к пеприводным роликам 3, перемещает вдоль механизма обработки кромок. Обработка производится одновременно обоих кромок стекла инструментальными головками, при движении стекла в одном направлении (справа налево). Лист стекла, выйдя из ветви механизма обработки, попадает на горизонтальные приводные ролики 22 ускоряющего транспортера 20 (фиг. 1), получающие вращение справа налево от электродвигателя 4 через ременную передачу 5, редуктор 6, звездочку 7, цепь 8, звездочку 9, приводные ролики 10 через промежуточные (типа фрикционных) ролики 23. Скорость движения стекла на транспортере должна быть больще, чем скорость движения стекла в механизме обработки кромок, что позволит разорвать движущиеся листы стекла между собой (фиг. I). При полном выходе стекла из ускоряющего транспортера 20, стекло своим угловым торцом включает автоматический режим работы поперечного вильчатого транспортера, воздействуя на конечный выключатель (не показан), при этом включается электродвигатель 24, который через ременную передачу 25, редуктор 26, звездочку 27, це.пь 28, звездочку 29, вал 30, ведущие звездочки 32, цепи 34 передает вращение слева направо ведомым звездочкам 33. Происходит перемещение слева направо кареток 35 с рамками 36, на горизонтальных роликах 38 и вертикальных конусах роликах 37 с листом стекла из положения I минуя положение II в положение III (фиг. 2). Вертикальные конические ролики 37 свободно проходят в промежутках между консолями 53 с роликами 52 и 55, однако с приближением стекла к положению III оно упирается в подпружиненные ролики 55 и переводится ими с одного ряда конусных роликов 37 на спаренный с ним другой ряд конических роликов, при этом оно воздействует на конечный выключатель (установленный на консоли 53), который срабатывая, выключает электродвигатель 24, останавливая поперечный вильчатый транспортер, и включает на автоматический режим работы привод механизма разгрузки и поворота стекла, т.е. включается электродвигатель 39, который через ременную передачу 40, редуктор 41, вертикальный приводной вал 42, шестерни 43 и 46, валы 45 передает вращение справа налево приводным роликам 47, а также через звездочку 44, цепь 49, звездочку 50, валы 51 справа налево приводным роликам 52.
Под воздействием приводных роликов 47 и 52 лист стекла, прижатый к консольным вертикальным роликам 37, перемещается справа налево, входя в щель угольника 56 (фиг. 3), преодолевая сопротивление пружины уголка 56, поворачивается на оси 57 в опоре 58 на 90°, при этом верхняя часть листа стекла, по мере поворота, все большей площадью опирается на вертикальные ролики 21 ускоряющего транспортера 20. При окончательном выходе стекла из последней пары роликов 47 и 48 лист стекла укладывается торцом с еще не обработанными кромками на приводные гoJ)изoнтaльныe ролики 22 ускоряющего транспортера 20, которые получают вращение слева направо (фиг. 1 и 3) от редуктора 6, звездочку 11, цепь 12, звездочку 13, вал 14, звездочку 16, цепь 17, звездочку 18, приводные ролики 19 через промежуточные (типа фрикционных) ролики 23.
Под воздействием пружины угольник 56 возвращается в ис.ходное положение, т.е. готов к приему очередного листа, одновре ленно воздействуя на конечный выключатель, который включает привод поперечного вильчатого транспортера, т.е. электродвигатель 24. Ширина поперечного вильчатого транспортера выбирается из расчета максимального размера обрабатываемого листа, а поскольку оно само управляет пуском и остановом вильчатого транспортера, то устройство может работать в автоматическом режиме независимо от чередования при подаче стекол в обработку с различными габаритными размерами.
Устройство позволяет упростить процесс транспортирования обрабатываемого листа, за счет чего экономится вспомогательное время обработки, а следовательно, повышается производительность.
Формула изобретения
Устройство для обработки кромок, содержащее обрабатывающий механизм, ускоряющий двусторонний транспортер с роликами, ветви которого совмещены по направлению с выходом одного и входом другого участка обработки, отличающееся тем, что, с целью повышения производительности, устройство снабжено поперечным вильчатым транспортером с вертикальными и горизонтальными неприводными роликами, механизмом разгрузки и поворота листа и дополнительными подпружиненными неприводными роликами и приводными, установленными в промежутках между вертикальными роликами поперечного вильчатого транспортера, при этом горизонтальные ролики поперечного транспортера установлены на одном уровне с роликами ускоряющего транспортера, а механизм разгрузки и поворота листа выполнен в виде подпружиненного угольника, установленного с возможностью поворота на 90° на входе в обратную ветвь ускоряющего транспортера. Источники информации,
принятые во внимание при экспертизе
Вид/I
27 i/2.2
