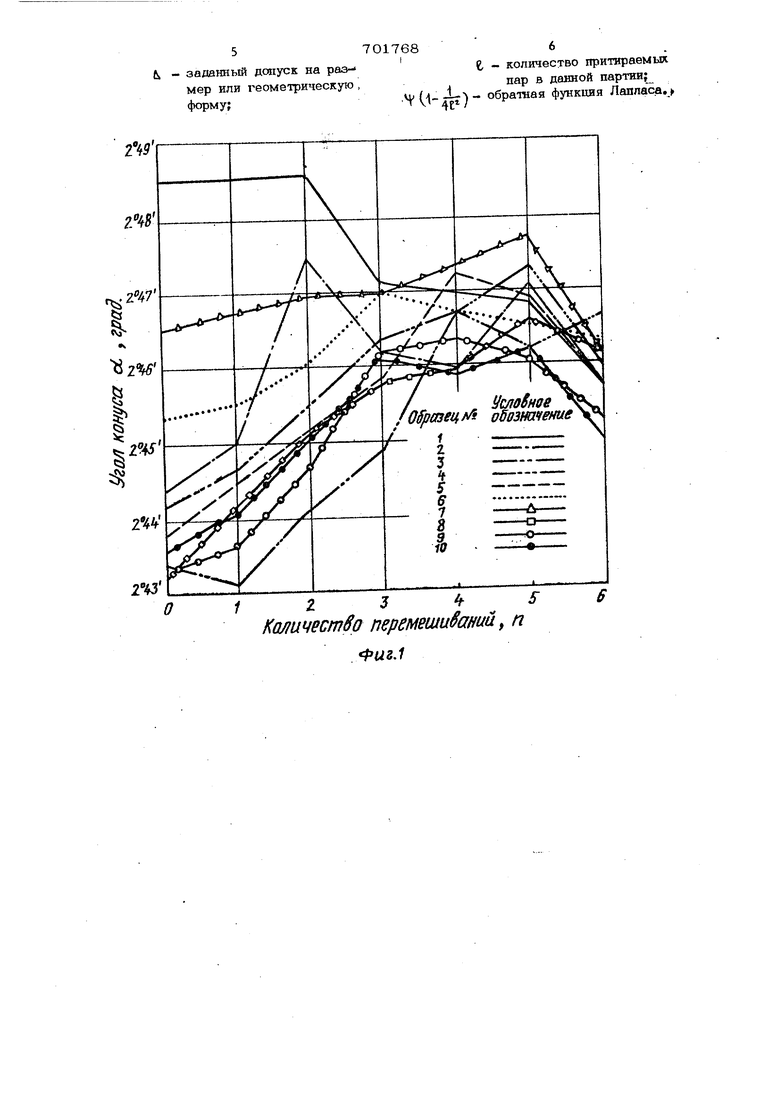
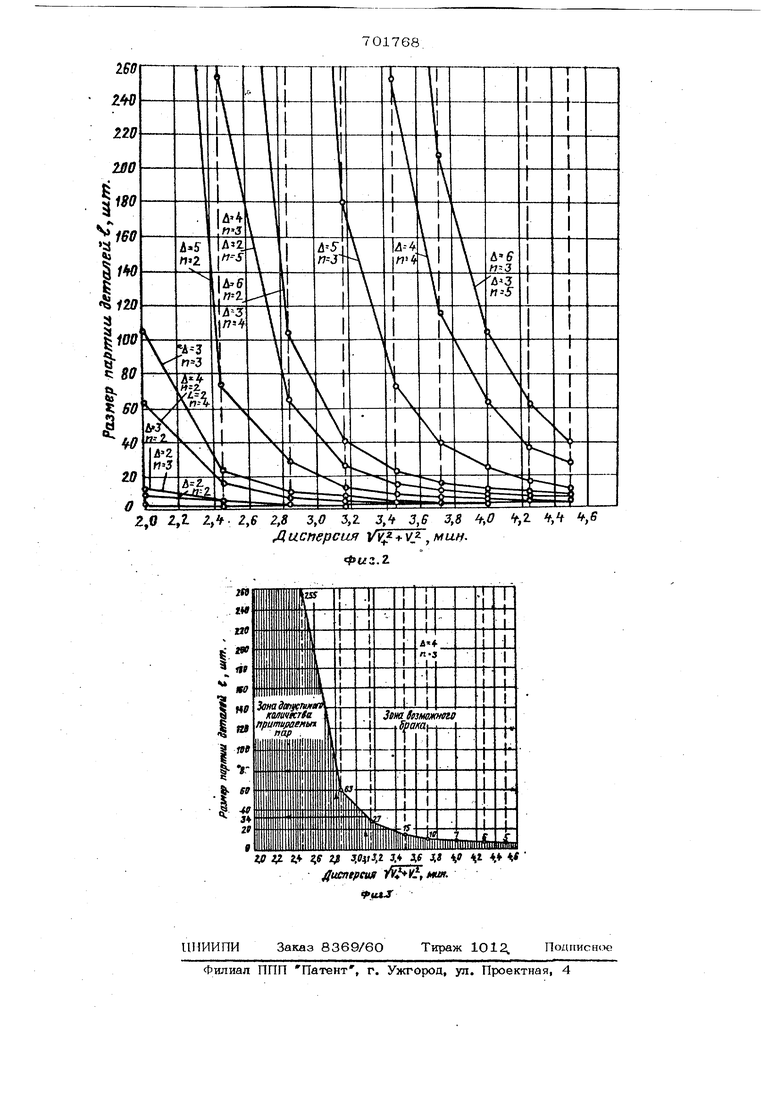
1(54) СПОСОБ ОБЕСПЕЧЕНИЯ ВЗАИМОЗАМЕНЯЕМОСТИ ПРИ ПРИТИРКЕ СОПРЯГАЕМЫХ ДЕТАЛЕЙ разъединений, перемешиваний, новых слу1айньА попарных комплектований) в пределах данной партии деталей зависит рт заданного допуска на изготовлени и начального разброса (дисперсии) размеров деталей, поступающих на припфку, определяется по формуле: Ж±11ц. : ,fo2egr S V 4b)j 2, 2. где .V - дисперсия (разброс) размеров сопрягаемых поверх ностей деталей притираемых пар (пробок V-f и втулок М) до первой при заданный допуск на размер или геометрическую , форму; 2, количество притираемых пар в данной партии; ДЛС1 f3 CUJliiV n JLid, iXtXi , T(V- или в нашем случаеНС обратная функция Лапласа Начальный разброс размеров (V,V деталей партии, поступающих на притирку, зависит от принятой технологической последовательности вьшолнения опера1Шй, предшествующих притирке, а также от квалификации их исполнителей. Размер партии деталей 6 определяется организацией производства и экономичес кой целесообразностью на данном заводе На фиг. 1 показан график обеспечени взаимозаменяемости притираемых пар конических пробок и втулок при величине партии & Ю пар; на фиг. 2 - график построения семейства зависимостей для выбора размера партии притираемых, пар деталей; на фиг. 3 - график построения номограммы для расчета оптимального размера партии. На фиг. 1 показано обеспечение взаи мозаменяемости притираемых рар конических пробок и втулок за счет уменьшения разброса значений угол конуса cL при проведении повтор1д.ых операций притирки с перемешиванием. Как видно из графика, оптимальное количество перемещения в данном случае составляет t 4, поскольку последующие притирки практически не уменьшают величины угла конуса обрабатываемых детайей, В результате расчета, проведенного по указанной формуле, при допуске на угол KOHjvca Л 2- 6 , разбросе размеров V|: - 2- 1О и количестве перемешиваний h 1-5 построено семейство зависимостей для выбора раз мера партии 6 в штуках (фиг. 2). 7 84 При данном числе операций притирки Y с расширением заданного допуска на конуса уве:шчивается количество взаимозаменяемых пар деталей в партии. ,В свою очередь, при неизменном U увеличение числа притирок И позволяет неограничено увеличить размер партии. Соответственно, при определенных значениях i и И доп -хзтимоо количество притираемых пар & в партии уменьшается с увеличением разброса фактических размеров, получаемых в результате предварительной обработки до операции притирки, и при больших значениях разброса -в конечном счете, практически не зависит от величины U и Vi . Для удобства расчета оптимальных размеров партии притираемых пар можно рекомендовать построение номограмм, подобных показанной на фиг. 3. Кривая графика является границей зоны допустимого количества пар деталей в партии обеспечения их взаимозаменяемости. Например, при , 4VvJ+ l 2,8 (после операции шлифования) Е/ 0, а 3,1 (после токарной обработки) / 34. Применение предложенного способа позволяет обеспечить взаимозаменяемость деталей в пределах определенной партии, вследствие чего значительно улучшают ся условия эксплуатации. При ремонте возникает возможность замены отдельных пар и организации централизованного изготовлегшя запасньк частей, что обес.печивает технико-экономический эффект., Формула изобретен и и,. Способ обеспечения взаимозаменяемости при притирке сопрягаемых пар деталей, отличающийся тем, что, с целью снижения трудоемкости ремонтных работ, производят ряд последовательных операций взаимной притирки пар деталей с разъединением, перемешиванием, случайным и равновероятным попарным комплектованием перед каждой следующей операцией притирки, при йтом минимальное число операций притирки определяют по формуле - Ц}. п 6,62 eori где V+, V - дисперсия размеров де талей притираемых пар до первой притирки; (i /57017686 заданный допуск на - количество притираемых мер или геометрнческуго,пар в данной партии; форму;. ( обратная функция Лапласа., 2J4 5Количество перемешиваний п Фиг,1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО ИЗДЕЛИЯ, СОСТОЯЩЕГО ИЗ ДВУХ СОПРЯГАЕМЫХ ДЕТАЛЕЙ | 2013 |
|
RU2554243C1 |
| СПОСОБ СБОРКИ ПО ОДНОИМЕННЫМ РАЗМЕРНЫМ ГРУППАМ РАВНОГО КОЛИЧЕСТВА ДЕТАЛЕЙ ОДНОЙ РАЗМЕРНОЙ ГРУППЫ | 2020 |
|
RU2745990C1 |
| СПОСОБ КОМПЛЕКТОВАНИЯ ДЕТАЛЕЙ ПРИ СЕЛЕКТИВНОЙ СБОРКЕ РАДИАЛЬНО-УПОРНЫХ ШАРИКОПОДШИПНИКОВ | 1998 |
|
RU2141582C1 |
| СПОСОБ СБОРКИ ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2332551C2 |
| СПОСОБ КОМПЛЕКТОВАНИЯ МНОГООПОРНОГО УЗЛА ПОДДЕРЖКИ КОЛЕНЧАТОГО ВАЛА | 2011 |
|
RU2469219C1 |
| Устройство для притирки сферическихдЕТАлЕй | 1978 |
|
SU831559A1 |
| СПОСОБ СБОРКИ РАВНОГО КОЛИЧЕСТВА ДЕТАЛЕЙ ПРИ КОМПЛЕКТОВАНИИ И ПОДБОРЕ СОРТИРОВКОЙ ИХ НА РАВНОЕ ЧИСЛО РАЗМЕРНЫХ ГРУПП | 2020 |
|
RU2744306C1 |
| Способ притирки | 1980 |
|
SU931388A1 |
| Способ притирки зубчатых колес | 1989 |
|
SU1734966A1 |
| АБРАЗИВНО-ПРИТИРОЧНЫЙ СОСТАВ | 1991 |
|
RU2034005C1 |