1
Изобретение относится к области сварки пластмасс.
Извести) устройство д.чя сварки поли.мерны.х материалов, содержащее диэлектрическое основание с нагревательным эле.менто.м в виде электроироводной по.юски и прижим 1.
Недостатком данного устройства является его низкая производительность.
Наиболее б.чизки.м к изобретению но техническому рен1ению является устройство для сварки ио: имерны.х материалов содержащее основание, опоры с ложемента.ми, соеди}1енные с рабочим цилиндром силовые рычаги с прижимными колодками, снабженными рабочими элементами с электронагревателями и механизм поджима в виде цилиндра с ноджи.мной пятой- 2.
Недостатком указанного устройства является то, что оно не позволяет производить процесс сварки в автоматическом режиме, поэтому операции, связанные с подготовкой и проведением этого процесса, выполняются вручную, что приводит к большим загратам времени, т.е. к снижению производительности.
11е,ью изобретения является новышепие производите.льностп уст ройства.
Д аза1и;ая иель достигается тем, что ycrpoiicTBO снаолсмо шаговым цепным трапсlionTcpoM с пр11ВОД(.1М, 1ж.1ючаю1цим распредс,1;1тс,:ьны1; , С ку;:ачкамп, направляющими ;,ля опор. смо|ГГ1 рованны.1и на осиозапи 1. ф:;ксат(). для .южемеитов н схеMoii )аолсиг.я ii)o ;eccoN сварки.
установлены в звеньях Hcneii транспортера и снабжены роликами, взаим(5действу1оци1 и с направляющими.
Ложементы выполнены в- виде П-образных элементов, закреи,тенных на корпусе, который связан с опорами соединением «ласгочкин хвост с возможностью перемещения в нанрав; ении движения транспортера, причем, в корпчсс вьпюлнены отверстия и подвижно установлен HJTOK с онорной пластиной, кипематически связанно с кулачками распределительного ва.ча.
Фиксаторы для .южементов выполнены в виде Г-образного рычага, один конец которого кииематически связан посредством шарикового иередаточного механизма с кулачком распределительного вала, а другой -
снабжен коническим выступом, взаимодействующим с отверстием корпуса.
Рабочие поверхности каждого электронагревателя имеют антиадгезионпое зеркальное покрытие из слюды.
Поджимпая ията ме.ханизма поджима и опорная пластина выполнены из высокопроводиого материала. Рабочие элементы выполнены с полостями для охлаждающей жидкости. Схема управ,;1ения процессом сварки вьпю.чнепа в виде смоптнрованпых на распределительном Ba.iy трех пластин, взаимодействующих с тремя бесконтактными датчика.ми, один из которых связан с электромагнитом гидрораспределителя, гидравлически соединенного через редукционный клапан с рабочей гкхлостью цн:1индра, связанного с силовыми рычагами; второй датчик связан с электромагнитом другого гидрораспредслптсля, гидравлически, связанного с ци.1ипдром механизма поджима; т)стий датчик связан через реле времени, вьгходное устройство, тиристор и трансформатор с электроиагрсвателями рабочих элем(Д1тов прижимных колодок.
Такое В1)1 1олнепие устройства позв(Х1яет автоматизировать процесс сварки, повышается eio производительность.
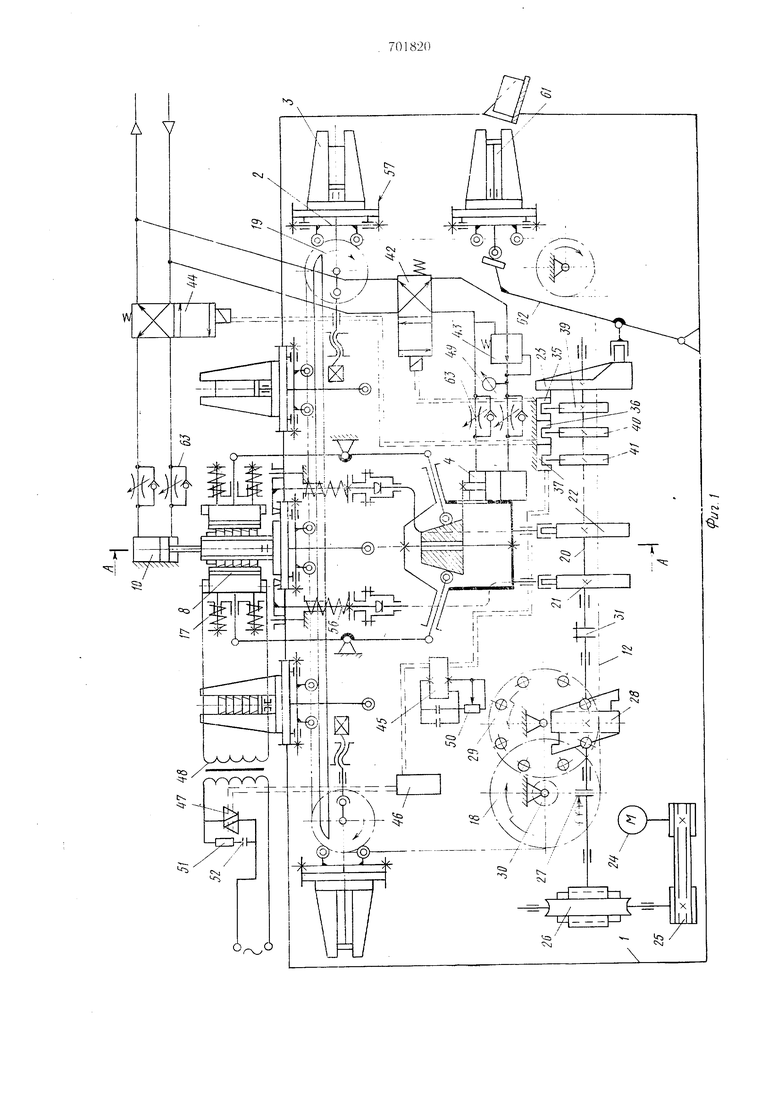
Ма фиг. 1 изображена принципиальная
схема устройства; на ()иг. 2 )азрез .,
показаннЕ п на (|)иг. Г.
Устройство Д.1Я изделий из п.ласти.ческих масс содержит основание I, оноры 2 д.1я ложементов 3, соединенные с рабочим ци:1индром 4 силовые рычаги 5 с .м1Пз1.ми колодками 6, снабженными рабочими э.чемеитами 7 и смонти)ованными на поверхности последних иих{)омовыми э,1ектронагреватс.1ями 8, механизм поджима 9 в виде ци:п1пдра К) с 11О.лж1-;.миой пятой 11 .4 niaroBbiM трапспоргером 2 с п|)иводоч. (и.1овыс р1,1чап-1 о с прижи.мными колодка п1 6 связаны с помощью соосных щтоков 13 через эластичную прокладку 14, что обеспечивает ирави;:ьное рабочее и исходное положение ко.лодок 6 к вертика.чьпой и г(.)ризонта;1ьной нлоскостях. (вязь силовых рычагов 5 с рабочим иилинд)ом 4 осуществляетея посредством штоков 15 через К.ЛИН 16, который как усилитель позволяет использовать для прижи.ма колодок 6 более низкое давление и уменьншть объем рабоче1Х) пплиидра 4, а также обесиечивает одновре.менньи (сиихропиый) иодво;; прижимных ко.юдок () к свариваем1)1м noiicpxностям. Возврат нрижимных колодок () в исх(хчное ио,1ожение 11)оизводится усилием пружин 17.
lIJai oBbni грансиортер 12 вынолнен в виде д.вух бескопечио зам1 нутых пара,1.1ельпых цепей. Приво;ии ;с- .звездочки 18 распо..южены па ;1ижней части основания , иоворотпые 19 iia ее верхней части и яв.1як)тся натяжщ ми, что позволяет ко.мненеировать иогрещность установки опор 2 на позициях сварки и разгрузки.
Привод тра.нспортера 12 включает раснределительный вал 20 с к.лачками 2:. 22 и 23, электроЛвигате.п, 24, кли1К)рсмекну;и
передачу 25, червячный редуктор 26, электромагнитную муфту 27. механизм 28 для преобразования вр а а тельного дзижения его вала в прерывистое движение ирирг,-; пых звездочек 18 и пару П1сстерсн 9 и У. Вращепие раснределительному валу перс
дается через жесткую муфтч 31.
Основание 1 енабжеис 11аправ..1як:ц1;;ми 32 для опор 2, фиксаторами 33 для .к; жемептов 3 и зaкpeп;le щы iи на :;;);;1мгейие 34 тремя бескоптактны.мя ;делевь:м.ч датj чиками 35, 36, и 37,л1)и этом опоры 2 чстановлены па роликах 38 и связаны с нара.ллсмьными ветвями плаго.вогг; TT.:I:M.:портера 12 а распределите, ;ы-ь:й ва.; 20 имее три 1 ;1астин1 1 30, 40 и 41, входя.ни; в щели бесконтактных датчиков 35. 36 и -;7
0 электрически связан 1ьгх; первая 35 -- ; электромагнитом гидрорас;феде.1ителя 42, гидравлически связанного через редук ию:;иый K.iariaH 43 с рабс.-чей по.лостьк) ц.и.щи,;ра 4, соедииениого с силовымя |)ыча1ами 5; вторая 36 -- с электромагиито.х; кдрорасиредеоЛителя 44, 1л-|дравли|;ески сзяза11но1о с цилиндром И) меха1 из.ма поджима 9, третья 37 - чере;) реле времени 45, выхо.ное устройство 4(). лл1рисл)р 4 и траиссЬопматор 48 с электр(.я1агрсватс.:ями 8.
0Устройство с(хлержи ман()мс-тр49
для ста1К)вки давления. :{)дьвае.:1;Г( ; рабочую иолость цилиидра 4. сос.линениого с силовыми рычагами 5, из расчета i eo6x;-jдимого усилия иа ирижил-щ-ях ко.лодках 6, достаточиого для получения к;1чеслвеино1Ч) шва. Реле времени 45 с,луж1-т .цля pcr :n-iрования д,лите,лы1ости импу.льса, по.лав.ч .мо|о на иа1реиале,ли 8. Длите..-:t,;ioci4) импульса или время сварки сла авлинается резистором 5(. Выходное устройстве) -K.i ;t)op0 .мирует сигнал уиравлеция тирислором 47 котор1)1Й шллает первичную обмотку Tpaiicфор.матора 48 иа д. пп-е.лыккти импу.льса. Резислор 51 и конденсатор 52 сл жат для защиты тиристора 47 от неренаиря, жепия.
Для обесиечения точной фиксации положения заготовок-чашек ложементы 3 выиолнеиы в виде двух П-образных элементов, закрсиленпых на корпусе 53, который свя0 заи с оиорами 2 соединение.м «,лясточки1-1 хвост, с возможностью перемещения в направлении движения транепортера 12. В корпусе 53 выполпены отверстия для фикся I и и .
Фиксаторы 33 для .ложементов 3 в;лиол йены в виде Г-образшлх рычагов, од.ин конец которых сиабжеи коиичс-скими выслуиами 54, взаи.модейслвх ющими :: отверелия.ми корпуса 53, а дру|ие - 1-.;инемагически связан1 1 посредством шариковых передаточных механизмоЕ 55 с кулачками 21, 22 распределительного вала 20. Форма конических выстуиов 54 обеспечивает при сопряжении их с отверстиями корпуса 53 смещение последнего относительно опор 2 на позицию сварки за счет пружин 56. Возврат ложементов 3 в исходное ноложение при расфиксапии перед началом движения шагового транспортера 12 обеспечивается плоскими пружинами 57. Штифты 58 предохрапяют фиксаторы 33 от разворота вокруг своей оси. Для предотврап1,ения прилипания расплава и повышения этим качества сварного соединения на поверхности каждого из электронагревателей 8 установлен антиадгезионный теплостойкий диэлектрик 59 с зеркальной рабочей поверхностью например, пластина из слюды. С целью удаления готовой батареи из ложементов 3 в их П-образных элементах установлена опорная пластина 60, жестко связанная со пггоком 61, подвижно размеш,енным в корпусе 53 и кинематически связанным посредством рычага 62 с кулачком 23 распределительного вала 20, что позволяет на позиции разгрузки выталкивать готовую батарею из ложементов 3 во время выстоя niaroBOio транспортера 12. Для регулиро1;ация скоростей движения прижимных колодок 6 и поджимной пяты 1 1 при их подводе и отводе на входе и выходе цилиндров 4 и .10 установлены дроссели 63. Поджимная пята I 1 механизма поджима 9 и опорная пластина 60 выполнены из высокотеплопроводного .материала, например, меди, что позво.1яет во вре.мя нагрева свариваемых поверхностей до состояния раснлава, за счет отбора тепла, предотвратить оплавление крайних чашек. Для повьпиения производительности за счет интенсивного отбора тепла от расплава и качественного формирования структуры шва рабочие элементы 7 прижимных ко;к)док 6 вьшолнены с полостями «А для охлаждаюнгей жидкости. Устройство работает следующим образом. Врап.ение электродвигателя 24 через клиноременную г1ередачу 25, червячный редуктор 26, электромагнитную муфту 27, механизм 28 и пару шестерен 29 и 30 передается на вал приводных звездочек 18. Meханизм 28 преобразует врашательное движение его вала в прерывистое движение вала ириводных звездочек 18, которые сообшают прерывистое движение шаговому транспортеру 12. Вращение распределительному валу 20 передается через жесткую муфту 31. Во время В1 1стоя шагового транснортера 12 на свободных позициях перед позицией сварки в ложементы 3 монтируются чашечные блоки батареи, которые затем транспортируются на позицию сварки,где все исполнительные органы находятся в исходном (нерабочем) положении. При остановке транспортера 12 посредством кулачков 21 и 22 и шариковых передаточных механизмов 55 под действием усилия пружин 56 происходит фиксация корпуса 53 с целью установки ложементов 3 соосно со штоком цилиндра 10 и прави.тьного положения свариваемых поверхностей установленной в ложементе 3 батареи относительно фижимных колодок 6. Далее пластина 40 входит в щель бесконтактного датчика 36, дающего сигнал па срабатывание электромагнита гидрораспределителя 44. После срабатывания электромагнита идрораснределителя 44 eio золотник переместится в рабочее положение подаст давление в рабочую полость цилиндра 10 механизма поджи.ма 9. Поджимная пята 11 при этом переместится вниз, подож.мет чашечные блоки батареи в осевом направлении, перпендикулярном свариваемы.м поверхностям, до телескопического сопряжепия боковых поверхностей чашек, а их верхние участки оставит открытыми . По истечении времени ноджима по сигналу бесконтактного датчика 35 при входе в его шсль пластины 39 подается сигнал на срабатывание электромагнита гидопрасиреде.штсля 42, золотник которого неоемешается в рабочее положение и открызает давление в рабочую полость цилиидра 4, а HITOK последнего 11еремен1ает вверх K.iiif 16. при этом к.шн 16 через IHTOKH 15 и 13 и силовые рычаги 5. воздействуя на прижимные колодкн 6, поджимает их к открытым участкам чашечных блоков батареи с тилием, становленным редукционным к.;апаном 43 по манометру 49. С при.южением дав.тения к открытым участкам ча1пек батареи но сигналу бескоптакт)и)го датчика 37 при входе его в щель 1ластину 41 через реле времени 45 и выходное стройство 46, нодается сигнал на открытие-тиристора 47. При открытии тиристора 47 подается питание на первичную обмотку трансформатора 48, а с его вторичной обмотки кратковременный, но мощный импульс на нихромовые электронагреватели 8, которые производят быстрый нагрев открытых участков до состояния расплава через установленный на их поверхности антиадгезионный теплостойкий диэлектрик 59 с зеркальной рабочей поверхностью например, нластину из слюды. По истечении времени нагрева, которое устанавливается резистором 50 реле времени 45, тиристор 47 закрывается и питание трансформатора 48 прекращается, а в полостях «А рабочих элементов 7 циркулирует охлаждающая жидкость и,ти газ, что
Перед началом движения транспортера 2 н.тастина 39 выходнт из 1це.ли (verкснтактносо датчика 35, .тектромаинп )аепреде,тителя 42 обеспеч.ивается и eto золотник нод действием ;})ужины возвращается в иеход1К е положение, открывая давление в дру|-ую полость lu;лиидра 4, а связаньый с eio иггоксм к.чии 16 нерелкмцается вниз. Прижимные ко.тодкн 6 нод действием усилия пружин 17 иоз;-.раН1аются в исходное но южснис.
л1 е а 11 и 3 м а н о дж и м а
ты
(ласт( 40 из ще.тн бесконтактногг) датм.пка 36, обесточнванне электромагнита гн;:,})()распределителя 44, возвра1ненне его зо/ютпика в исходное ноложение и нодача ;:.авления в нерабочую полость ни,н1нд а 10.
3arevi нронсходит pacibHKcaiUiH корпуса 53 ложементов 3 при нсяхюнш к- лачков 21 н 22 через наршчовые нере.иггочные механизмы Ь5 и нодача готовой батареи на позицию раз1р зк11, глл н)я BbicoiT т|)ане :орте;)а 12 от ку.1ачка 2i3 раснреде.лительпо1о ва.ла 20 чернз рычаг 62 воздейстнне н{фе.дается па нггок til. который перемеп1ая1-; в 53, действхет на онорнук; нлас-. Til in 6{i, вьггалкнвая готовую секнию на 11рнел И1)1Й /IOTOK. В дал1 пеЙ1нем рабочи:; п,нк: стройств;1 повт(.|ряется.
NcTOoiiCTHo corjiaciio н юбретенню обеспечивает aii гоматизаиню nixjuecca сварки, новып1ая тем самым его ||рО11Эводител1 иость, а рег, нровку уси.тия прижимН1,г колодок, что новы1нает качество сваркг р а 3 л и ч I ы X i I o.i и м с р i-i .ы х м а. те р и а: аз.
ФopML/.iа tiiioop{гения
. .Устройство д.тя сварки нолимерных материалов, содержа Hiee основа-мне, о1И}ры с .тожементами, соединенные с рабочи.м нилнндром силовые рычаги с 11рижим и 1мн кододкамн. сиабжеиными рабочгкмн s.ievieiiтами с э,1ектро11агревателями и мехаилзм ноджиыа в виде инлиндра с нрижнмной нятой. отличающееся тем, что, с нелью новы иения нроизводительности устройства, оно снабжено 1наговы.м ценным трансиортером с приводо.м, включающим раснреде;1итс.тьHbHi ва.л с кулачками, направляющими .-т.ля опор, смонтированными на основании, фиксаторами для ложементоз и схемой управления нроиессо 4 с-гарки.
2.ycTDoiicTBO но ::. 1, )гличи-:) тем, что опоры устанои в З31ч, гранснсфтера п снабжены po,:iM-;a ;:;, взаИМО ЧеЙСТВУЮНхНМИ с iiailp-3.:1ЯК:Н Щ:М.
3.Устройство но н. п 2, :г.г11 ;а: Ац;-с1:у тем, ч ТС) ложементь з:;;ол1;он1) н ;5ил; ;образных элементов, -Kp-eii.i.HHhix на корпусе, который связан е он. рамн С1;еди: е;1ием «.ласточкин с ;;()3л ож1 остьн перемещения в наноав, ды /ке:;пя тран, портера, иричеь:, в ко;;; -,е вь,:к,.;.:1 ;.i,: отверстия н н{ движн(; усановЛСН IHTOK с онс;рной нласт1н;(;й, кине -игшческн (вязаьн-ю;
j с кулачками раснреде л1Г1 с ль ;;ч; ia:ia.
. Устройство i;o ini 1-3 : ,ичик}:..{с::ся , что i})HKcaro; i ,;Л,. ;о/К:;м,:,-:;:ч1В ;ч ;нолнены : внде Г-образ11;:Ч) оычага, оди;-1
. которого КНI ICAU.TH 4Cv Kii СВЯЗаН
редством i.iapHKOB(iio нерелагочного мела/|нзма с ку.лачк(.1М раснреде,лительно1() ва.1К, а другой снабжен конич хким вьк:лллюлк ззлммодействун щим с отверслиел: корпхса.
0.Усплюйство но н. . от.тчаиицееся лч-м, что |)аб{;чие новерхиостн лект1)о; агрева;е/1Я имеют анлл:ад;43г101 нос зеркальное пок)1,1тне и.-; с.лю..;,:.
в. Усл1) но п. :i, j:: ;.ч;) тем, что нод,ж -пн;ая мсханпзма :1-лж,1л:а и опорная н,:астина B.j ;i:i;: i ::::)i ;:з bi)i0 с(Ж(И1роводлн:)го матернл.ла.
7.УсТрОЙ1ТВО Н; I , ЛИЧ((Щ(СРСЯ
лем, чло рабочие элементы В1,1но.л:лгл1 ; с нолостями д,ля ох,лаждаю1,ей r::..-,(:iv.
8. стройс13о по п. J, J7./;/;/i.;n;/;i.t-r.-; тем, НТО, унравлеппя н)01ессол; сварлн вынолне; ;; в виде смон Л)о|;а:1ных на )аепре.1е,лите.льном валу гоех н.ластчь;. взаил;оде1иггвуюншх е тремя б:-ско /га тными дaтчнкa нl. один ii3 кото-нлч ;Л5 у-;;л1 с э.лектромагннтоу ги.)ср:;снредел Г Ч.ли. зд0 1авлнчееки еоел.и)ени()|Ч) черс-- Гедхкпиониый клапан с рабочей ;к),лосг;;Л} .9а. KOTOpijui связ;нл с си.ло1илми ;):чагамн. да; чик - - с э,лектромагнит1;м д)у;О|-о гнд)ораенреде;1итеуля, Л1дравлнчески сиязан 1о,л) с ци,линдром механизма поджима. тре;; Й датчик связан через реле времени, влходиое устройство, тиристор и (рорматор с э.лектронагревате.лями рабочих э.лементов
н 1) и ж н м н 1)1 X КО.Л ОЛ,О к .
Иеточники ииформанищ 0принятые во в н-1манне при экснертизе
1.Авторское свидетельслво СХ.СР ,Nb 190551, кл. В 29 С 27/02, 1965.
2.Авторское свидетельетво СССР
Ло 249600 кл. В 29 С 27;МО, 1968 {иротот1Н1).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки изделий из полимерных материалов | 1980 |
|
SU927526A1 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Устройство для сварки изделий из полимерных материалов | 1982 |
|
SU1065229A1 |
| Устройство для сварки деталей из полимерных материалов | 1978 |
|
SU753662A1 |
| Автомат для сортировки электродов по толщине | 1976 |
|
SU603438A1 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Установка для дуговой сварки | 1979 |
|
SU837692A1 |
| ПОЛУАВТОМАТ ДЛЯ ПОДГОТОВКИ МЕСТА КЛЕЙМЕНИЯ НА | 1973 |
|
SU384515A1 |
| Автомат для контроля деталей цилиндрической формы | 1986 |
|
SU1466815A1 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |