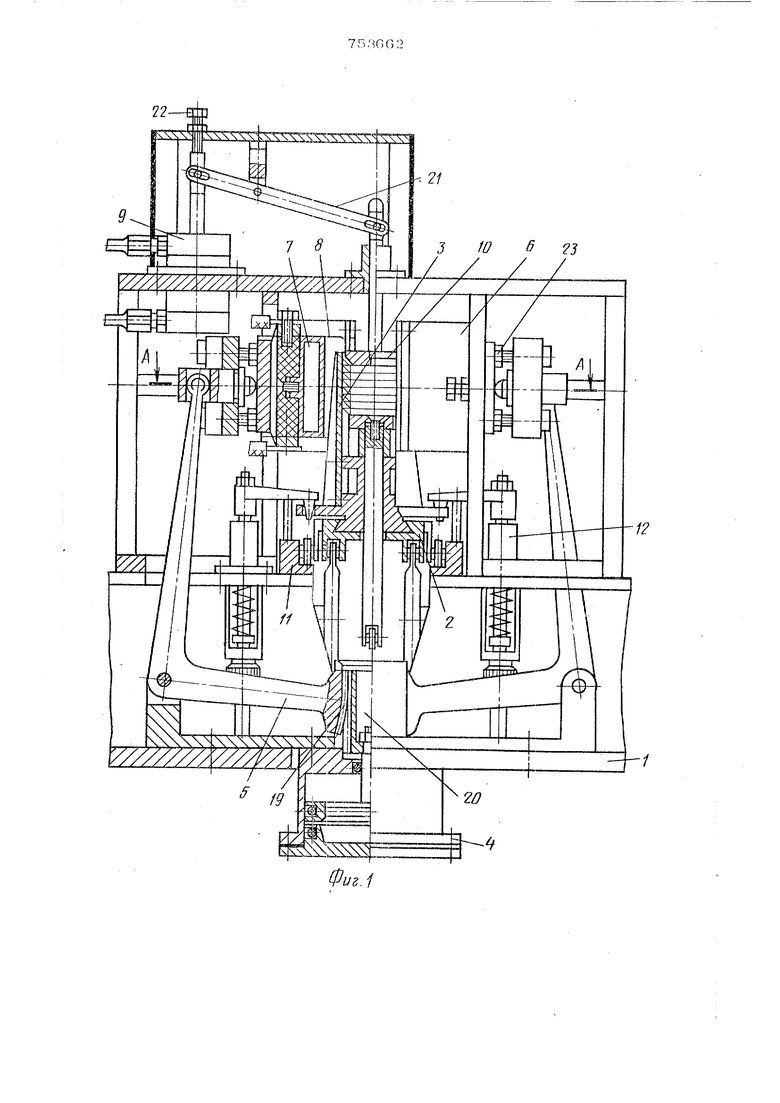
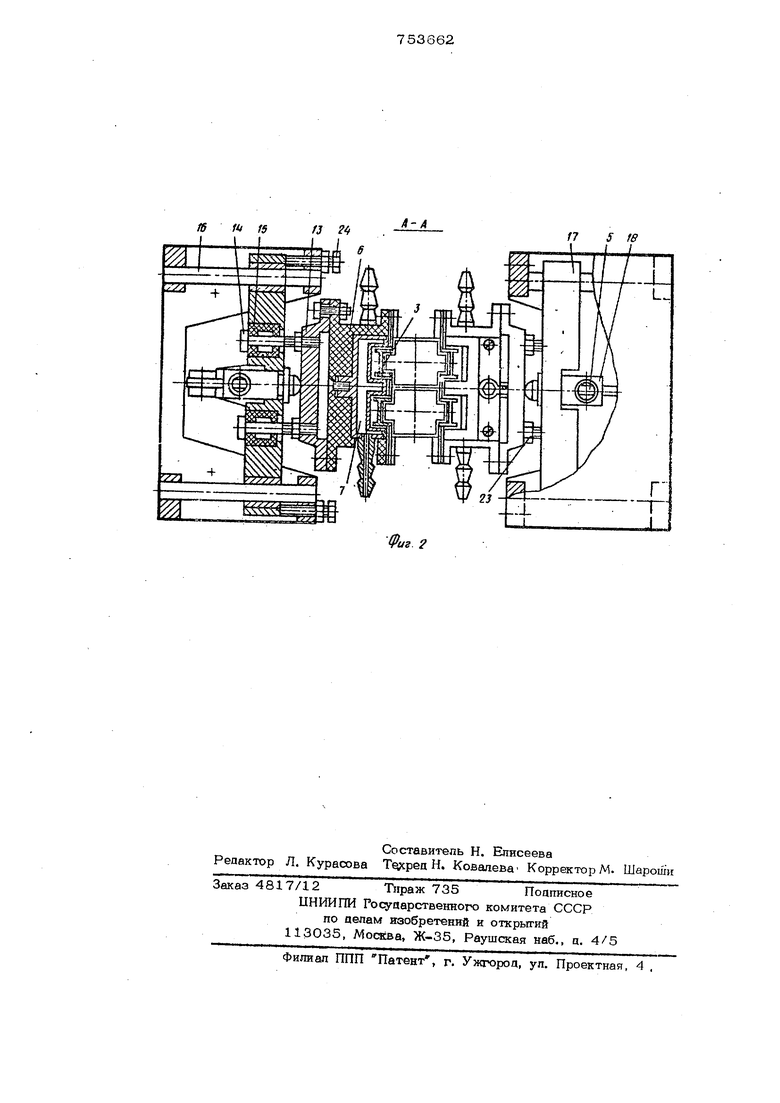
375 шш к ним давления, а их отвод произвокоторые рабо дится с помощью пружин, тают в ограниченном диапазоне усилий и при больших удельных давлениях не обеспечивают отвод колодок в требуемый момент времени. Целью изобретения является повьпне.ние качества сварки и надежности работы устройства. Указанная цель достигается тем, что устройство для сварки деталей из по-, пимернък материалов, содержащее основание со смонтированными на нем направляющими, в которых установлены опоры с ложементами, фиксаторы для ложементов силовые рычаги, связанные одним концом с рабочим цилиндром, а другим - с подвижными относительно основания траверсами с прижимными колодками, снабженными рабочими элементами с электронагревателями, и механизм поджима в вр;де цилиндра с прижимной пятой, снабжено также смонтированными в траверсе упругими муфтами с установленными в них регулировочными винтами, связанными с прижимной колодкой, сферической , установленной по центру траверсы и контактирующей с прижимной колодкой, и регулируемым упором, смонтированным на основании. Механизм поджима снабжен двуплечим рычагом, один конец которого шарнирно соединен с прижимной пятой, а яругой - со штоком цилиндра механизма поджима, и регулируемым упором, установленным на основании и соединенным со штоком. Силовые рычаги связаны с рабочим цилиндром через установленную в его корпусе двустороннюю рейку, жестк соединенную со штоком и взаимодействую щую с зубчатым сектором, выполненным на конце силового рычага. В рабочизс эле ментах со стороны ложементов выполнены продольные пазы. .Такое выюлнение устройства обеспечивает надежность его работы и повьпиае качество сварного соединения. На фиг. 1 изображен общий вид устро ства; на фиг. 2 - разрез А-А фиг. 1. Устройство для сварки деталей из полимерных материалов содержит основание 1, опоры 2 для лояжментов 3, соедив енные с рабочим цилиндром 4 силовые рььчаги 5 с прижимными колодками 6, снабженнь1ми рабочими элементами 7 с нихро мовыми электронагревателями 8, м«гханиз поджима в виде цилиндра 9 с прижимной ;д1ятой 1О, направляющие 11 дпя опор 2, 2 смонтированные на основании 1, и фиксаторы 12 для ложементов 3. Каждая из прижимных коподок 6 имеет платформу 13, соединенную посредством регулировочпьк винтов 14 через упругие муфты 15с установленной подвижно на направляющих 16 траверсой 17, снабженной сферической опорой 18, контактирующей с платформой 13 прижимной колодки и имеющей отверстие, сопряженное со сферическим концом силового рычага 5, другой конец которого выполнен в виде зубчатого сектора 19, кинематически связанного с двусторонней рейкой 2 О, установленной подвижно в направляющей корпуса рабочего цилиндра 4 и жестко связанной с его штоком. Регулировочные винты 15 расположены равномерно по периферии платформы 13, а сферическая опора 18 контактирует с платформой 1 3 по ее центру. Механизм поджима снабжен двуплечим рычагом 21, один конец которого шарнирно соединен с прижимной пятой 1О, а другой - со штоком цилиндра 9, соединенным с регулируемым упором 22, установленным на основании. Рабочие элементы 7 прижимных колодок 6 и нихромовые электронагреватели 8 со стороны ложементов 3 имеют продольные пазы. На регулировочных винтах 14 установглены контргайки 23, а на основании 1 установлены регулируемые упоры 24 для траверсы 17. Устройство работает следующим образом. Перед началом работы устройства с помощью регулировочных винтов 14 устанавливают прижимньБ колодки 6 относительно опоры 18 так, что пазы рабочих элементов 7 располагаются симметрично относительно стенок ложементов 3. Привод устройства сообщает вращательное движение распределительному валу и прерывистое цепному шаговому транспортеру, с которым связаны опоры 2 с ложементами 3. Во время выстоя шагового транспортера на свободных позициях перед позицией сварки в ложементы 3 устанавливают секции, которые затем транспортируются на позицию сварки, где все исполнительные органы сварочного механизма находятся в исходном (нерабочем) положении. При остановке транспортера происходит фиксация корпуса, на котором установлены ложементы 3, с целью установки поспеп575них соосно cf штоком прижимной пяты 10 и симметричного положения свариваемых поверхностей от1госитепьно прижимных ко- поцок 6.- Далее с помощью схемы управле ния процессом сварки цилиндра 9 механиз ма поджима и прижимной пяты 10 производится поджатие секций в осевом напра& лении до телескопического сопряжения боковых поверхностей чашек с остановкой штока цилиндра 9 на регулируемом упоре 22с целью сохранения требуемого размера секций по высоте. По истечении времени поджима по сигналу схемы управления производится подача давления в рабочую полость цилиндра 4, перемещение его штока и связанной с ним двусторонней рейки 20 вниз, которая, находясь в зацеплении с секторами 19 воздействует через силовые рычаги 5, опору 18 на траверсу 17, перемещает ее по направляющим 16 и подводит прижимные колодки 6 к свариваемым поверхностям. С приложением давления прижимных колодок к свариваемым поверхностям схемой управления подается импульс на ни- хромовые электронагреватели 8, которые доводят свариваемые поверхности до состояния расплава. Полученный расплав под дав.пением деформируется прижимными колодками 6 до придания секциям необходимых размеров, что достигается дополни- тельным смещением траверсы 17 по направляющим 16 до регулируемых упоров 24... По истечении времени нагрева импульс с нагревателей 8 снимается, а в рабочих элементах 7 циркулирует охлаждающая жидкость или газ, что приводит к быстрому охлаждению расплава я формированию структуры шва. Перед началом движенш транспортера цо командам схемы управления происходит отвод прижимных колодок 6 и прижимной пяты 10 в исходное положение. Затем происходит расфиксация корпуса, на котором установленыложементы 3 и подача сваренных попарно деталей на позицию разгрузки. Далее цикл работы устройства повторяется. Устройство согласно изобретению обео пе 1ивает качественную сварку деталей. 2 и надежно в рабо- высокоцроизводительно те. формула изобретения 1.Устройство для сварки деталей из полимерных материалов, содержащее ос нование со cN-гонтированными на нем направляющими, в которых установлены оцоры с ложементак-ш, фиксаторы для ложе- мет-ов, силовые рычаги, связанные одним KomioM с рабочим цилиндром, а другим с подвижными относительно ОСНОВЕЯИЯ траверсами с прижимными колодками, снабженными рабочими элементами с электронагревателями, и механизм поджима в виде цилиндра с прижимной пятой, отличающееся тем, что, с целью повы- шения качества сварки и надежности ра,бо1Ъ1 устройства, оно снабжено смонтированными в траверсе упругими 1уфтами с установленными в них регулировочными винтами, связанными с прижимной колодкой, сферической опорой, установленной по центру траверсы и контактирующей с. прижимной колодкой, и регулируемык упором, смонтированным на основании. 2.Устройство поп. 1,отличающ, е е с я тем, что механизм поджима снабжен двуплечим рычагом, один конец которого шарнирно coeaimeH с прижимной пятой, а другой - со. штоком цилиндра механизма поджима, и регулируемым упором, установленным на основании и соединенным со штоком. 3.Устройство поп, 1,отлич а юе е с я тем, что силовые рычаги связаны с рабочим цилиндром через установленную в его корпусе двустороннюю рейку, жестко соединенную со штоком и взаимодействующую с зубчатым сектором, выполненным на конце силового рычага. 4.Устройство по п. 1, отлич ающ е е с я тем, что в рабочих элементах со стороны ложементов вьшолнены продольные пазы. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 249600,кл. В 29 С 27/10,29,07.68. 2.Авторское свидетельство СССР по заявке № 2524929/23-О5, кл, В 29 С 27/02, 15,09.77 (прототип).
Фиг.1 fj f6 in fS /7 f te

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки изделий из полимерных материалов | 1980 |
|
SU927526A1 |
| Устройство для сварки изделий из полимерных материалов | 1982 |
|
SU1065229A1 |
| Устройство для сварки полимерных материалов | 1977 |
|
SU701820A1 |
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Устройство для сращивания полотен рулонного материала | 1983 |
|
SU1123975A1 |
| Устройство для сборки под сварку листовых металлоконструкций | 1983 |
|
SU1136918A1 |
| Устройство растяжки рукавов для образования дна мешков | 1986 |
|
SU1482512A3 |
| Сварочное приспособление | 2021 |
|
RU2756006C1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| УСТРОЙСТВО ДЛЯ СКЛЕИВАНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТИЧЕСКИХ МАСС | 1969 |
|
SU249600A1 |