(З) УСТРОЙСТВО ДЛЯ СВАРКИ ИЗДЕШЙ ИЗ ПОЛИМЕРНЫХ,МАТЕРИАЛОВ Изобретение отсносится к сварке пластмасс. Известны устройства для сварки изделий из полимерных материалов, содержащее основание опоры с ложемента ми, соединенные с рабочим цилиндром силовые рычаги с прижимными колодками, снабженными рабочими элементами с электронагревателями и механизм поджима в виде цилиндра с прижимной пятой . Однако конструкция этих устройств не позволяет компенсировать неточность исходного положения, занимаемого прижимными колодками относительн ложементов, что приводит к появлению изгибающих моментов при подводе прижимных колодок к свариваемым поверхностям и преждевременным поломка ложементов, т.е. к снижению надежности устройств и их производительности . Наиболее близким к изобретению яв ляется устройство для сварки деталей из полимерных материалов, содержащее оЬнование со смонтированными на нем направляющими, в которых на опорах установлены приемные кассеты с ложементами для изделия и шаговый цепной транспортер, а также уставновленные на основании механизм для сварки в виде подвижных колодок с электронагревателями и механизмы поджима изделия в виде цилиндра с прижимной пятой 2j . Однако конструкция известного устройства из-за конструктивного ис полнения приемных кассет, которые с загруженными в ложементы деталями подаются с позиции на позицию водном положении, не позволяет производить одновременную сварку по нескольким поверхностям. Поэтому для сварки издег(ий, имеющих несколько свариваемых поверхностей использовать одно такое устройство не представляется возможным, при возможности использования нескольких таких устройств осуществить их одновременную работу невозможно, так как вначале необходимо сварить партию изделий, например по двум поверхностям на одном устройстве, а затем по другим поверхностям последовательно на других устройствах.
Кроме того, для осуществления сварки нескольких поверхностей одного изделия приемные кассеты на известных устройствах должны быть выполнены с различным расположением ложементов, обеспечивающих разное расположение .свариваемых поверхностей по отношению к прижимным колодкам, т.е. возможность кантования изделий при их загрузке. Возможность осуществления сварки по нескольким поверхностям на нескольких известных устройствах с их конструктивной доработкой ведет к дополнительным затратам времени, связанным с их загрузкой, контованием изделий, разгрузкой и неодновременной работой, т.е. в конечном итоге к снижению производительности.
Кроме того, использование несколькйх устройств для сварки изделий из полимерных материалов ведет к дополнительным затратам средств на их изготовление.
Цель изобретения - повышение производительности устройства при сварке изделий.
Указанная цель достигается тем, что в устройстве для сварки изделий из полимерных материалов, содержащем основание со смонтированными на нем направляющими, в которых на опорах установлены приемные кассеты с ложементами для изделия, а также установленные на основании механизмы для сварки в виде подвижных колодок с электронагревателями и механизмы поджима изделия в виде цилиндра с прижимной пятой, каждая приемная кассета выполнена в виде опорного диска с отверстиями и карусели с фиксатором и хвостовиком в виде шестер- ни, при этом устройство снабжено зубчатыми рейками, закрепленными на основании между механизмами для сварки, взаимодействующими с шестернями каруселей.
Кроме того, количество зубьев шестерни карусели выполнено кратным коричеству свариваемых сторон изделия.
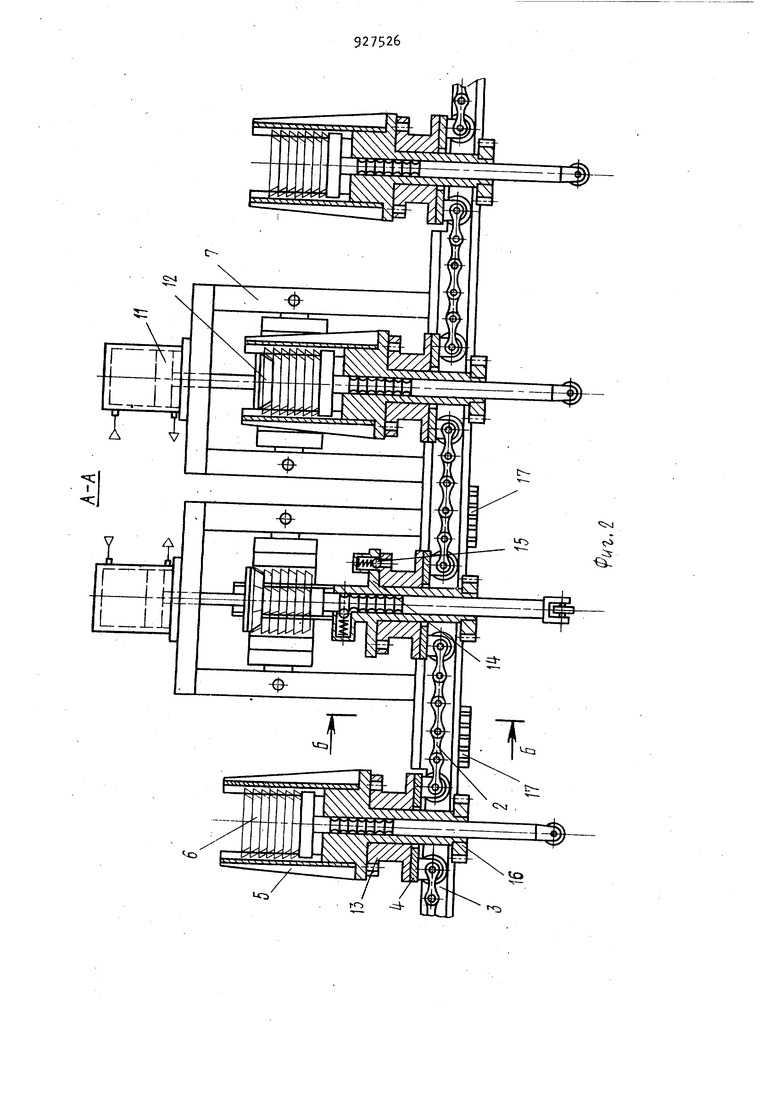
На фиг. 1 изображено предлагаемое устройство, вид сбоку, на фиг.2 разрез А-А на фиг. 1, на фиг. 3 разрез Б-Б на фиг. 2j на фиг. 4 - положение зубьев шестерни перед началом взаимодействия с рейкой.
Устройство для сварки изделий из полимерных материалов содержит основание 1, шаговый цепной транспортер 2 с приводом, включающим распределительный вал с кулачками (не показаны, а также смонтированные на основании 1 направляющие 3, в которых установлены приемные кассеты на опорах с ложементами 5 для транспортировки изделий 6. Кроме этого, на основании 1 смонтированы фиксаторы /не показаны для ложементов 5.
Последовательно по ходу движения шагового цепного транспортера 2 установлено несколько механизмов 7 сварки, каждый из которых содержит силовые рычаги, соединенные одним концом с рабочим цилиндром не показаны, а другим - с подвижными относительно основания 1 траверсами 8 с прижимными колодками 9, снабженными электронагревателями 10. Сверху на механизме 7 сварки укреплен механизм поджима изделия в виде цилиндра 11 с прижимной пятой 12. Каждая приемная кассета содержит опорный диск 13 с отверстиями и карусель И с фиксатором 15 и хвостовиком в виде шестерни |1б, при этом фиксатор 15 взаимодействует с отверстиями в опорном диске 13, а шестерня 16 с рейками 17, закрепленными на основании 1 после каждого механизма 7 сварки.
Ложементы 5 жестко связаны с корпусом карусели 1, установленной поворотно относительно опоры 4, причем для возвращения ложементов 5 в исходное положение после .завершения сварки всех сторон изделия 6 необходимо количество зубьев шестерни 16 карусели 14 выполнить кратными количеству свариваемых сторон изделия.
Для предотвращения перекоса приемной кассеты под воздействием опрокидывающего момента, возникающего при взаимодействии шестерни 16 с рейкой 17, направляющие 3 выполнены П-образного сечения, причем продольные пазы обращены друг к другу.
Надежная работа устройства возможна только при выполнении шестерни 16 и рейки 17оС модулем зуба не менее двух,в противном случае резко возрастающие усилия, возникающие в первоначальный момент контакта шестерни с
первым зубом рейки, приводят к их взаимному заклиниванию и аварийной остановке устройства.
Для осуществления непрерывной работы в автоматическом режиме устройство снабжено схемой управления процессом сварки в виде смонтированных на распределительном валу трех пластин, взаимодействующих с тремя бесконтактными датчиками, причем один из бесконтактных датчиков последовательно соединен с электромагнитами гидрораспределителей всех механизмов сварки, второй датчик - с электромагнитами гидрораспределителей всех механизмов поджима ,третий датчик - с электронагревателями рабочих элементов всех прижимных колодок.
Устройство работает следующим образом.
Привод устройства сообщает враща- тельное движение распределительному
, валу и прег 1вистое движение цепному транспортеру 2, с которым связаны опоры с ложементами 5. Во время выстоя транспортера 2 на позициях предшеству1ощих позициям сварки, в ложементы 5 укладываются секции изде ЛИЙ 6, которые затем транспортируются на первую позицию сварки, где после остановки транспортера 2 происходит фиксация ложементов 5 относитель) но опор 4 с целью установки секции изделий b соосно со штоком прижимной пяты 12. Далее по сигналу схемы управления процессом сварки сначала цилиндр 11 осуществляет поджатие секций в осевом направлении до получения требуемого размера по высоте, а затем рабочие органы механизма 7 сварки, перемещая подвижные траверсы 8 с прижимными колодками 9, подводят рабочие элементы 10 с электронагревателями к свариваемым боковым поверхностям секций 6.
После осуществления сварки по, первым двум взаимно противоположным сторонам рабочие органы возвращаются в исходное положение,а транспортер 2 перемещает кассету с секцией изделий 6 к следующей позиции сварки. В процессе передвижения кассеты шестерня 16 в зацепление с рейкой 17 и поворачивает карусель It на требуемый угол, пос ле чего последняя стопорится подпружиненным фиксатором 15, взаимодействующим с отверстием на опорном диске 13.
Таким образом, подойдя на вторук) позицию сварки, секция изделий 6 оказывается обращенной к прижимным колодкам другой парой поверхностей, сварка которых осуществляется аналогично сварке предыдущих поверхностей.
При следующем передвижении транспотера 2 шестерня 16 взаимодействует с рейкой 17, укрепленной после второй пойиции сварки, тем самым вновь поворачивая карусель I с ложементами $ и уложенными секциями изделий 6 на требуемый угол. Таким образом, последовательно осуществляется сварка изделия 6 по нескольким поверхностям
После сварки всех сторон изделия шестерня 16 и карусель с ложементами 5 npiM последующем передвижении транспортера 2 под воздействием пос-. ледней рейки 17 возвращаются в исходное положение. При дальнейшем передвижении транспортера 2 кассета с секцией изделий 6 поступает на позицию разгрузки.
Все перечисленные операции повторяются при каждом выстое транспортера.
Такое выполнение предлагаемого устройства обеспечивает непрерывност технологического процесса сварки изделий по нескольким поверхностям и повышает тем самым производительность работы при сварке, например, изделий по шести поверхностям в три раза, по сравнению с известными устройствами.
Формула изобретения
1. Устройство для сварки изделий из полимерных материалов, содержащее основание со смонтированными на нем I направляющими, в которых на опорах установлены приемные кассеты с ложементами для изделия, и шаговый цепной транспортер,а также установленные на основании механизмы для сварки в виде подвижных колодок с электронагревателями и механизмы поджима изделия в виде цилиндра с прижимной пятой, отличающееся тем,что, с целью повышения производительности, каждая приемная кассета выполнена в виде опорного диска с отверстиями и карусели с фиксатором и хвостовиком в виде шестерни, при этом устройство снабжено, зубчатыми рейками, закрепленными на основа792НИИ между механизмами для сварки; взаимодействующими с шестернями каруселей. 2. Устройство поп.1,отличаю щ е е с я тем, что количество зубьев шестерни карусели выполнено кратным количеству свариваемых сторон изделия. 6 Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 2i9600, кл. В 29 С 27/02,15.09.77. 2.Авторское свидетельство СССР по заявке ff 267668 4, кл. В 29 С 27/02 , 23.10..78( прототип).
с
1
/7
f7 Ю
Фиг.5


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки изделий из полимерных материалов | 1981 |
|
SU1031743A1 |
| Устройство для сварки изделий из полимерных материалов | 1982 |
|
SU1065229A1 |
| Устройство для сварки деталей из полимерных материалов | 1978 |
|
SU753662A1 |
| Устройство для сварки полимерных материалов | 1977 |
|
SU701820A1 |
| Устройство для сварки изделий из полимерных материалов | 1983 |
|
SU1141005A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Устройство для сварки полимерных упаковок | 1987 |
|
SU1444161A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1984 |
|
SU1155406A2 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |