(54) СПОСОБ КШТРОЛЯСПЛОИНОСТИ ,
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТРУБОПРОВОДА И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2629896C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ МИКРОДЕФЕКТОВ В ЛИСТОВОМ СТЕКЛЕ | 2009 |
|
RU2390770C1 |
| СПОСОБ КОНТРОЛЯ СРЕДНЕГО РАЗМЕРА ЗЕРНА МАТЕРИАЛА ТОНКОЛИСТОВОГО ПРОКАТА С ПОМОЩЬЮ УЛЬТРАЗВУКА | 2004 |
|
RU2262694C1 |
| Ультразвуковой иммерсионный дефектоскоп | 1961 |
|
SU148573A1 |
| Способ акустического контроля трубопровода | 2021 |
|
RU2758195C1 |
| АВТОМАТИЗИРОВАННАЯ УСТАНОВКА ДЛЯ ДЕФЕКТОСКОПИИ КОЛЕСНЫХ ПАР ВАГОНОВ | 2005 |
|
RU2289128C1 |
| Способ ультразвукового контроля поверхностных и подповерхностных дефектов металлопродукции и устройство для его осуществления | 2016 |
|
RU2644438C1 |
| ЭЛЕКТРОМАГНИТНО-АКУСТИЧЕСКИЙ ПРЕОБРАЗОВАТЕЛЬ ДЛЯ КОНТРОЛЯ ФЕРРОМАГНИТНЫХ МАТЕРИАЛОВ | 2015 |
|
RU2584274C1 |
| Способ высокоскоростной ультразвуковой дефектоскопии с использованием эффекта Доплера | 2019 |
|
RU2720043C1 |
| Способ ультразвуковой дефектоскопии трубопровода | 2024 |
|
RU2834582C1 |
1
Изобретение относится к ультразвуковой дефектоскопии и может быть исполь.-. зовано для контроля сплошности тонко- , стенных изделий металлопроката.
Известен способ дефектоскопии, при котором в изделии возбуяадают волны Лэмба и анализируют отраженный от дефекта сигнал l.
Недостатком этого способа является высокий уровень помех, поскольку обратное излучение в жидкость происхВДиТ и при отсутствии дефекта.
Наиболее близким к изрфетению является способ контроля сплошности, заключающийся в возбуждении ультразвуковых волн продольного или сдвнгоВо о типа и осуществлении акустических полей, рассеиваемых дефектом по различным направлениям 2.
Это позволяет располагать акустические оси возбуждающего и приемного преофазователей под различнь1ми углами, не связанными законом зеркального отражения. Вследствие этого удается уменьсаить
уровень помех и повысить чувствительность к дефектам, имеющим неправдаьную форму.
Недостатком известного способа является невозможность контроля тонкостенных изделий, поскольку на полезный сигнал накладывается сигнал, обусловленный излучением в иммерсионную среду волн, не связанных с дефектом. Причина такого излучения заключается в том, что указанные типы волн имеют отличную от нуля нормальную компоненту смещения. Это снижает чувствительность метода. Иаменяя положение акустической оси приемного преофаэователя, моткно уменьшать уровень помех, но это приводит к замедлению скорости контроля.
Целью изофетения .является повышение чутайтВйтёЖнШта ir скбрйстй гтри контроле тонкостшшых изделий.
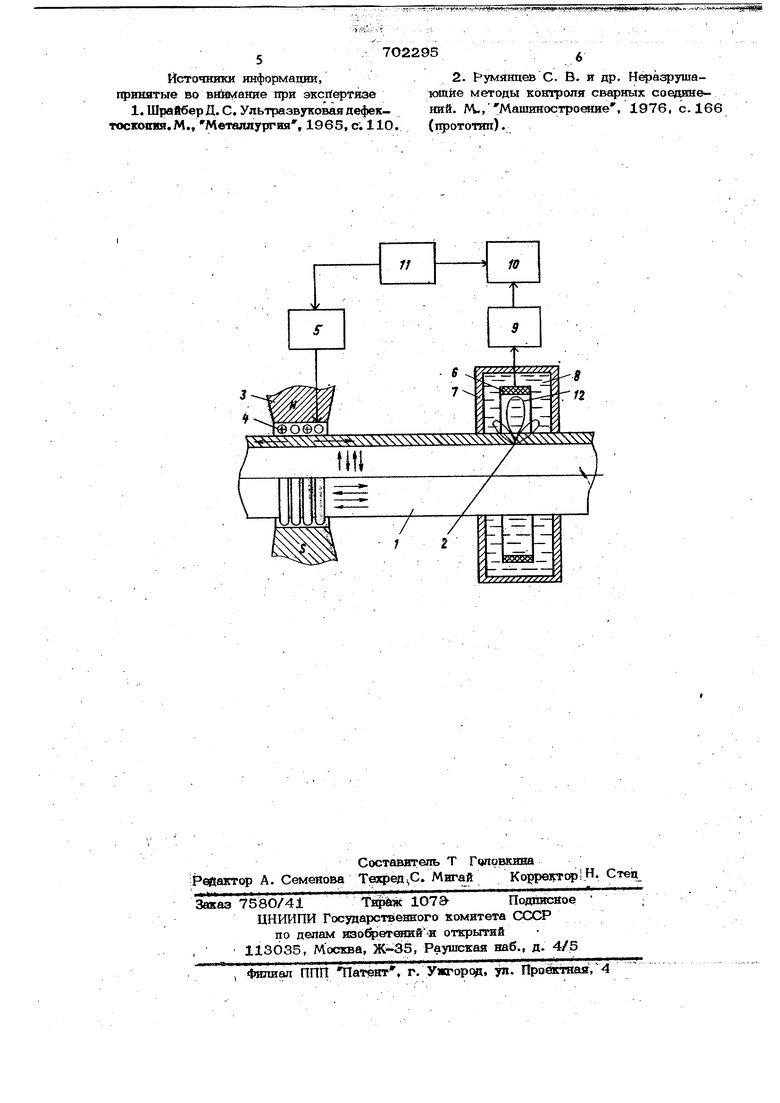
Эта цель достигается тем, что воэбуждают волну с нулевой нормальной компонентой смешения на поверхности исздеЛИЯ, а прием осуществляют по нормали к последней. Способ заключается в следующем. В тонкостенном изделии возбузвдают волну с нулевой нормальной компонентой смйцения на поверхности с помощью cnei пиального п реофазователя. Приемный пре офаэователь, акустическую ось которого натфавляют по нормали, перемещают относительно изделия или используют переметение самого изделия (например, в про пессе прркатки).При этом на тех участках, где нет дефекта, принятый ситаал будет отсутствовать, поскольку не будет излучения в направлении нормали к поверхности. Как только в зоне приема сж:ажётся дефект, он будет зарегистрирован по пoявившQv ycя сигналу, обусловленному рассеянием на дефектепадающего ультразвухового пучка. Рассеяние обычно происходит по всем на:правлениям, в том числе по нормали. Поскольку при«vtHbift преобразователь аакреплйют в Дащом способе в постоянном положении, скорость контроля не будет дополнительно ограничиваться. Кроме того, отсутст йиё ложных сигналов позволяет значитель но надежнее фиксировать сйШаЛьт от дефектов. Таким офазом достигается цель изобретения. Пример реализации. На чертеже показана упрощенная конструкция устройства, реалнзукяцего данный способ. Устройство состоит ий передающего и преофазователей, коаксиаль НО с(Ш(атывакШк Шфойи лие 1 с дефектом 2. В качестве пёредаюшесо использован ЭМА преобразователь позволяющий возбуждать требуемый вид вбпны, а в качестве приемного - пьезопреобразоватепь, установленный в иммерсионной ванне параллельно поверхности изделия 1. Передающий ЭМА преофазователь крутильных либо сдвиговых нормальных волн состоит ш электромйгнита 3 (постоянного магнита) и возбуаодйюшей обмотки 4, педключенной к генератору 5 радиоимпульсов. Приемный пьвзопреофадователь 6 установлен нормально к аоверхйости язавляя 1 в пснметен в BMMepceofreyto ванну 7, полость S которой заполнена контштной жидкостью. Пьезо 11реофазователь 6 подключен к усилителю 9,выход которого подан на 10.Генератор 5 радиоймпупьс&в и шцщ- катор 10 связаны синхронизаторам 11. Прием пьезопреофазоватепем акустического поля рассеяния над дефектом йэделия 1 может быть осуществлен также в контактном либо щелевом варианте. Устройство работает следующим офазом. . Генератор 5 радиоимпульсов питает возбуждающую охотку 4, которая озсватьюает изделие 1 с дефектом 2. При взаимодействии переменного электромагнитного поля возбумодающей ойлотки 4 с постозашным полем электромагнита 3 в изделии по всему сечешпо возбуждаются крутильные либо SH, либо - при соответствующих частотах и толщине изделия - симметричные моды волн Лэмба с нулевым нормальным смещением на поверхности изделия. Эти волны, распространяясь по окружности) оёразующим изделия 1, встреча-, ют на своем пути дефект 2 произвольной ориентации, взаимодействуют с ним, образуя над ним акустическое поле 12 рассеяния. Поместив этот контролируемый уча;сток , например, в имм кзиошгую ванну 7 с коцтактной жидкостью 8, полу-г чаем возможность при«ла акустического поля 1И рйссеяния с помощью кольцевого 1Кьезйпреобразователя 6, слабые сигналы которого усиливаются усилителем 9 и подаются на индикатор 1О. Синхронизация работы генератора 5 радиоимпульсов и -индикатора 1О осуществляется синхронизатором 11. Применение данного способа позволит пЬ1высить производительность контроля в условиях прокатного производства и уменьшить минимальные раалеры вьшвляет ыхдефектов, что особенно важно при контроле тонкостенных труб, стоимость которых весьма высока. формула изо ере т еН н я Способ контроля сплошности, заключающийся в возбуждении уйьтразвуковых / волн в контролируемом изделии и приеме акустических полей рассеяния/ создаваемых дефектом, отличаюШийс я тем, что, с повышения чувст-; вительности н скорости при контроле тонкостенных иэдвлий, возбуждают волну с нулевой нормальной компонентой смещения на прв хностн изделия, а Нрием осутествтасют по нормали к последней.
Источники информации, принятые во внимание при эксйертизе
7O2295
tin
