В основном авт. св. 70000 онисан следующий способ получення порошков металлов, сплавов и других токонроводящи.х материаловПодлежащие диспергированию материалы выключены в качестве электродов в цепь электрического разрядного колебательного контура. Контур настроен так, что он работает в области искрового разряда (в области нестационарного электрического разряда). При замыкании цепи электродинамические силы вырывают из электродов порции диспершруемого материала и выбрасывают их в окружающую среду.
В настояи 1,см изо бретении, нредставляющим собою дальнейшее развитие указанного сносо-ба, элехтрсаы выполнены вращающимися, а электроискровой разряд происходит между их торцами.
Такое выполнение электродов обеспечивает: а) постоянство рабочих поверхностей электродов и расстояния м0Ж1ду ними-искровэго промежутка; б) постоянство рабочего режима но току в контуре и, следовательно, выделение порошка из электродов; в) ностояиство температуры среды, в которой ведется процесс разрушения материала благодаря равномерной непрерывной циркуляции среды, например жидкости; г) постоянство образования количества частиц норонича в жидкой среде в зоне искрового разряда и нолучения порошка равномерной структуры-грануляции.
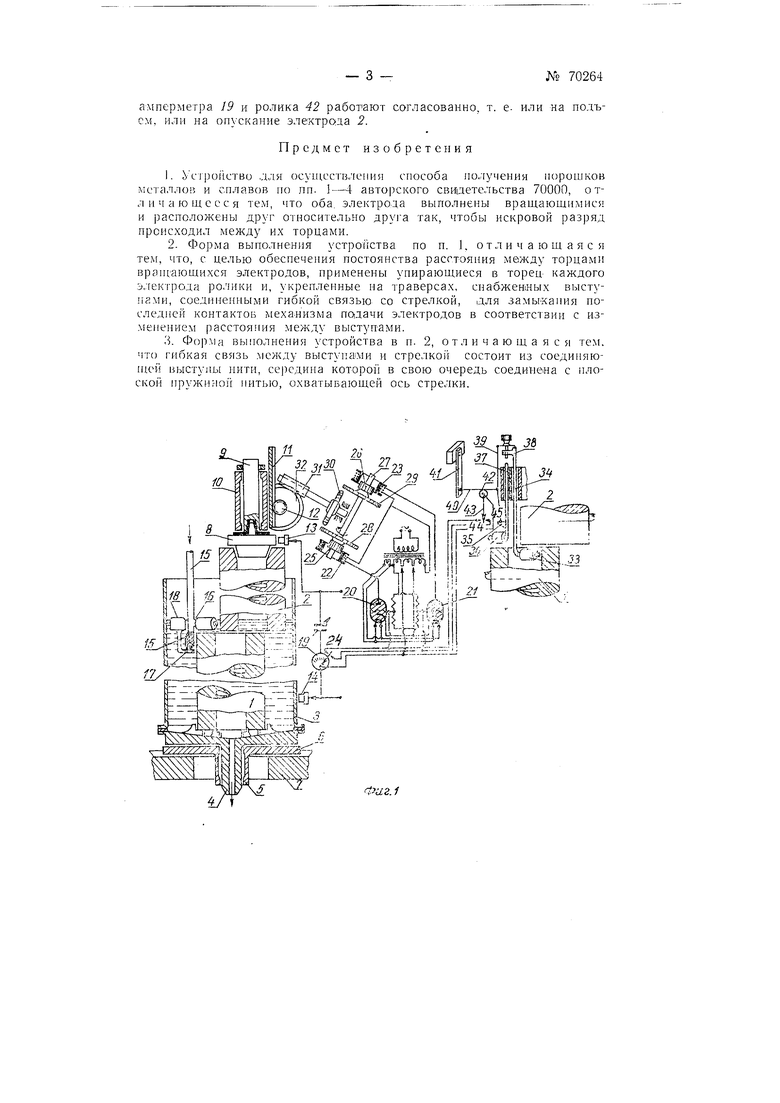
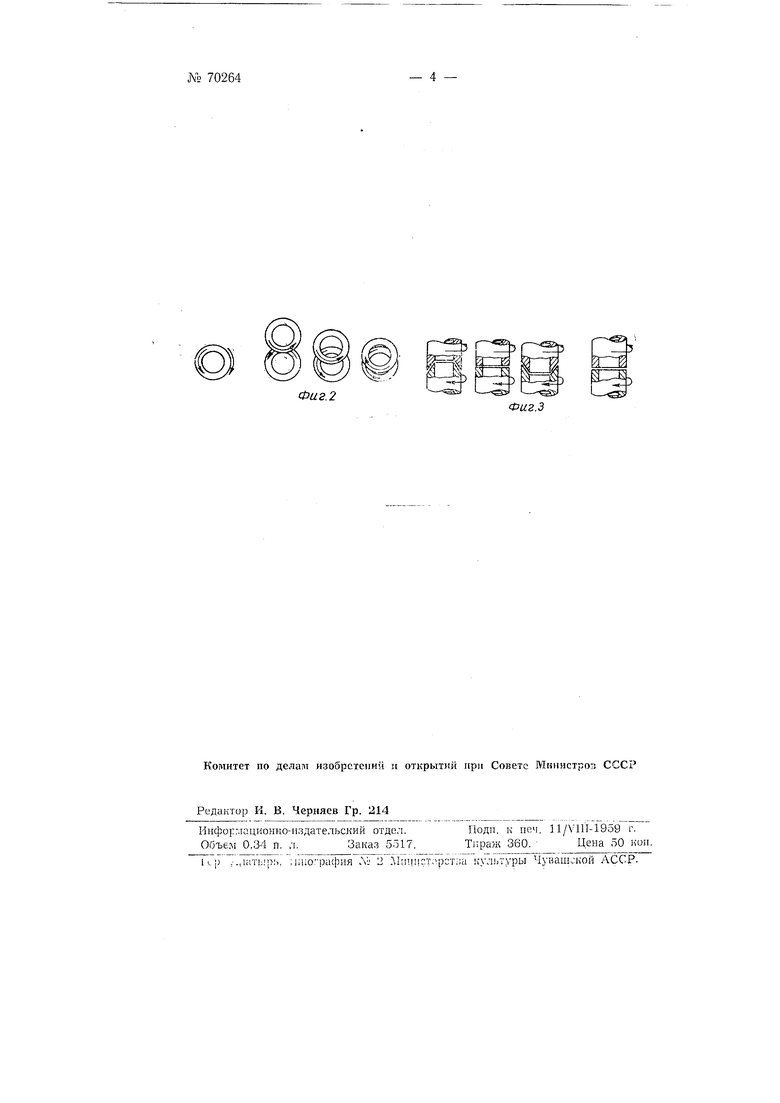
Па (|)иг. 1 дана принципиальная схсл устройства; на фиг. 2-схемп 1(заимпо1Ч) расноложеашя электродов; на фиг. 3-схема характера электродов.
Электрод 7-цилиндрический или ино1о сечения, полый или сплошной-крепится в ванне 3. Вацна 3 вращается на полой оси -1 Ось проходит через подщипник 5 в площадке 6, псредвигающейсч в направляющих 7. Через отверстие в оси 4 непрерывно или периодиЛ(« 70264
f-ски пропускается жидкость, в которой ведется процесс дробления материала со взвешеппым в ней порошком.
Электрод J крепится Б изолированном держателе 8 на оси 9, втаHiaicHieifCSi i iiOiiHininniKe 10Полиитпик W при помощи зубчатой рейки // и шестеренки /может подниматься вверх и опускаться , изменяя расетояние Мсжлу торцами электродов.
Установкой площадки 6 с подшипником 5 в соответствующее положение оси электродов 1 к 2 могут быть совмещены или смещены в одно из положений, указанных на фиг. 2.
Ток к электродам подводится через держатели электродов при помети щеток 13 и 14.
Жидкость в ваппу 3 подается через трубку /5 ,на держателе 16, олпраюшемся на торед нижнего электрода.
Отверстие трубки /5 закрывается крышкой 17, управляе.мой поплавком /5, что позволяет держать постоянным расетояние от верхнего уровня жидкости до промежутка между электродами, в котором проис.ходят иекровые разряды и дробится материал электродов.
Для а|угоматичеекого управления силой тока nyie.M измепсппя расстояния между электродами у амперметра 19 поставлены контактные упоры 24. Изменение режима в контуре отклоняет стрелку амперметра и она касается право1о или левого контакта; тогда подается импу„П)С напряжения па управляющую сетку соответствующего тиратрона 20 или 2} и всзбуждаетея электромагнит 22 или 23.
В соответетвии с тем, какой электромагнит возбужден, втягивается якорь 25 или 26, ось 27 перел1еп1аетея вправо или влево и один из дисков 28 пли 29 ецепляетея со щкивом 30, который через червяк 31 ведет червячную шестерню 32.
На одпой оси с червячпой шестерней 32 находитея шестернл 12, перемещаюпдая рейку // вверх или вниз, в зависимости от того, к i-:aкому упору прикасается стрелка амперметра 19.
Для гсддержания постоянства расстояния между рабочими торпами электродов может быть применен следующий меха1нпзм.
Рслик 33 на траверсе 34 с выступом 35 опирается на нижний торец электрода 2. Ролик 36 на траверсе 37 с выступом 38 опирается на верхнюю поверхность электро|да /. Между выступами 35 и 38 помешается нить 39. К середине нити 39 прикреплен один коиец нити 40, второй конец этой нити прикреплен к пружинке 41. В середине нить опирается на ролик 42 со стрелкой 43. В зависимости от пзменения расстояния между рабочилш торцами электродов 1 к 2 изменяется расстояние между выступами 35 и 38 и в соответствии с этим изменяется етрела прогиба нити 39.
В зависимости от стрелы нрогиба иити 39 нить 40 перемещается вправо или влево, вращая ролггк 42 в ту или другую сторону. В соответствии с направлением вращения ролика стрелка 43 отклоняется п конец ее касается контакта 44 или 45. КоНтакты 44 и 45 присоетипепы к сеткам тиратронов коитактов 24 амперметра 19. Аналогично присоединенная при узе.пичении ра.еетояния между торцами э.чекTpCLioB У и .2 шестерня 2 ведет вниз и сближает электроды до нужного расстояния, а при уменьшении раестояния между электродами гпеетерНя 12 ведет рейку вверх и увеличивает расстояние между торпамп электродов до нарушепия контакта стрелки 43 с соответствующим упором 44 пли 45 п тем приводит в норму расстояние меж;i то;)цами электродов. Однопотенциальные контакты унравления
амперметра 19 и ролика 42 работают согласованно, т. е. или на подъем, или на опускание электрода 2.
Предмет изобретения
1.ycrpoiicTBo ,д.дя осущсств.чепия способа но.лучения поро1нков мсталлор, и сплавов по пп. 1-4 авторского сви|детельства 70000, отличающееся тем, что оба. электрода выполнены вращающимися и расположены друг относительно дру|а так, чтобы искровой разряд происходил между их торцами.
2.Форма выполнения устройства по п. 1, отличающаяся тем, что, с целью обеспечения постоянства расстояния между торцами врангающихся электродов, применены уиирающиеся в торец каждого э.тектрода ролики и, укрепленные иа траверсах, снабженных выступами, соедииениыми гибкой связью со стрелкой, для замЫКапия последней контактов механизма подачи электродов в соответствии с изменеиием расстояния между выступами.
3. Форма выполнения устройства в п. 2, отличающаяся тем. что гибкая связь между BbicrynaiMH и стрелкой состоит из соединяющей выступы нити, середииа которой в свою очередь соединена с плоской пружиной питью, охватывающей ось стрелки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сборки нецоколеванных миниатюрных ламп накаливания | 1958 |
|
SU121512A1 |
| Способ фиксации положения исполнительного органа станка | 1958 |
|
SU126712A1 |
| Устройство для заточки ножей | 2023 |
|
RU2828913C1 |
| Автомат для стыковой контактной сварки | 1990 |
|
SU1773637A1 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Устройство для сборки контактов | 1979 |
|
SU855769A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1943 |
|
SU70010A1 |
| НИТКОШВЕЙНАЯ МАШИНА И ЕЕ ШВЕЙНЫЙ МЕХАНИЗМ, МЕХАНИЗМ ПЕРЕНОСА НИТИ, МЕХАНИЗМ ПРОКОЛА И НИТЕПРОВОДЯЩИЙ МЕХАНИЗМ | 2004 |
|
RU2283774C2 |
| АВТОМАТ ДЛЯ ОШИНОВКИ | 1971 |
|
SU317573A1 |
| Устройство для центрирования подошв и стелек | 1960 |
|
SU135366A1 |
Л1, J IU
W .-
lift
--Н i i
.ll
-tТ
Фаг. 1
Фиг.2
Фиг.З
