(54) УСТРОЙСТВО ДЛЯ СБОРКИ КОНТАКТОВ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки корпусных деталей с комплектующими | 1988 |
|
SU1511042A1 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
| Шурупозаворачивающий многошпиндельный станок | 1986 |
|
SU1509241A1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Устройство для разгрузки подвесных конвейеров | 1984 |
|
SU1270085A1 |
| Устройство для сборки деталей | 1977 |
|
SU709310A1 |
| Устройство для сборки деталей | 1977 |
|
SU737188A1 |
| Устройство для ориентирования приСбОРКЕ дЕТАли ТипА ВТулКи C бОКОВыМОТВЕРСТиЕМ | 1979 |
|
SU821122A1 |
| УСТРОЙСТВО РОТОРНОГО ТИПА для ВУЛКАНИЗАЦИИ РЕЗИНОВЫХ И АСБЕСТО-РЕЗИНОВЫХ ИЗДЕЛИЙ | 1965 |
|
SU173918A1 |

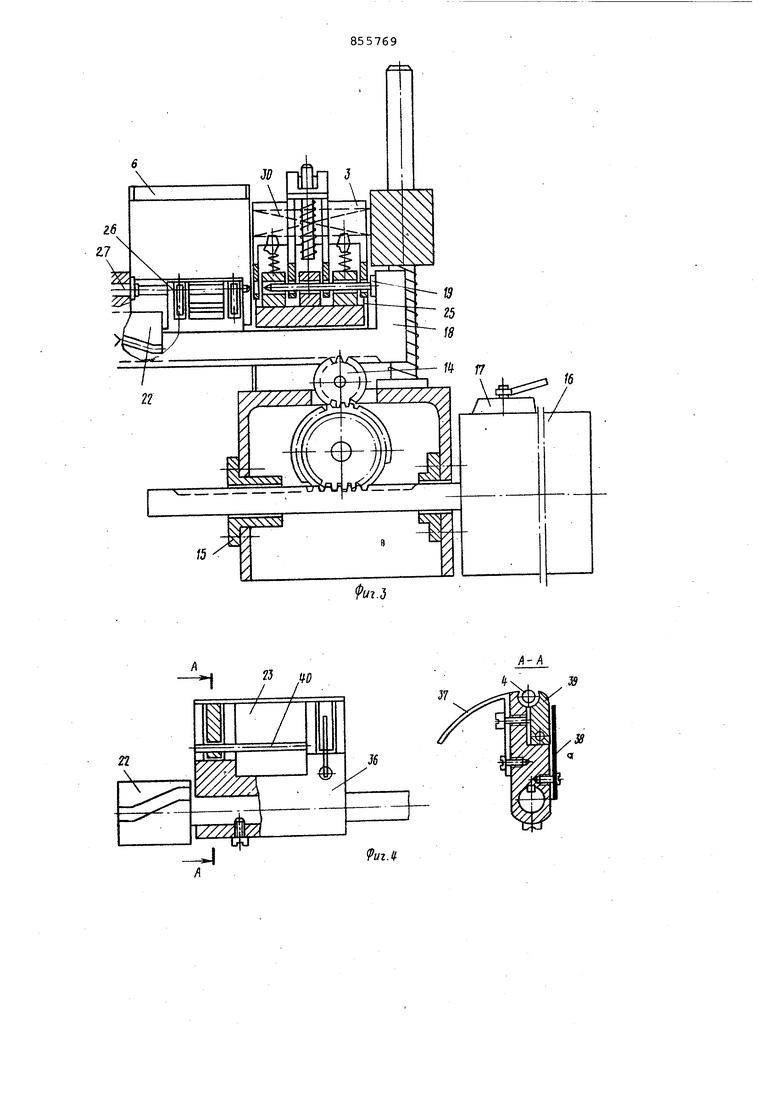
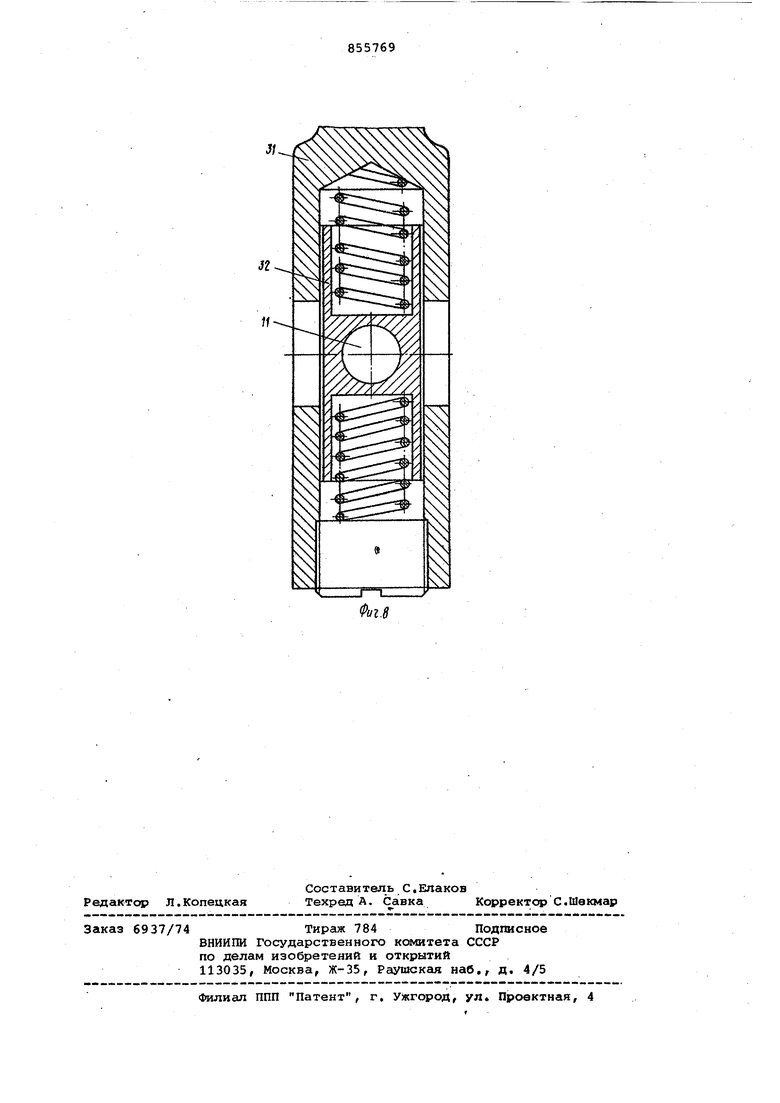
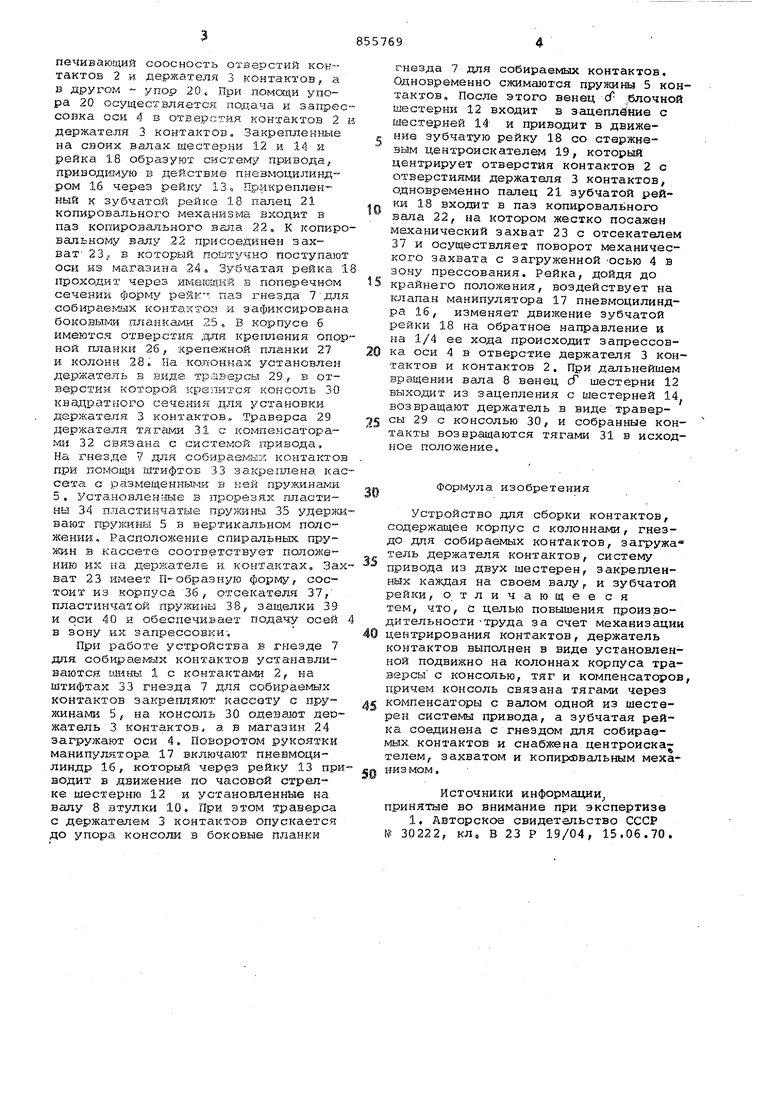
Изобретение относится к электроаппаратостроению, и может быть использовано для механизированной сбор ки контактов электрических аппаратов Известно устройство, которое можно использовать для сборки контакта 1. Однако конструкция этого устройства не позволяет производить сборку двух и более контактов, укрепленных на одной оси. Цель изобретения - повышение производительности устройства для сбор ки контактов за счет механизации центрирования контактов. Поставленная цель достигается тем, что держатель контактов выполнен в виде установленной подвижно на колоннах корпуса траверсы с консолью, тяг и KoivmeHcaTopoB, причем консоль связана тягами через компен саторы с валом одной из шестерен системы привода, а соединенная с гн дом для собираемых контактов зубчатая рейка снабжена центроискателем, захватом и копировальным механизмсж На фиг. 1 изображены два вида собранных контактов, на фиг. 2 устройство, исходное состояние; на фиг. 3 - то же, момент центрировани контактов; на фиг. 4 - два вида зах вата/ на фиг. 5 - два вида сястемы приводас центроискателем; на фиг.6 два вида гнезда; на фиг. 7 - два вида кассеты для размещения пружин/ на фиг. 8 - вариант исполнения компенсатора. На устройстве собираются контакты электрических аппаратов, содержащие шины 1, контакты 2, держатель 3 контактов, ось 4 и пружины 5. Устройство состоит из корпуса 6. На корпус 6 установлено гнездо 7 для собираемых контактов, имеющее контур, идентичный контуру посадочных мест контактов с двумя выступами о. В приливах корпуса 6 размещены вал 8, установленный на подшипниках 9,на котором закреплены две втулки 10 с цапфами 11, шестерня 12 с венцами сГ и fb , Венец (Г входит в зацепление с рейкой 13, авенец шестерни входит в зацепление с шестерней 14. Рейка 13 монтируется во втулках 15 и соединена с пневмоцилиндром 16, на котором расположенМанипулятор 17.На концах соединенной с шестерней 14 зубчатой рейки 18 по одной оси выполнены отверстия, в одном из которых установлен центроискатель 19, обеспечивающий соосность отверстий контактов 2 и дер;«ателя 3 контактов, а в другом упор 20 При помощи упора 20 осуществляется подача и запрессовка оси 4 в отверстия контактов 2 и держателя 3 контактов. Закрепленные на своих валах шестерни 12 и 14 и рейка 18 образуют систему привода,, приводимую в действие пневмоцилиндром 16 через рейку 13« Пргдкрепленкый к зубчатой рейке 18 палец 21 копировального механизма входит в паз копировального вала 22, К копировальному валу 22 присоединен зах ват 23 в которьай поштучно поступают оси КЗ магазина 24 Зубчатая рейка 1 проходит через якеющкй в поперечном сечении форму рейк: паз гнезда 7 для собирае 1Х контаг-стоа и зафиксирована боковыми njiaHicaisffit 25, В корпусе б имеются отверстия для крепления опорной планки 26, крепежной планки 27 и колонн 28. На колонках установлен держатель в виде траверсы 29., в отверстии которой крепится коксоль 30 квадратного сечения для установки держателя 3 контактов. Траверса 29 ддержателя ТЯГШУЕИ 31 с компенсатора.« 32 связана с системой привода. На гнезде 7 для собираег-аг;: контактов при помощи штифтов 33 закреплена касс&ха с размещенньп-ш в ней пружинаг и5 . УСтановленЖ е в прорезях пластнны 34 пластинчатые пруж1 ны 35 удерживают пружины 5 в вертикальном положении. Расположение спиральных пружин в кассете соответствует положа™ нию их на держателе и. контактах. Захват 23 имеет П-образную форг, состоит из корпуса 36, отсекателя 37, пластинчатой пружины 38, защелки 39 и оси 40 и обеспечивает подачу осей в зону их запрессовки-.
При работе устройства в гнезде 7 для co6HpaehSJX контактов устанавливаются 1 с контактами 2, на штифтах 33 гнезда 7 для собираемых контактов закрепляют кассету с пружинамк 5f на консоль 30 одевают держатель 3 контактов, а в магазин 24 загружают оси 4. Поворотом рукоятки манипулятора 17 включают пневмоцилиндр 16, который черрз рейку 13 приводит в движение по часовой стрелке шестерню 12 и установленные ка валу 8 втулки 10. При этом траверса с держателем 3 контактов опускается до упора консоли в боковые планки
гнезда 7 для собираемых контактов, Одновременно сжимаются пружины 5 контактов. После этого венец сГ .блочной шестерни 12 входит в зацепление с шестерней 14 и приводит в движение зубчатую рейку 18 со стержнезым центроискателем 19, который центрирует отверстия контактов 2 с отверстиями держателя 3 контактов, одновременно палец 21 зубчатой рейки 18 входит в паз копировального
вала 22, на котором жестко посажен механический захват 23 с отсекателем 37 и осуществляет поворот механического захвата с загруженной юсью 4 в зону прессования. Рейка, дойдя до
крайнего положения, воздействует на клапан манипулятора 17 пневмоцилиндра 16, изменяет движение зубчатой рейки 18 на обратное направление и на 1/4 ее хода происходит запрессовка оси 4 в отверстие держателя 3 контактов и контактов 2. При дальнейшем вращении вала 8 венец сГ шестерни 12 выходит из зацепления с шестерней 14 возвращают держатель в виде траверсы 29 .с консолью 30, и собранные контакты возвращаются тягами 31 в исходное положение.
формула изобретения
Устройство для сборки контактов, содержащее корпус с колоннами, гнездо для собираемых контактов, загружа
тель держателя контактов, систему привода из двух шестерен, закрепленных каждая на своем валу, и зубчатой рейки, отличающееся тем, что, с целью повышения производительности -труда за счет механизации
центрирования контактов, держатель контактов выпсянен в виде установленной подвижно на колоннах корпуса траверсы с консояью, тяг и компенсаторов, причем консоль связана тягами через
компенсаторы с валом одной из шестерен системы привода, а зубчатая рейка соединена с гнездом для собираемых контактов и снабжена центроискателем, захватом и копировальным механизмом,
источники инфopмaции принятые во внимание при экспертизе
1, Авторское сзэидетальство GCCP № 30222, кл. В 23 Р 19/04, 15.06,70. А А
IS
/
fffs-e
25
/
liVWs V
ШЙ1
- a
Фиг.б
