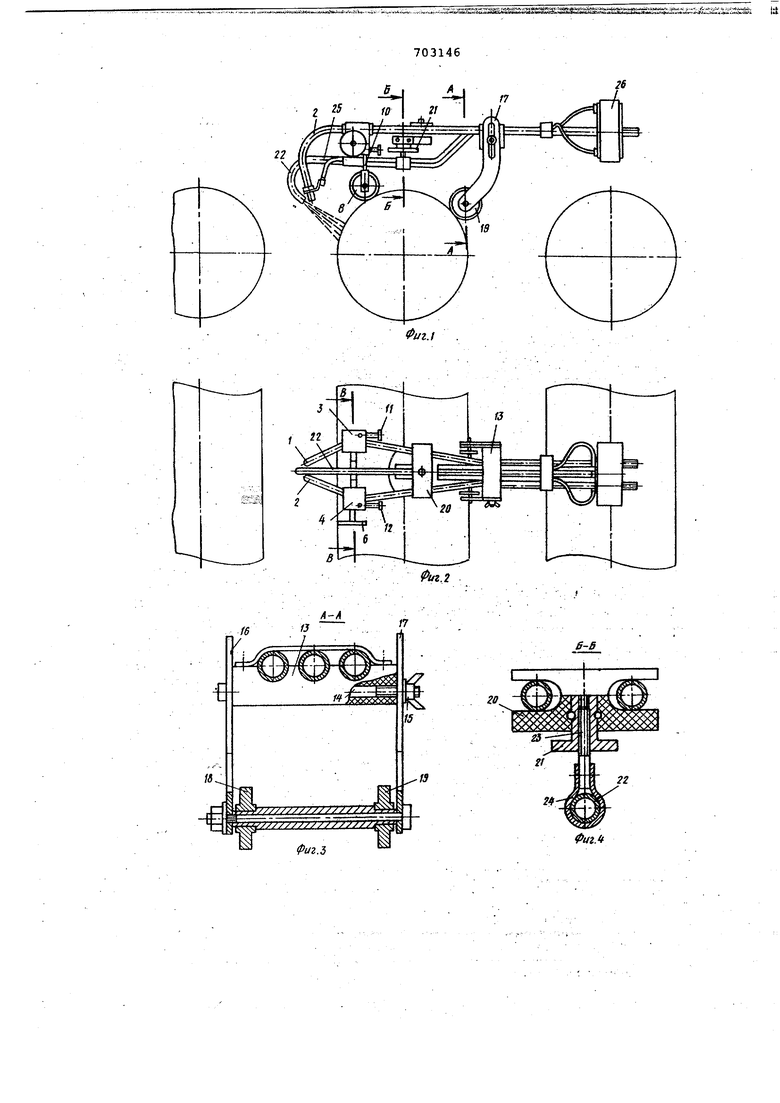
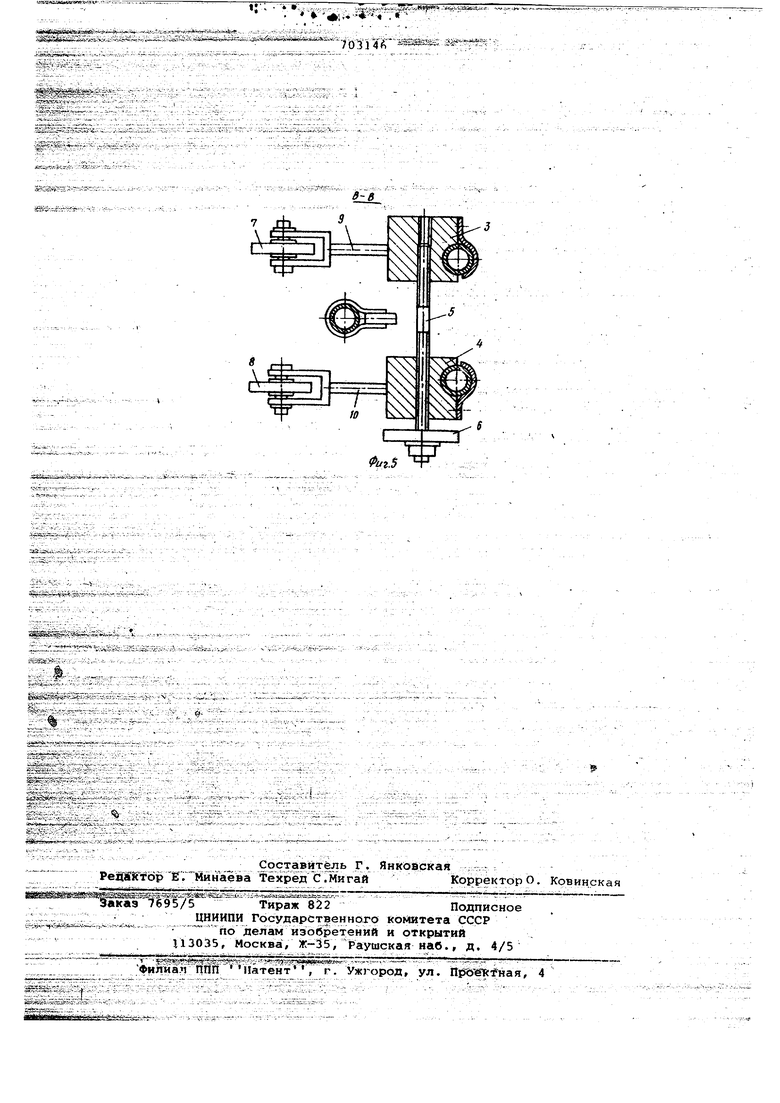
Изобретение относится к области ма шиностроения, в частности, нанесению металлических покрытий распылением- н поверхность деталей для защиты их от коррозии-. . Извест на распылительная головка электрометаллизатора, содержащая инжектор, мундштук для подачи газа и сопло для подачи порошка I ,, Газ поступает -в инжектор, засасывает из бун кера порошковую взвесь, которая подхватывается струей газа и выбрасывается из сопла. Однако регулирование данной головкой ограничено, ввиду малой ее подвижности. Наиболее близким техническим решением к предложенному изобретению явл ется распылительная головка электрометаллизатора/ включающая трубки -для подачи проволоки., трубку для подачи воздуха, изогнутую на конце, и .токосъемники 2. Однако использование известной головки не обеспечивает надежности ее крепления в процессе металлизации а расположение ее под острым углом к напыляемым изделиям приводит к частичной потере металла, что не обес.печивает получения .покрытий высокой адгезионной способности в местах, трудно доступных для металлизации. Целью предложенного технического решения яв.ряется повышение качества покрытия при металлизации труднодоступных мест изделий. Указанная цель достигается за .счеттого, что трубки для подйчи пройолоки установ- лены над трубкой для подачи воздуха и выполнены изогнутыми на выходных участках под угЛом 90-105° к оси головки с радиусом гиба,. превышающим радиус гиба трубки для подачи воздуха. Распылительная головка снабжена колодками, охватывающими трубки и связанными с ними передними и задними роликовыми опорами, установленньлли с возможностью вертикального перемещения, причем задняя роликовая опора смонтировала на поворотном рычаге. Кроме того, она снабжена механизмом, регулирования расстояния между трубками для пбдачи проволоки, выполненным в виде винта, соединяющего колодки пе15ёд 1Эй роликовой опоры, и механизмом регулирования расстояния по высоте еясду трубкой для подачи воздуха и трубками для подачи проволоки. На фиг. 1 представлен общий вид предлЬженной распылительной головки на фиг. 2 - вид в плане; на фиг. 3сечение по А-А фиг. i; на фиг. 4 сечение по Б-Б фиг. 1; на фиг. 5 -г по В-В фиг. 2. Распылительная головка к элетрометаллизатору содержит две трубки 1 и 2 для подачи проволоки с отогнутым вниз концами под углами 90-105°, на каждуй из которых насажены колодки 3 и 4, связанные между собой обеспечивающим их раздвижение. винтом 5 с левой и правой резьбой при помощи маховика 6. К каждой ИЗ этих колодок прикреплены роликовые опоры 7 и 8, имеющие еЪэмЬжйость возвратно-постуйатёльнйго движения в вертикальной плоскос ти при помощи винтов 9 и 10 и стопор ййх винтов 11 и 12. Задняя роликовая опора выполнена В виде колодки 13, которая насажена на трубки головки и к которой при помощи Пальца 14 и гайки 15 крепятся два изогнутых в сторонуголовки рйчага 16 и 17 с закрепленнБ1МИ к ним ролика и 18 и 19. i Механизм для регулирования расстояния между трубками по ВЫ- coi содержит колодку 20 с вращающейся в ней втулкой-маховиком 21, сйязйнной с трубкой 22 для подачи воздуха посредством винта 23 и креп ления 24 трубки. Распылительная головка элект эометаллизатора имеет токосъемник 25 и фланец 26, которым она крепится к передней сте.мке механизма, подающего проволоку электро металлизатору. Ра,спылительная головка работает с ледующим образом, Проволоку подают через трубки 1 и 2. На выходе из- головки между дву мя электродными проволоками возника ет 5 лектрйческая дуга. Расплавленны металл распыляется сжатым воздухом, выходящим из трубки. 22. Благодаря т му, что трубки для подачи проволоки и воздуха изогнуты, рбеспечйваё тся возйожность производить обработку поверхности, не перемещая электрометаллиз-атора вокруг изделия (трубо провода) на Збб, а также на труднодоступных его участках. Ролики 7, 8, 18 и 19 регулируемызс ;опор можно поднимать и опускать при помощи винтов 9, 10 и стопорных винтов 11 и 12 по передней опоре и удлиненных пазов на рычагах 16, 17, в которых закрепляется палец 14 гай кой 15 на. задней опоре, v --- Рычаги 16 и 17 вместе с прикрепленными к ним роликами 18 и 19 можн вращать вокруг пальца 14, что дает возможность нанесения покрытия на изделия различных диаметров. Зазор между концами проволоки, выходящей из трубок 1 и 2, регулируют при пом6:ваи винта 5 с правой и левой резьбой и маховика 6. Регулируют расстояние между воздушным соплом и концами проволоки, вращая втулкумаховик 21, при этом при помощи винта 23 трубка 22 для подачи воздуха поднимается вв.ерх или опускается вниз . Таким образом, данная распылительная го.ловка, благода;ря наличию элементов, позволяющих регулировать расстояние между головкой и обраЬатываемой поверхностью/ между концами проволоки, между воздушным соплом и концами проволоки, позволяет получать .качественные покрытия и обеспечивает экономичность в работе. - Формула изобретения I 1. Распылительная головка электро|металлизатора, включающая трубки для iподачй проволоки, трубку для подачи воздуха, изогнутую на конце, и токосъемники , О т л и ч а ю щ а я с я тем, что, с целью повышения качества покрытия При металлизации труднодоступных мест изделий, трубки для подачи проволоки установлены над труб.кой для подачи воздуха и выполнены изогнутыми на выходных участках под .углом 90-105° к оси головки с радиусомгиба, превышающим радиус гиба трубки для подачи воздуха. 2.Распылительная головка, по п . 1, отличающаяся тем, что она снабжена колодками,.охватывающими трубкии увязанными с. ними передними и задними роликовыми опорами, установленными с возможностью вертикальнбго перемещения, причем задняя роликовая опора смонтирована на поворотном рычаге. . , 3.Распылительная головка по п. i, 2,6 т л и ч а ю щ а я с я тем, она снабжена механизмом регулирования расстояния между трубками дЛя Уйоййчй п|роврлрки, выполненным в ёйДе винта, соединяющего колодки передней роликовой опоры. 4.Распылительная головка по п. 1, 2, 3,о ч а ющ а я с я тем, что она снабжена механизмом регулирования расстояния по высоте трубкой для подачи воздуха и трубками для подачи проволоки. Источники информации, принятые во внимание при экспертизе 1.Нанесение покрытий способом газопламенного напыления . Справочные материалы по газопламенной обработке металлов. Машгиз, 1958, вып. 15,с. 22-23. 2.Авторское свидетельство СССР №308103, кл. С 23 С 7/00, 1971 (прототип).
703146
| название | год | авторы | номер документа |
|---|---|---|---|
| Электродуговой металлизатор "Дракон" | 2018 |
|
RU2687905C1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА ЭЛЕКТРОДУГОВОГО МЕТАЛЛИЗАТОРА | 1992 |
|
RU2047395C1 |
| ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАТОР | 2003 |
|
RU2254933C2 |
| Способ металлизации изделий | 1983 |
|
SU1123744A1 |
| РАСПЫЛИТЕЛЬНАЯ ГОЛОВКА К ЭЛЕКТРОМЕТАЛЛИЗАТОРУ | 1971 |
|
SU308103A1 |
| СПОСОБ НАНЕСЕНИЯ МНОГОКОМПОНЕНТНОГО ПОКРЫТИЯ ПРИ ЭЛЕКТРОДУГОВОЙ МЕТАЛЛИЗАЦИИ | 2016 |
|
RU2641427C1 |
| Электродуговой распылитель | 1980 |
|
SU925407A1 |
| Электрометаллизатор | 1950 |
|
SU91637A1 |
| Распылительная головка устройства для электродуговой металлизации | 1981 |
|
SU952359A1 |
| Распылительная головка электрометаллизатора | 1983 |
|
SU1113177A1 |
Фиг. 5
B-S
24
ФигЛ
.: ..v;v....,-.-. ::;.. . - ;; -ГЧТ .4;V ifefej A jS rt S v;-:;;.O.v-i - i;S;iv S. ;:i.j -- 4&fc;f; / 0 3 1 4 h -,.,-«. .- . - ; - S-I --. ,
7
иг.$
