(54)
СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ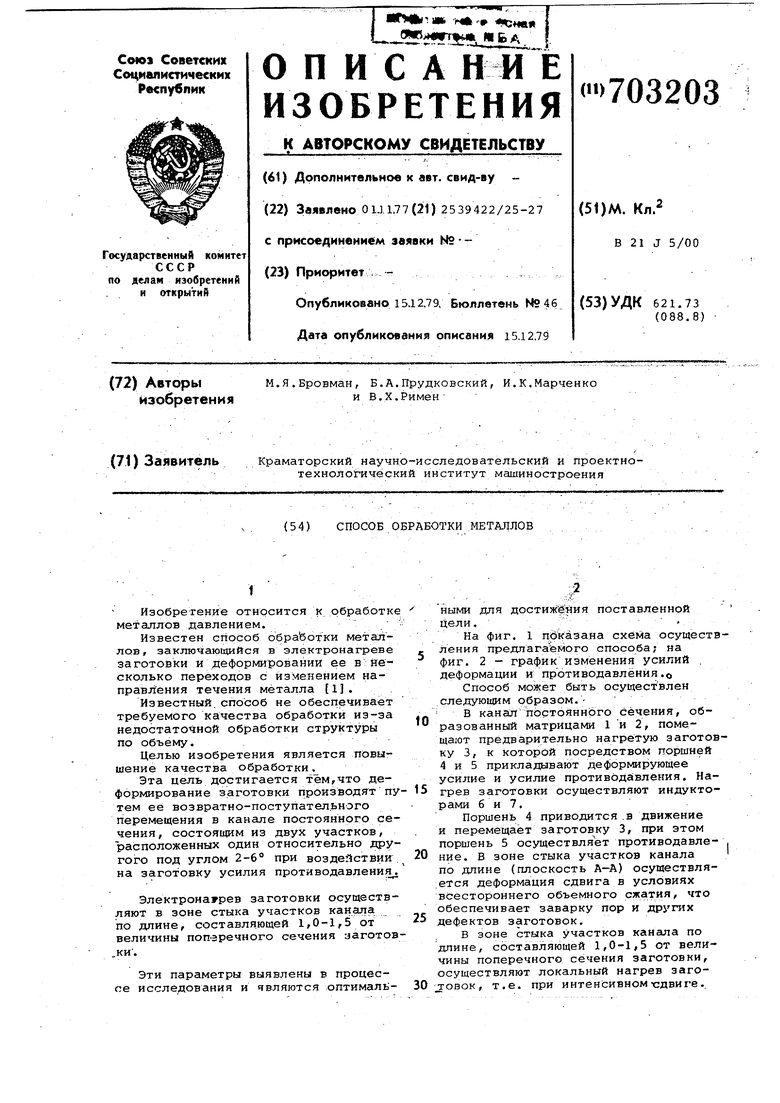
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ СТЫКОВ ТОНКОСТЕННЫХ ОБОЛОЧЕК | 2008 |
|
RU2393946C2 |
| Способ пластического структурообразования и устройство для его осуществления | 1989 |
|
SU1741960A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ ДАВЛЕНИЕМ | 1988 |
|
RU2036046C1 |
| УСТРОЙСТВО ДЛЯ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ ЗАГОТОВОК | 1999 |
|
RU2172350C2 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2000 |
|
RU2181314C2 |
| Комбинированный способ поперечно-винтовой прокатки | 2024 |
|
RU2834075C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2465090C1 |
| Способ последовательного прессования | 1989 |
|
SU1696033A1 |
| Способ термосиловой обработки длинномерных осесимметричных деталей и устройство для его осуществления | 2016 |
|
RU2645235C1 |
| СПОСОБ ДЕФОРМАЦИОННОЙ ОБРАБОТКИ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2146571C1 |
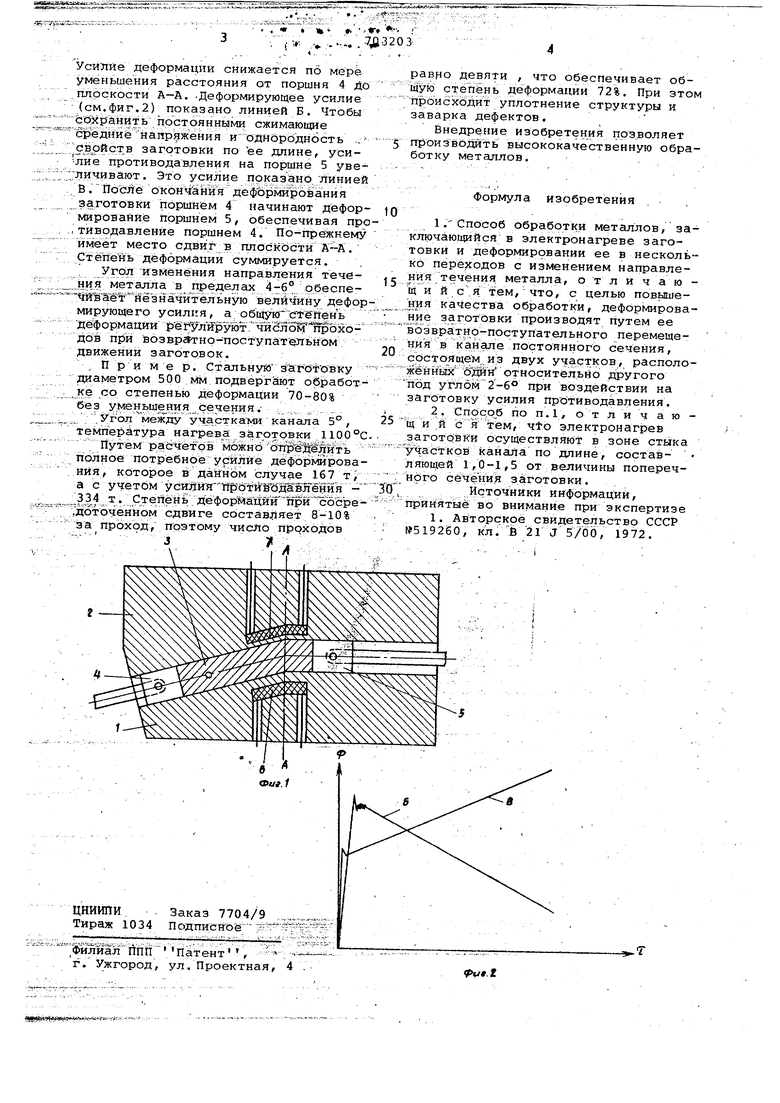
Изобретение относится к рбработке металлов давлением. Известен способ обработки металлов, заключаю1цийся в электронагреве заготовки и деформировании ее в йесколько переходов с изменением направ.ления течения металла 1. Известный.способ не обеспечивает требуемого качества обработки из-за недостаточной обработки структуры по объему. Целью изобретения является повышение качества обработки, Эта цель достигается тем,что деформирование заготовки производят пу тем ее возвратно-поступательного перемещения в канале постоянного сечения, состоящим из двух участков, расположенных один относительно другого под углом 2-6° при воздействии на заготовку усилия противодавления Электронаурев заготовки осуществляют в зоне стыка участков канала по длине, составляющей 1,0-1,5 от величины поперечного сечения заготов .ки. Эти параметры выявлены в процессе исследования и являются оптималыными для достижёния поставленной цели., На фит. 1 пдказана схема осуществления предлагаемого способа; на фиг. 2 - график изменения усилий . деформации и противодавления.о Способ может быть осуществлен следующим образом. В канал постоянного сечения, образованный матрицами 1 и 2, помещают предварительно нагретую заготовку 3, к которой посредством поршней 4 и 5 прикладывают деформирующее усилие и усилие противодавления. Нагрев заготовки осуществляют индукторами б и 7. Поршень 4 приводится .в движение и перемещает заготовку 3, при этом поршень 5 осуществляет противодавление. В зоне стыка участков канала по длине (плоскость А-Л) осуществляется деформация сдвига в условиях всестороннего объемного сжатия, что обеспечивает заварку пор и других дефектов заготовок. в зоне стыка участков канала по длине, составляющей 1,0-1,5 от величины поперечного сечения заготовки, осуществляют локальный нагрев эаготовок, т.е. при интенсивномтсдвиге..
