(54) УСТАНОВКА ДЛЯ СВАРКИ ТРУБ С СОЕДИНИТЕЛЬНЫМИ.ЭЛЕМЕНТАМИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и сварки стержневых элементов с соединительными накладками | 1980 |
|
SU897453A1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| Устройство для сварки кольцевых швов цилиндрических изделий | 1985 |
|
SU1291347A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1981 |
|
SU965687A2 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
| Устройство для сборки и сварки кольцевых швов труб с фланцами | 1987 |
|
SU1433730A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Установка для сварки внутреннихКОльцЕВыХ шВОВ МЕМбРАН СильфОНОВ | 1979 |
|
SU829381A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
Изобретение относится к сварке, в частности к конструкции установки для сварки труб с соединительными элементами, преимущественно для сбор ки пространственных каркасов зданий легкого типа и имеющих на соединительных элементах резьбовые хвостовики. Известна установка для сварки труб с соединительными элементами, преимущественно, для сборки пространственных каркасов зданий лёгкого типа и имеющих на соединительных элементах резьбовые хвостовики, содержащая смонтированные на общем основании сварочные полуавтоматы, вращатель трубы с соединительными элементами, установленные перед вращателем и за ним ПОДВОДЯ1ТДИЙ и отводящий транспортные скаты, перегружатель труб с подводящего транспортного ска та на вращатель и с вращателя на отводящий транспортный скат, а также п перемещаемые возвратно-поступательно от приводов в направлении вдоль оси свариваемого изделия бабки, имеющие установленный в подшипниках с возмож ностью свободного поворота вал 1. Однако известная установка не обеспечивает высокого качества свари заемых изделий из-за значительных сварочных дефЬрмаций изделий. Uejrib изобретения - повышение качества свариваемых изде.лий за счет уменьшения сварочных деформаций из-, делий. Для этого на основании каждой бЛбкой установлены упоры, ограничивающие ход каждой бабки, а каждый указанный вал выполнен полым и внутри .него расположен с возможностью возвратно-поступательного перемещения дополнительный вал с пазом на конце, в котором расположен механизм центрирования и зажима резьбового хвостовика соединительного элемента, при этом перегружатель труб выполнен в виде поворотного барабана с двумя расположенными в диаметральной плоскости пазами, в каждом из которых размещена поворотная |и подпружиненная относительно бара бана каретка д.ляразмещения трубы, На каретках смонтированы регулируемые., опорные ролики для труб. Механизм центрирования и зажима резьбового хвостовика соединительного элемента выпо.пнен в виде двух . подвижных губок с резьбовым захватом, г становленнЕМ в пазу дополнительного
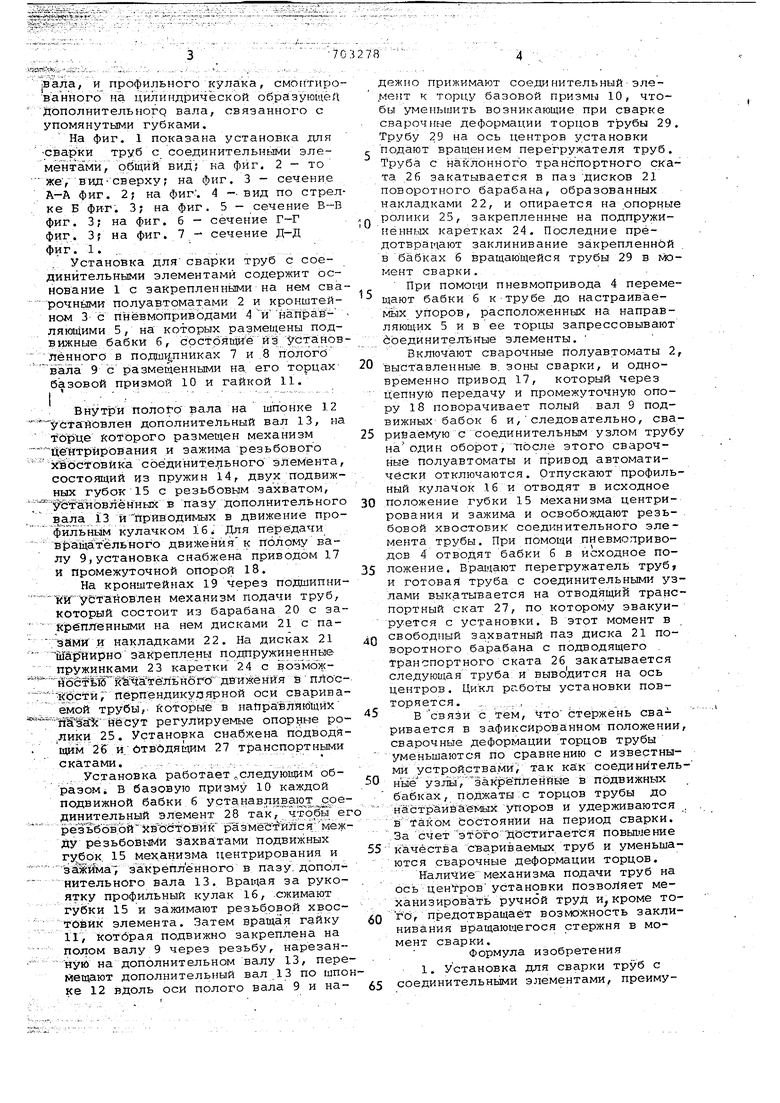
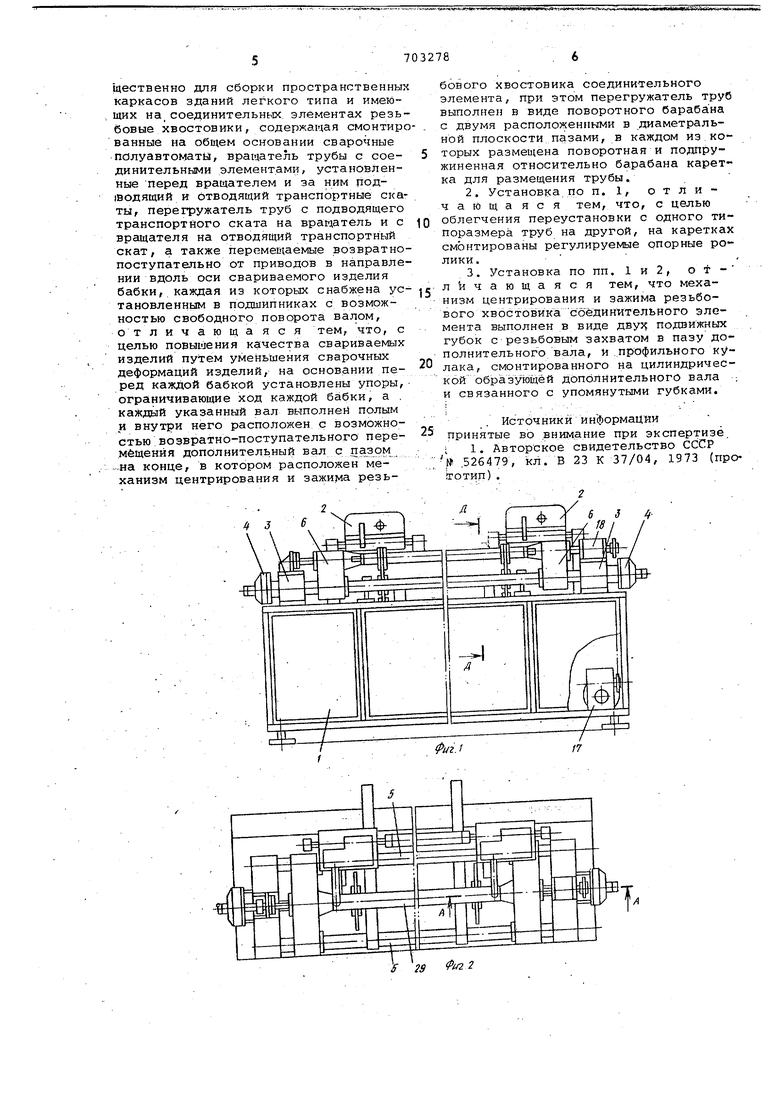
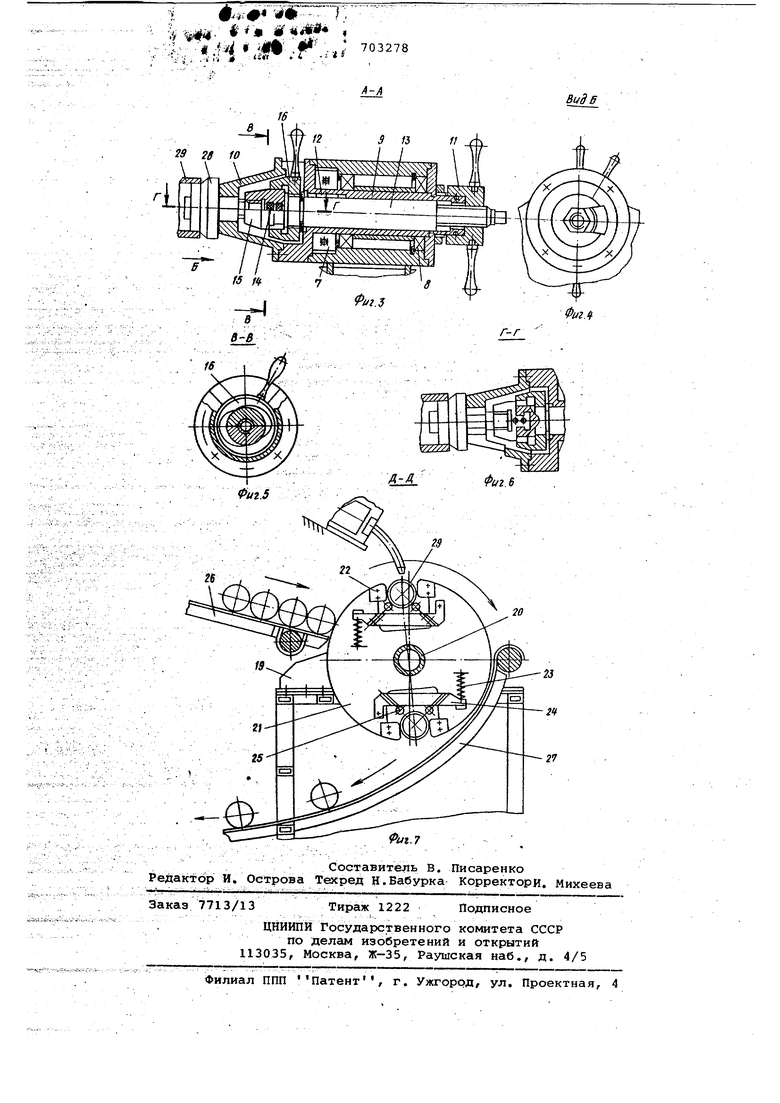
703278 |Вала, и профилБного кулака, смоптнро ванного на цилиндрической образующей дополнительного вала, связанного с упомянутыми губками. На фиг, 1 показана установка JUIH -сварки труб с соединительными элементами, общий вид; ка фиг. 2 - то же , вид-сверху на фиг. 3 - сечение А-А фиг. 2; на фиг . 4 --вид по стрел . ке Б фи-г. 3; на фиг. 5 - сечение В-В фиг. 3; на фиг, б - сечение фиг. 3f на фиг. 7 - сечение Д-Д фиг, 1. Установка для сварки труб с соединительными элементами содержит основание 1 с закрепленными на нем сва рочньзми полуавтоматами 2 и кронштейном 3-е пн ев моприв одами 4 инапрай-ляющими 5, на которых размещены подвижные бабки 6, срстряйщё йэ ленного в подш1|,пниках 7 и .8 полого вала 9 сразмещенными на. его торцахбазовой призмой 10 и гайкой 11. полого вала на шпонке 12 уста йовлен дополнительный вал 13, на тбрце которого размещен механизм СсеТйТрйрования и зажима резьбового зйвостовйка соёдинйте;1ьного элемента, состоящий из пружин 14, двух подвижных губок15 с резьбовым захватом, ff fefaHbBленных в пазу дополнительного 13 и приводимых в движение профильнь м кулачком 16 Для передачи в|5а1ца.тёльного движения к п;6лому валу 9,установка снабжена приводом 17 и промежуточной опорой 18. На кронштейнах 19 через подшипни уйТайовлен механизм подачи труб, который состоит из барабана 20 с за Крепленными на нем дисками 21 с па - зами и накладками 22. На дисках 21 iiraiErttHpHO закреплены подпружиненные пружйнками 23 каретки 24 с возмож S5efW №4ta:treribft6rc5 движёнйя ё пЛсУс -Кбстй; пёрп ндикуоярной оси сварива емой трубы,- йоторый в направляющйх itWfe: йёсут регулируемые опоруне ро .лики 25. Установка снабжена подводя щим 26 и..; бтвддящим 27 транспортными скатами. - - ., ;. .. ,. ., .. .. Установка работает ..следующим обpasoMi в базовую призму 10 каждой подвижной бабки б уста навливаго т сое динительный элемент 28 так, чтобы е резь6дв;ой хв й1Ч)МК размёйтййсг ду резьбов1 1Ми захватами подвижных . 15 механизма центрирования и зажйма7 закрепленного в пазу, допол кительного вала 13. Вращая за рукоятку профильный кулак 16, .сжимают губки 15 и зажимают резьбовой хвосТОвйк элемента. Затем вращая гайку 11, котбрая подвижно закреплена на полом валу 9 через резьбу, нарезан-- нуй на дополнительном валу 13, пере мещают дополнительный вал 13 по шпо ке 12 вдоль оси полого вала 9 и надежно прижимают соединительный эле,мент к торцу базовой призмы 10, чтобы уменьшить возникающие при сварке сварочные деформации торцов трубы 29. Трубу 29 на ось центров установки подают вращением перегружателя труб. Труба с наклонного транспортного ската 26 закатывается в паз дисков 21 поворотного барабана, образованных накладками 22, и опирается на опорные ролики 25, закрепленные на подпружиненных каретках 24. Последние предотвращают заклинивание закрепленной в бабках 6 вращаюЩейся трубы 29 в момент сварки.. При помощи пневмопривода 4 перемещают бабки б к-трубе до настраиваеivttjx упоров, расположенных на направляющих 5 и в ее торцы запрессовывают бЬединительные элементы. Включают сварочные полуавтоматы 2, выставленные в. зоны сварки, и одновременно привод 17, который через цепную передачу и промежуточную опору 18 поворачивает полый вал 9 подвижных бабок 6 и,следовательно, свариваемую с соединительным узлом трубу на один оборот, после этого сварочные полуавтоматы и привод автоматически отключаются. Отпускают профильный кулачок 16 и отводят в исходное положение губки 15 механизма центрирования и зажима и освобонсцают резь- . боной хвостовик соединительного элемента трубы. При помощи .пневмоприводов 4 отводят бабки 6 в исходное положение, перегружатель труб, и готовая труба с соединительными узлами вык.атывается на отводящий транспортный скат 27, по которому эвакуируется с установки. В этот момент в свободный захватный паз диска 21 поворотного барабана с подводящего . тран-тпортного ската 26 закатывается следующая труба: и выводится на ось центров. Цикл работы установки повторяется. , Всвязи с тем, Что стержень сваривается в зафиксированном положении, сварочные деформации торцов трубы уменьшаются .по сравнению с известными устройства.ми так ка;к соединительные уз1м,закрёпленййе в подвижных бабках, поджаты с торцов трубы до :на:страй:ваемых упоров и удерживаются . в таком ЬоСтоянии на период сварки. .За счет этогодостигается повьичение качества свариваемых труб и уменьшаются сварочные деформации торцов, НалиЧйе механизма подачи труб на ось центровустансэвки позволяет механизировать ручной труд и кроме тог 6, предотвращает возможность заклинивания вращающегося стержня в момент сварки. Формула изобретения 1, Установка для сварки труб с соединительными элементами, преимуK Scr SLrSL-rSSV -r. ванные на общем основании сварочные полуавтоматы, вращатель трубы с со Д ительн и элементами, уст н вленные перед вращателем и за ним подтодящий и ОТВОДЯЩИЙ транспортные ска ты, перегружатель труб с подводящего транспортного ската на вращатель Гс вращателя на отводящий транспортный скат, а также перемещаемые возвратно ° приводов в направлении вдоль оси свариваемого изделия бабки, каждая из которых снабжена установленным в подшипниках с возможностью свободного поворота валом, отличающаяся тем, что, с целью повышения качества свариваемых изделий путем уменьшения сварочных деформаций изделий, на основании перед каждой бабкой установлены упоры ограничивающие ход каждой бабки, а каждый указанный вал выполнен полым и внутри него расположен с возможностью возвратно-поступательного перемёщения дополнительный вал с пазом ™на конце, в котором расположен ме- ханизм центрирования и зажима резьtt 3
S 29 г бового хвостовика соединительного элемента, при этом перегружатель труб выполнен в виде поворотного барабана с двумя расположенными в диаметральной плоскости пазами, в каждом из которых размещена поворотная и подпружиненная относительно барабана каретка для размегдения трубы. 2. Установка по п. 1, о т л и ч а ю щ а я с я тем, что, с целью Облегчения переустановки с одного типоразмера труб на другой, на каретках смонтированы регулируемые опорные роЛИКИ3. Установка по пп. 1 и 2, о t личающаяся тем, что механизм центрирования и зажима резьбового хвостовика с-5ёдйнительного элемента выполнен в виде дву подвижных губок с резьбовым захватом в пазу дополнительного вала, и .профильного кулака, смонтированного на цилиндрической образующей дополнительного вала .. и связанного с упомянутыми губками. .. Источники информации принятые во внимание при экспертизе 1. Авторское свидетельство СССР № .526479, kji. В 23 К 37/04, 1973 (проотип) ., f
