19- 2О 9
-й / г
4
&э
Слд
со
}
12
; Изобретение относится к сварке, а именно к конструкции устройства для сборки и сварки кольцевьк швов труб с фланцами.
Целью изобретения является повышение производительности путем сокраще- шя межоперационного времени.
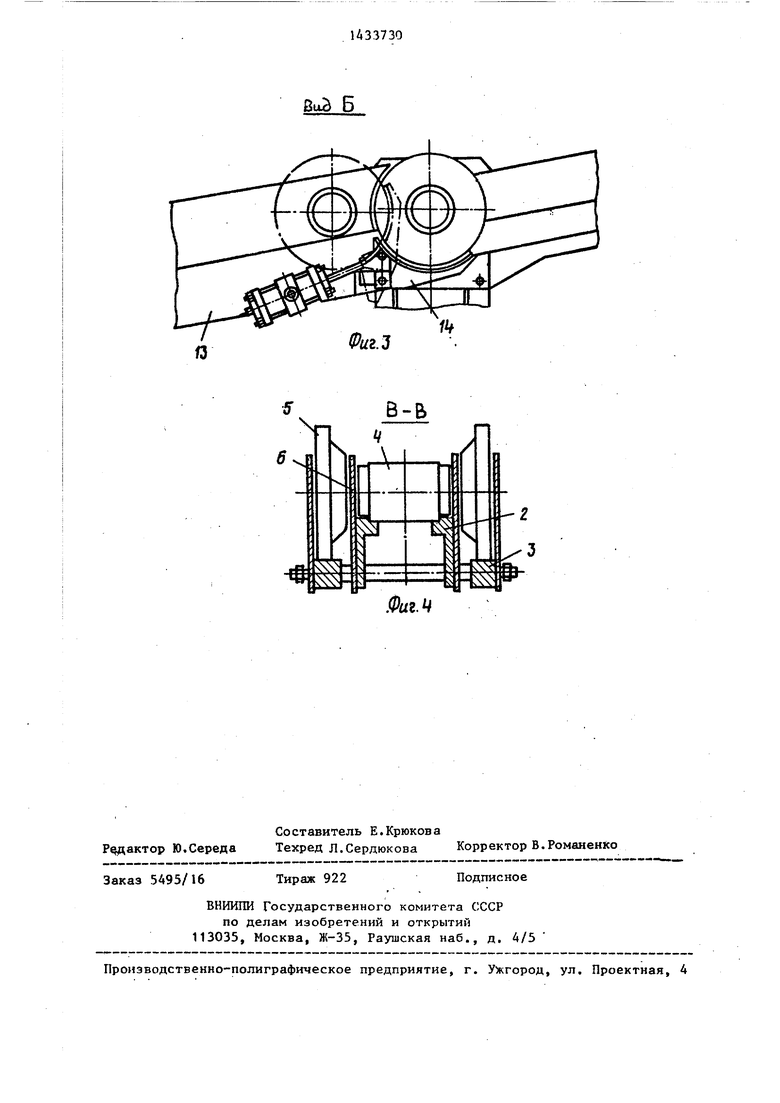
На фиг.1 схематично представлено предлагаемое устройство; на фиг.2 :зел А на фиг,1; на фиг.З - узел Б на фиг. 1; на фиг. А - разрез В-Внафиг.1.
Устройство содержит подводящий транспортер 1, выполненный в виде трех наклонных лотков для сосредоточения запаса и самотечного перемещения по направляющим 2 и 3 вращающихся трубы 4 и фланцев 5, разделенных друг от друга боковинами 6 и удерживаемых от перемещения отсекателями 7, установленными в отверстиях направляющих 2 и 3, планки 8 для крепления отсека- телей 7, позицию сборки 9 ,с приемны- a призмами 10 и II, перегружатель 12, включающий в себя наклонный лоток 13, поворотную вилку 14 и поворотную призму 15, сварочные головки 16, содержащие сварочные горелки 17 и вращатель, установленные на подвижном суппорте 18, отводящий транспор- тер 19 для сварных труб 20 выполнек- ;ный В виде ската 21, продолжением ко- |торых является элеватор,, выполненный IB виде шагового транспортера, вклю- :чающего ступенчатые направляющие 22, |между которыми размещена с возможно- ;стью возвратно-поступательного пере- :мещения ступенчатая штанга 23 с подпружиненными храповыми собачками 24, при этом каждая храповая собачка смонтирована на стыке смежных ступеней штанги 23.
Устройство работает следующим образом.
В исходном положении на направляющих 2 и 3 подводящего транспортера 1 размещается запас труб 4 и фланцев 5, поворотная вилка 14 опущена в нижнее положение и не препятствует прохождению труб 4 и фланцев 5 на приемные призмы 10 и II позиции сборки 9, по-. воротная призма 15 поднята в верхнее положение, ступенчатая штанга 23 с подпружиненными храповыми собачками 24 отведена в крайнее нижнее положе- же.
Отсекателями 7 планки 8 от общего ,потока отделяется комплект труб 4 и 5 фланцев, которые по направляющим
5
0
5
0
5
0
5
0
5
подводящего транспортера i самотеком скатываются на приемные призмы 10 и 11 позиции сборки 9, где они собираются, посла Чего поворотом в верхнее положение вилки 14 собранные трубы 4 и фланцы 5 перемещаются на наклонный лоток 13 перегружателя 12 и скатываются на поворотную призму 15 и захватываются вращателем, подводятся суппортом 18 сварочные горелки 1 7 и производится сварка.; поворотная призма 15 перед сваркой отводится в нижнее положение, а поворотная вилка 14 возвращается в исходное нижнее положение и на приемные пркзг ы Ю и 1 позиции сборкиS отсекателем 7 подается с подводящего транспортера 1 новый комплект труб 4 и фланцев. Затем производится сборка вновь подаваемого комплекта труб 4 и 5 фланцев и сварка комплекта ранее поданного на позицию сварки. После сварки сварные трубы 20 со фланцами освобож- даются от вращателя, после чего устанавливаются на подведенную под него поворотную призму 15 и при движении ее в нижнее положение перемещаются на скат 21 отводящего транспортера 19, по которому трубы 20 скатываются на уступ ступенчатой направ- хшющей 22, а поворотная призма 15 возвращается в исходное верхнее положение и на нее по наклонному лотку 13 скатывается поданный поворотной вилкой 14 с позиции сборки новый собранный комплект трубы 4 с фланцами 5, с помощью управлякщих путевых выключателей (не показаны) цикл работы устройства повторяется.
Возвратно-поступательным перемещением ступенчатой штанги 23 на шаг, равный расстоянию между ступенями на направлякхцих 22, подпружиненные храповые собачки 24 перемещают сваренную трубу 20 с фланцами на следующую, расположенную вьппе ступень направляющей 22, обеспечивая накопление на ступенях элеватора сваренных труб 20 с фланцами и поштучную их вьцхачу во время технологического совмещения цикла сборки и сварки, а также перемещения сварных труб с фланцами 20 на последующую обработку,
Таким образом, использование предлагаемого устройства для сборки и сварки кольцевых швов труб с фланцами обеспечивает независимое друг от друга выполнение операций сборки и
сварки, а также одновременно с ними транспортные операции, что повьшает производительность благодаря сокращению межоперационного времени.
5 Формула изобретения
Устройство для сборки и сварки кольцевых швов труб с фланцами, встроенное в поточную линию, содержащее ю смонтированные на основании позицию сборки труб с фланцами, вращатель, подводящий транспортер с отсекателямй труб и фланцев, отводящий транспоргружатели с позиции сборки на вра тель и с вращателя на отводящий транспортер, сварочные головки, о личающееся тем, что, с целью повьшения производительност путем сокращения межоперационного времени, отводящш транспортёр вы нен в виде смонтированного на осн нии ската и элеватора, выполненно в виде шагового транспортера со с пенчатыми направляющими и ступенч той штангой, оснащенной храповыми собачками, каждая из которых смон
тер для передачи сварных труб с флан- 15 рована на стыке смежных ступеней цами на последующую обработку и пере- штанги.
гружатели с позиции сборки на вращатель и с вращателя на отводящий транспортер, сварочные головки, о т- личающееся тем, что, с целью повьшения производительности путем сокращения межоперационного времени, отводящш транспортёр выполнен в виде смонтированного на основании ската и элеватора, выполненного в виде шагового транспортера со ступенчатыми направляющими и ступенчатой штангой, оснащенной храповыми собачками, каждая из которых смонти

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматизированная поточная линия для сборки и сварки колес из двух заготовок | 1981 |
|
SU1229000A1 |
| УСТРОЙСТВО ДЛЯ СВАРКИ ПОВОРОТНЫХ СТЫКОВ ТРУБLL :'.и.и^ .•; ..i-^ r;v,:;iTi;3 -•>& 1;::;:-:^;[:с::;п р';5л:;о1^;:А | 1965 |
|
SU173358A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |
| Линия для изготовления цилиндрических емкостей | 1985 |
|
SU1355422A1 |
| Поточная линия для обработки металлоконструкций | 1984 |
|
SU1191245A1 |
| Поточная линия для сборки и сварки рамных металлоконструкций | 1975 |
|
SU919842A1 |
| Установка для сварки труб с соединительными элементами | 1977 |
|
SU703278A1 |
| Поточная линия для сборки и сварки металлоконструкций | 1980 |
|
SU893488A1 |
| Установка для аргонодуговой сварки поворотных стыков труб неплавящимся электродом с подачей присадочной проволоки | 1990 |
|
SU1776528A1 |
| Автомат для приварки к торцам труб элементов соединительной арматуры | 1974 |
|
SU640830A1 |
Изобретение относится к сварке, а именно к конструкции устройства для сборки и сварки кольцевых швов труб с фланцами, встроенного в поточную линию. Цель - повышение производительности . Устройство содержит смонтированные на основании позицию сборки 9 труб 4 с фланцами 5, вращатель со сварочйыми горелками 17, подводящий транспортер I с отсекателями 7 труб 4 и фланцев 5, отводящий транспортер 19 для свар1шх труб с фланцами 20, выполненный в виде ската, и перегружатели с позиции на позицию. Устройство оснащено элеватором сварных труб с фланцами 20, выполненным в в иде шагового транспортера со ступенчатыми направляющими 22 и ступенчатой штангой 23, оснащенной подпружиненными храповыми собачками 24. Каждая храповая собачка 24 смонтирована на стыке смежных ступеней штанги 23. После сборки и сварки труб 4 с фланцаьш 5 каждая сварная труба с фланцами 20 попадает на скат § отводящего транспортера 19 и перегру жается с него шаговым транспортером со ступенчатыми направля1сщими 22 и штангой 23 на последующую обработку, что сокращает межоперационное время. 4 ил. сл с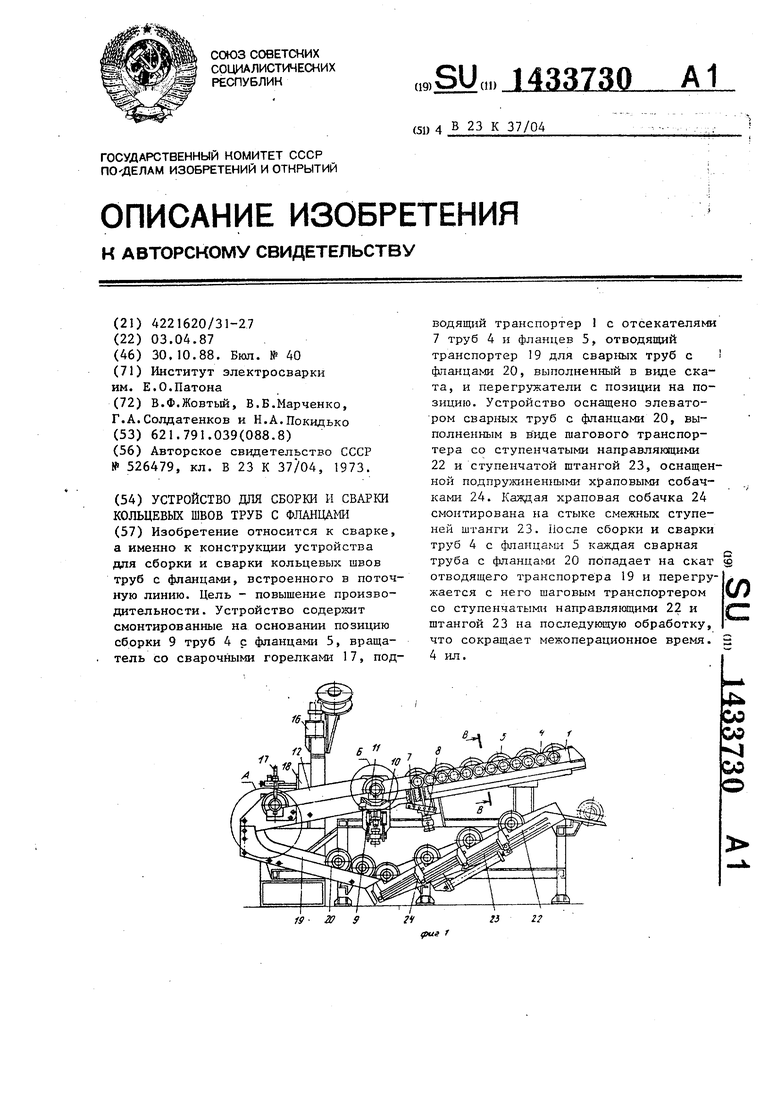
бид
15
1Ъ
Фиг.2
Bu Б
Фиг.:5
Составитель Е.Крюкова Редактор Ю.СередаТехред Л.СердюковаКорректор В.Романенко
Заказ 5495/16
Тираж 922
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
fV
В-В
Фиг.Ц
Подписное
| Установка для дуговой сварки в среде углекислого газа кольцевых швов | 1973 |
|
SU526479A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
