(54) УСТРОЙСТВО ДЛЯ СБОРКИ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентирования и сборки деталей | 1983 |
|
SU1144880A1 |
| Устройство для ориентирования и сборки деталей | 1991 |
|
SU1816623A1 |
| Устройство для сборки охватываемой и охватывающей деталей типа вал-втулка | 1982 |
|
SU1215255A1 |
| Устройство для группового ориентирования и сборки | 1980 |
|
SU891314A1 |
| Устройство для прецизионного хонингования | 1986 |
|
SU1333550A1 |
| Устройство для ориентирования и сборки деталей | 1977 |
|
SU632540A1 |
| Поворотный стол для автоматической сборки деталей | 1979 |
|
SU772789A1 |
| Пневмомеханическое устройство для угловой ориентации втулок с радиальным отверстием | 1985 |
|
SU1299768A1 |
| Способ групповой загрузки деталей | 1977 |
|
SU701756A1 |
| Устройство для обработки фасок на седлах клапанов | 1988 |
|
SU1618514A1 |
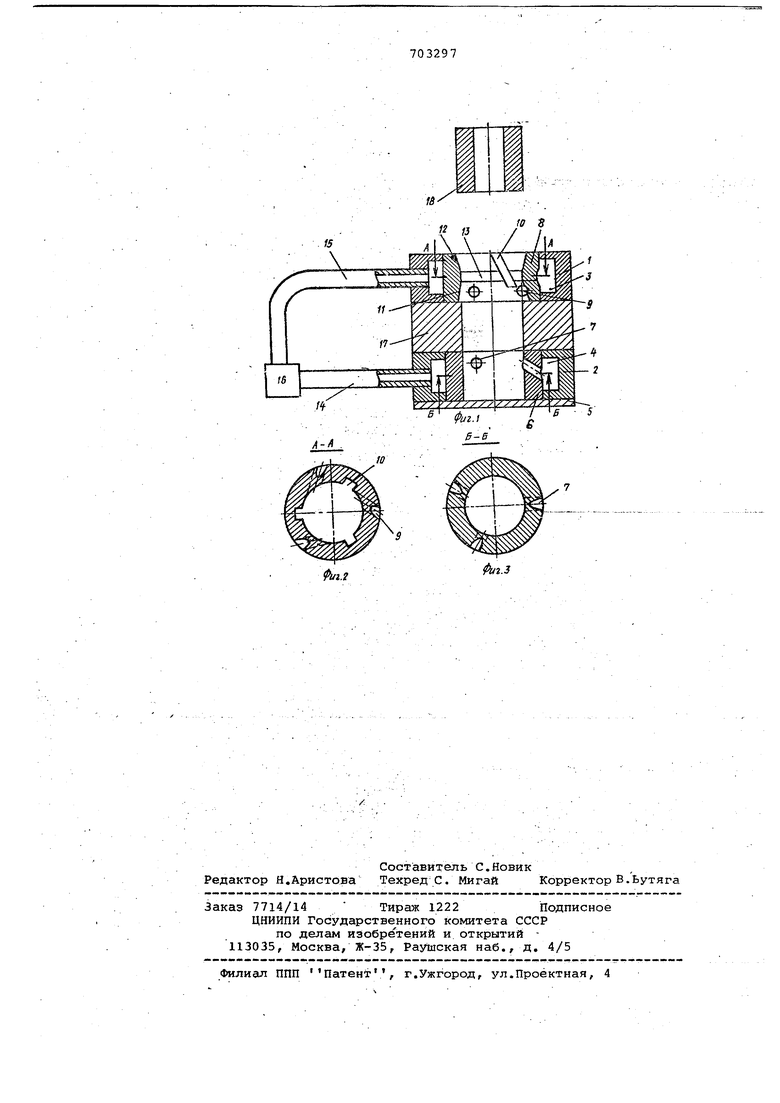
- -.- . t , Изобретение относится к области механо-сборочного производства И мо жет быть использовано для автоматической сборки цилиндр ических детале в различны); отраслях техники. Известно устройство для сборки (Цилиндрических деталей, содержащее, опору и ориентирующую втулку с рисположенными .равномерно по окружности наклонно к вертикальной оси и тангенциально относительно внутрё йней поверхности втулки качапами, связан ными с источником сжатого воздуха 1. .; Недостатком известного устройств является низкая точность ориентирования деталей, и тем самы низкая надежность процесса сборки, Цель изобретения - повьвяенйе надёжности процесса сборки. Для зтого внутренняя поверхность ориентирующей втулки выполнена в ви де двух конусов, обращенных вершина ми друг к другу и соединенных,цилин рическим пояском, на этой внутренне поверхности образованы винтовые канавки, а опора выполнена в виде ста кана с каналами, расположёнными рздиально и наклонно к вертикальной оси, причем каналы ориентирующей втулки и опорыСвязаны между собой. На фиг, 1 изображено предлагаемое устройство, общий вид; на фиг.2 сечение А-А на фиг, 1; на фиг. 3 сечение Б-Н на фиг. 1, Устройство содержит ориентирующий корпус 1 и опору, выполненную в виде корпуса 2..В корпусе 1 имеется круговая выточка 3, а в корпусе 2 выточка 4. Опора,2 закрыта снизу крийкой 5 и имеет запрессованную в нее втулку 6 с тремя ргадиальными, наклоненными к вертикальной оси канал ми 7, Втулка 6 с. крышкой 5 обг разуют с:такан,, каналы 7 расположены,равномерно по окружности. Ориентирующий корпус 1 имеет запресеованнуто в него ориентирующую втулку 8 с тремя тангенциальными, .наклонными под определенным углом к вертикальной оси и расположенными равномерно по окружности каналами 9 и тремя наклонными под определенным , углом к вертикали винтовыми канавками 10, расположенными равномерно по окружности в верхней части втулки 8, Центральное отверстие втулки 8 выполнено в виде двух встречных коНУСОв (нижнего 11 и верхнего 12) с цйлинд5 и 1ёским пояском 13 между ними. Каналы ориентирующей втулки 8 .и опоры 2 срёдинены отсасывающим 14 и на гнеФающим 15 воздухопроводами с ис очником сжатого воздуха, В цепи воздухопроводов расположен насос 16 для нагнетания - отсасывания воздуХа в процессе сборки. i Работает устройство следующим об, pasQvi. - , -. - J Охватывающая деталь 17 устанавливается между ориентирующим корпусом. 1 и опорой 2 f которые плотно поджи Майтся к ней. Насос 16 Hkl WeTaiTios ЛУХ по воздухопроводу 15 fB В1ЫТОЧКУ 3 корпуса 1 через каналы 9 opйeнiйpy ющей втулки 8. Далее воздушный поток 3; 8fiolciE RBM cH насосом 16 чере dfsepc ТйёЬзсвйтыйаюЩёЙ детали 17, каналы 7 Ь выточку 4 опоры 2, а из нее по отсасыйайщему трубопроводу 14. Такйй образом/ воздушный поток циркулирует по замкнутому каналу. ОхВатываемай деталь 18 .(аст ааляёмая втулка) из накопителя (на чертеже не показан) падает S отверстие ориентирующей втулки 8 и под дейрт;виём струек воздуха, ВитекшЩШчЬиз каналов 9, предварительно орйентиру Wi Wijx atff acBjif :eTcn в Оздушным потоко в отверстие охватывающей детали 17i При перекрытии втулкой 18 каналов 9 ПРОИСХОДИТ разделение воздушногб потока на два: первый проходит через зазормежду втулками Г8 и 8 и далее череэ отверстие охватывающей детали 17, а второй t вверх через зазор меж ду втулками 18 и 8 и йаклойные канав ки 10, заставляя проворачййатвся вту ку 18. Затем первый поток отсасывает ся насосом 16. Первый воздушный по ток в ходе сборки выполняет роль : :направляющих фасок и воздушной |прослойки, улучшающей скольжейие Дет,алй 18 в отверстии детали 17, а второй, проворачивая деталь 18, создает дсполни ельное усилие при ее ориентировании. Благодаря специфичности конструкции устройства и циркуляции первого воздушного потока в замкнутой линйиГ. получена возможность осуществить направленный .поиск и ориентирование одной детали по другой более качественно, исключи необходимость в изготовлении специальных технологических элементов типа фасок, и под действием сил вязкого трения воздуха и собственного веса ориентируемой детали проводить сборку надежнее. . , Формула изобретения Устройство для сборки цилиндриtiecicftjt деталей, содержащее опору и ор йентирующую втулку с располрженНЬ1МИ равнОйё рно по Ькружности, наклШ о к бёЁГтикальной ОСИ и тангенЦйаМ1 йо относифельно внутренней поверхности агулкй каналами, связайны№1 с источнйк|эм сжатого воздуха, о т А йч а ю ще е с я тем, что, с целью повышений йадежности процесса сборки, внутренняяповерхность ориентирующей втулки выполнена в виде двух койусОв, оЬращенных вершинами друг, к другу и соединенных цилиндричё6кйм пояском, на этой внутренней поверхности 6бразова,ны вийтовые канаВт) кй, а опора выггоянена в виде атака- : на с каналами, расположенными радиальйО и наклонно квертикальной оси, причем кайалы ориентирующей втулки .и опоры связаны-между собой. .-; Источники информации, принятые во внимание при экспертизе1. Авторское свидетельство CQCP №379362, кл. В 23 Р 19/04, 1971,
15
Л
г.
г.З
