(54) СИСТЕМА УПРАВЛЕНИЯ ПРЖСбЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Система управления прессом | 1978 |
|
SU791556A1 |
| Адаптивная система управления энергией удара ковочно-штамповочной машины | 1982 |
|
SU1016215A1 |
| Система управления прессом | 1988 |
|
SU1620329A2 |
| Система управления гидровинтовымпРЕСС-МОлОТОМ | 1976 |
|
SU795968A2 |
| Система управления гидровинтовым прессом | 1977 |
|
SU901052A1 |
| Адаптивная система управления энергией удара ковочно-штамповочной машины | 1990 |
|
SU1712187A2 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Гидравлический предохранитель пресс-молотов | 1978 |
|
SU867670A1 |
| Устройство контроля температурыНАгРЕВА зАгОТОВОК пЕРЕдшТАМпОВКОй | 1979 |
|
SU801931A1 |
| Система управления гидровинтовым прессом | 1977 |
|
SU745706A1 |
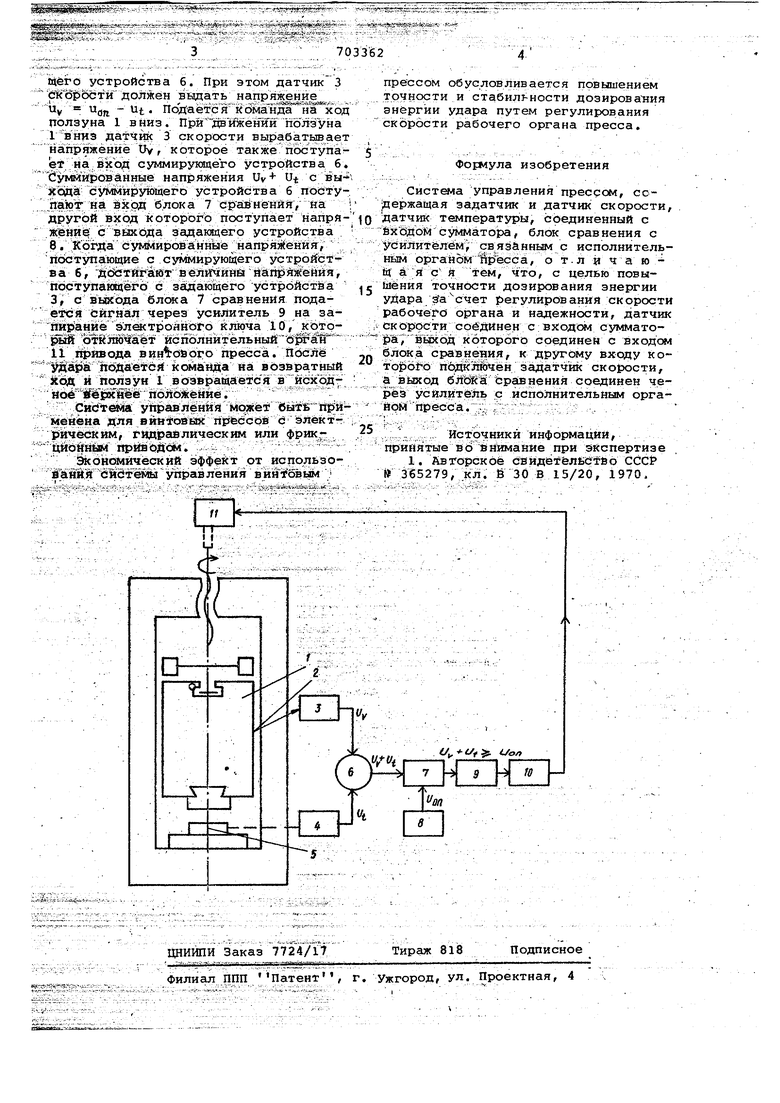
- ; -,.. Изобретение относится к области машиностроения, в частности к конструкции куэнёчно-прессового оборудова ния.. . Известна система угхравления прессом, содержащая задатчик и датчик скорости, датчик температуры, соединенный с входом сумматора, блок срав нения с усилителем, связанным с исполнительным органом пресса tl. Известная система имеет недостаточную точность регулирования скорос ти рабочего органа при изменении тем пературы загртов: и, следова:теЛьйо, недостаточную точность дозирования энергии. Цель изобретения - повышение точности дозирования энергии удара. Цель достигается тем, что датчик скорости соединен с входом су1иматора выход которого соединен с входом бло ка сравнения, к другому входу которого подключ%н задатчик скорости, а выход блока сравнения соединен через усилитель с исполнительным органом пресса. Блок-схема системы управления вин товым прессом представлена на чертеже. Винтовой пресс содержит ползун 1 соединенный механической связью 2 с датчиксаи 3 скорости. В систему управления кроме Датчика 3 скорости входит датчик 4 температуры, измеряющий температуру заготовки 5 в штампе,- и суммирующее устройство 6, Выходы датчика 3 скорости % датчика 4 температуры соединены с входом суммируйщего устройства б, выходы которого соединены с входом блока 7 сравнения, другой вход которого соединен с выходом задающего устройства 8, а выход блока сравнения соединен с входом усилителя;9, выход которого через электронный ключ 10 соединен с исполнительным органом 11 привода пресса. Работа системы управления осуществляетдя следуЮ1аим образом. В начальный мсялент времени на задающем устройстве 8 .устанавливается . величина напряжения Моп- v t соответствующая скбрости ползуна, необходимой для деформирования заготовки при минимально возможной температуре заготовки. В штамп укладывается нагретая заготовка 5, при зтом датчик 4.температуры вырабатывает напряжение Ut в зависимости от температуры заготовки, которое поступает на вход сукяиирую
